Изобретение относится к области неразрушающего контроля и может быть использовано для контроля поверхностных дефектов в изделиях по сигналам акустической змиссии (АЭ).
Целью изобретения является повышение достоверности за счет раскрытия поверхностных дефектов механическим нагружением изделия и уменьшения АЭ бездефектного материала предварительным локальным охлаждением поверхности.
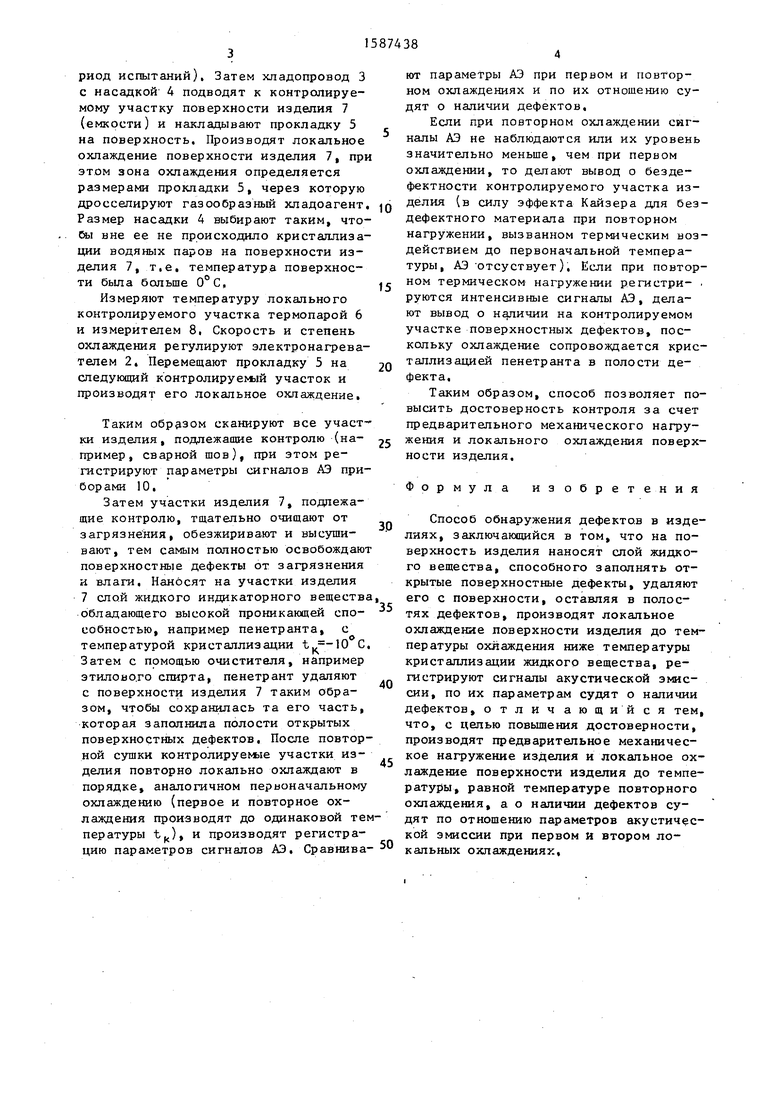
На чертеже представлено устройство для реализации способа обнаружения дефектов в изделиях,
Устройство содержит сосуд 1 Дюара с жидким хладагентом (например, азотом), электронагреватель 2, помещенный внутрь сосуда 1 Дюара, хладопро- вод 3, насадку 4, дросселирующую прокладку 5, выполненную из волокнистого или пористого материала, термопару 6, прижимаемую к локальному участку пот
верхности контролируемого изделия 7, измеритель 8, подключенньй к выходу термопары, пьезопреобразовагель 9 и акустико-эмиссиокный прибор 10, соединенный с выходом льезопреобразовате- ля 9.
Способ обнаружения, дефектов в изделиях осуществляют следующим образом.
Контролируемое изделие 7 механически нагружают до заданной нагрузки, например создают растягивающие напряжения в Стенках контролируемой емкости путем Обеспечения внутри емкости избыточного давления. Устанавливают пьезопреобразователь 9 на поверхность изделия 7 на расстоянии L от контролируемого локального участка поверхности, измеряют параметры сигналов АЭ прибором 10 и ожидают, когда АЭ, связанная с напряженным состоянием материала, прекратится (давление внутри емкос ги остается постоянным весь пе3
(Л
ел
00
Olib
СО
риод испытаний). Затем хладопровод 3 с насадкой 4 подводят к контролируемому участку поверхности изделия 7 (емкости) и накладывают прокладку 5 на поверхность. Производят локальное охлаждение поверхности изделия 7, при этом зона охлаждения определяется размерами прокладки 5, через которую дросселируют газообразный хладоагент. Размер насадки 4 выбирают таким, что- вне ее не происходило кристаллизации водяных паров на поверхности изделия 7, т.е. температура поверхности была больше 0°С,
Измеряют температуру локального контролируемого участка термопарой 6 и измерителем 8, Скорость и степень охлаждения регулируют электронагревателем 2, Перемещают прокладку 5 на следующий контролируемзШ участок и производят его локальное охлаждение.
