Изобретение относится к неразрушающему контролю изделий акустическими, электромагнитными и другими методами и может быть использовано для обнаружения различных дефектов в днищах вертикальных стальных резервуарах, далее РВС.
Известны наиболее близкие к предлагаемому патенту аналоги:
1. (Патент RU 2265817 «Способ контроля технического состояния резервуаров». Автор(ы): Харебов В.Г. (RU), Лещенко В.В. (RU), Винокуров В.И. (RU). Опубликовано: 10.12.2005). Суть метода состоит в том, что при контроле технического состояния резервуара, например типа РВС (резервуар вертикальный стальной), при акустико-эмиссионном (АЭ) обследовании на внешнюю поверхность стенки резервуара устанавливаются акустико-эмиссионные датчики, необходимое количество и схема расстановки которых определяется геометрическими размерами резервуара и акустическими свойствами конкретного объекта контроля. Нагружение резервуара осуществляется путем налива жидкости (вода, продукт хранения). Во время нагружения регистрируются и локализуются зоны с так называемыми источниками акустической эмиссии (ИАЭ), которые могут быть связаны с дефектами металла (развивающиеся дефекты в сварных швах и основном металле, зоны коррозионных поражений и места протечек в стенках и днище резервуара). Определение координаты источников АЭ осуществляется по разности времен прихода акустической волны от одного источника АЭ на разные датчики.
2. (Патент RU 2534448 С1 «Способ контроля зоны термического влияния сварных соединений». Автор(ы): Лебедев Евгений Леонидович (RU), Храмков Александр Александрович (RU). Опубликовано: 27.11.2014 Бюл. №33). Суть изобретения заключается в локальном нагреве от внешнего источника исследуемой области сварного соединения с одновременным регистрированием возникающих при этом АЭ сигналов, инициированных движением дислокаций. Оценивание размера зоны термического влияния и контроль структурного состояния конструкционного материала в ней осуществляется при анализе значения энергии данных сигналов.
3. (Патент SU 1587438 А1 «Способ обнаружения дефектов в изделиях». Автор(ы): Эвина Тамара Яковлевна, Бигус Георгий Аркадьевич, Борщевская Диана Георгиевна, Переверзев Евгений Семенович. Опубликовано: 23.08.1990 г. Бюл. №31). Суть изобретения заключается в раскрытии поверхностных дефектов механическим нагружением изделия и уменьшении АЭ бездефектного материала предварительным локальным охлаждением поверхности. Изделие нагружают, локально охлаждают, наносят пенетрат и охлаждают повторно. При охлаждении образца регистрируют АЭ и по параметрам двух охлаждений судят о качестве изделий.
Недостатки известных способов
1. Низкая производительность контроля с учетом нагружения наливом или сливом жидкости. Полнота выявления ИАЭ и точность определения их координат на днище существенно зависят от диаметра контролируемого резервуара. Это в первую очередь касается центральных областей днища, т.к. акустический сигнал от дефекта сильно затухает с увеличением расстояния от ИАЭ до датчиков, расположенных по периметру резервуара. Таким образом, сигнал ИАЭ может быть либо вообще не услышан, либо для него не выполнится условие антенны и его координата не будет определена. Также недостатком является то, что при больших размерах антенн возможно появление ложных локаций в результате неправильного объединения АЭ системой не связанных между собой акустических сигналов внутри антенны, например объединения шумовых сигналов. Низкая достоверность обнаружения дефектов, в связи с возникновением акустических помех при перекачивании большого объема жидкости.
2. Данное изобретение подходит только для контроля процесса термического соединения элементов и в основном используется только в лабораторных условиях. При использовании данного изобретения для контроля действующих опасных производственных объектов, на примере РВС для хранения нефтепродуктов, возможна высокая вероятность воспламенения испаряемых паров.
3. При нагружении конструкции механическими способами существует высокая вероятность возникновения акустических помех. Также себестоимость изобретения значительно повышается за счет использования специальной нагружающей механическим способом аппаратуры.
Целью изобретения является повышение обнаружения различных дефектов и повышение производительности неразрушающего контроля при диагностировании днищ РВС АЭ методом. Суть изобретения заключается в создании упругой деформации локального участка днища РВС путем охлаждения поверхности этого участка. Например, к контролируемому локальному участку подводится низкотемпературная энергия, получаемая воздействием на поверхность участка твердым диоксидом углерода СО2 «Сухой лед». Преимущество использования хладагента в виде твердого диоксида углерода перед другими видами хладагентов: безопасно для человека, пожаробезопасность, минимальный расход, температура сублимации минус 72°С. Низкотемпературное воздействие твердого диоксида углерода на контролируемый участок днища станет причиной повышения в нем напряженно-деформированного состояния, как следствие, возникнет упругая деформация материала, при которой в материале начнут движения дислокаций приграничных зон дефектов на кристаллическом уровне, которые будут сопровождаться акустическими импульсами. Путем измерения энергии и определения местоположения акустических импульсов, инициированных движением дислокаций, выполняется контроль структурного состояния материала.