30
35
Таким образом сканируют все участки изделия, подлежащие контролю (на- 25 пример, сварной шов), при этом регистрируют параметры сигналов АЭ приборами 10.
Затем участки изделия 7, подлежащие контролю, тщательно очищают от загрязне ния, обезжиривают и высушивают, тем самым полностью освобождают поверхностные дефекты от загрязнения и влаги. Наносят на участки изделия 7 слой жидкого индикаторного вещества, обладающего высокой проникающей способностью, например пенетранта, с температурой кристаллизации С. Затем с помощью очистителя, например этилово.го спирта, пенетрант удаляют с поверхности изделия 7 таким образом, чтобы сохранилась та его часть, которая заполнила полости открытых поверхностных дефектов. После повторной сушки контролируеи 1е участки изделия повторно локально охлаждают в порядке, аналогичном первоначальному охлаждению (первое и повторное охлаждения производят до одинаковой температуры t.,), и производят регистра40
45
Таким образом, сп высить достоверность предварительного мех жения и локального ности изделия.
Формула из
Способ обнаружени лиях, заключающийся верхность изделия на го вещества, способн крытые поверхностные его с поверхности, о тях дефектов, произв охлаждение поверхнос пературы охлаждения кристаллизации жидко гистрируют сигналы а сии, по их параметра дефектов, о тлич что, с целью повьш1ен производят предварит кое нагружение издел лаждение поверхности ратуры, равной темпе охлаждения, а о нали дят по отношению пар кой эмиссии при перв
цию параметров сигналов АЭ. Сравиива- 5 кальных охлаждениях.
0
5
0
5
ют параметры АЭ при первом и повторном охлаждениях и по их отношению судят о наличии дефектов.
Если при повторном охлаждении сигналы АЭ не наблюдаются или их уровень значительно меньше, чем при первом охлаждении, то делают вывод о бездефектности контролируемого участка изделия (в силу эффекта Кайзера для бездефектного материала при повторном нагружении, вызванном термическим воздействием до первоначальной температуры, АЭ -отсуствует). Если при повторном термическом нагружении регистри- . руются интенсивные сигналы АЭ, делают вывод о наличии на контролируемом участке поверхностных дефектов, поскольку охлаждение сопровождается кристаллизацией пенетранта в полости дефекта.
Таким образом, способ позволяет повысить достоверность контроля за счет предварительного механического нагру- жения и локального охлаждения поверхности изделия.
Формула из
обретения
Способ обнаружения дефектов в изделиях, заключающийся в том, что на поверхность изделия наносят слой жидкого вещества, способного заполнять открытые поверхностные дефекты, удаляют его с поверхности, оставляя в полостях дефектов, производят локальное охлаждение поверхности изделия до температуры охлаждения ниже температуры кристаллизации жидкого вещества, регистрируют сигналы акустической эмиссии, по их параметрам судят о наличии дефектов, о тлич ающий ся тем, что, с целью повьш1ения достоверности, производят предварительное механическое нагружение изделия и локальное охлаждение поверхности изделия до температуры, равной температуре повторного охлаждения, а о наличии дефектов судят по отношению параметров акустической эмиссии при первом и втором локальных охлаждениях.
/
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ низкотемпературного локального нагружения объекта при акустико-эмиссионном методе неразрушающего контроля | 2016 |
|
RU2614190C1 |
| Способ низкотемпературного локального нагружения нефтегазопровода при акустико-эмиссионном методе неразрушающего контроля | 2018 |
|
RU2715077C2 |
| Способ низкотемпературного локального нагружения днища вертикальных стальных резервуаров при акустико-эмиссионном методе неразрушающего контроля | 2017 |
|
RU2653593C1 |
| Способ обнаружения и локализации дефектов в изделиях и устройство для его осуществления | 1981 |
|
SU1210092A1 |
| Акустоэмиссионный способ контроля изделий | 1984 |
|
SU1322141A1 |
| Акустико-эмиссионный способ контроля изделий | 1990 |
|
SU1753407A2 |
| Способ оценки остаточного ресурса конструкций теплообменного аппарата | 2019 |
|
RU2722860C1 |
| Способ акустико-эмиссионного контроля прочности материала | 1988 |
|
SU1580249A1 |
| Способ контроля качества материалов | 1980 |
|
SU970209A1 |
| Способ акустоэмиссионного контроля стенки трубопровода и устройство для его осуществления | 1990 |
|
SU1777072A1 |
Изобретение относится к неразрушающему контролю и может быть использовано для контроля поверхностных дефектов в изделиях по сигналам акустической эмиссии (АЭ). Целью изобретения является повышение достоверности за счет раскрытия поверхностных дефектов механическим нагружением изделия и уменьшения АЭ бездефектного материала предварительным локальным охлаждением поверхности. Изделие нагружают, локально охлаждают, наносят менетрант и охлаждают повторно. При охлаждениях регистрируют АЭ и по отношению ее параметров при двух охлаждениях судят о качестве изделий. 1 ил.
| Способ обнаружения и локализации дефектов в изделиях и устройство для его осуществления | 1981 |
|
SU1210092A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контроля качества материалов | 1980 |
|
SU970209A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