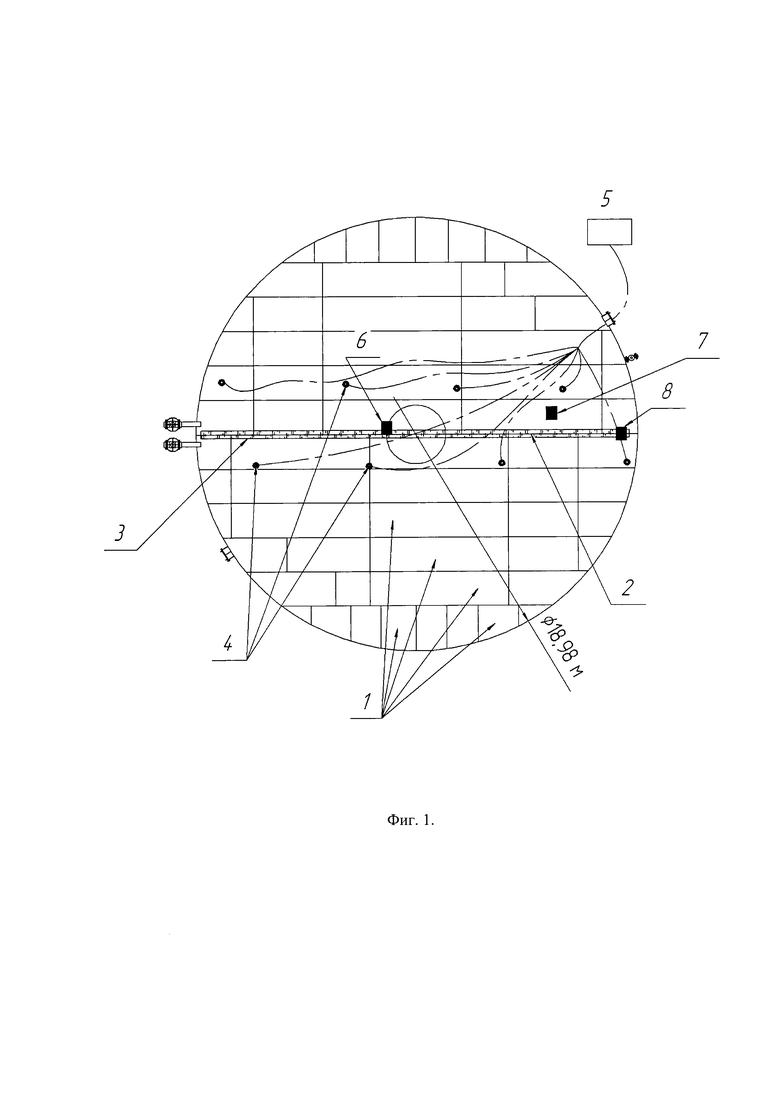
Способ поясняется натурным экспериментом на примере АЭ контроля с низкотемпературным нагружением локального участка днища РВС-3000 - центральной части днища (фиг. 1), состоящего из соединенных между собой термическим способом прокатных стальных листов марки 09Г2С 1 (фиг. 1). Данный резервуар имеет полезный объем 3000 метров кубических, изготовлен по типовому проекту. Выбор участка для контроля днища РВС производится по согласованию с эксплуатирующей организацией, в данном случае им является центральная часть днища с монтажным сварным соединением 2 (фиг. 1) двух сегментов днища. Естественно, способ может быть применен и при контроле других объектов, подвергающихся периодическому контролю различными методами дефектоскопии с регистрацией сигналов контроля.
Настоящий способ осуществляют следующим образом.
Перед АЭ контролем проводятся основные подготовительные работы, состоящие из выбора места закладки твердого диоксида углерода 3 (фиг. 1), создания оптимальной схемы установки принимающих акустические сигналы пъезоакустических преобразователей 4 (фиг. 1) и настройки аппаратуры вычислительного АЭ комплекса российской разработки «Эксперт 2104» 5 (фиг. 1). С целью создания наибольших растягивающих напряжений центральной части днища РВС выполняется анализ места закладки твердого диоксида углерода в соответствии с правилами строительной механики, этим участком принимается центральное монтажное сварное соединение днища РВС. Перед закладкой твердого диоксида углерода создается оптимальная схема расстановки принимающих акустические импульсы пъезоакустических преобразователей, основанная на требованиях нормативных документов проведения АЭ контроля.
По завершении подготовительных работ начинается закладка твердого диоксида углерода на заранее выбранный участок (по монтажному сварному соединению днища). После закладки твердого диоксида углерода необходимо соблюдать режим акустической тишины, для чего из резервуара удаляются создающие деформацию днища предметы, кроме хладагента, и запускается сбор данных АЭ комплексом. По результатам АЭ контроля с низкотемпературным нагружением днища в программном обеспечении АЭ комплекса оценивается степень опасности выявленных дефектов и их месторасположение.
На примере РВС-3000 был проведен АЭ контроль днища вышеописанным способом нагружения, где использовались восемь защищенных от влияния низких температур пъезоакустических преобразователей 4 (фиг. 1), и вычислительным АЭ комплексом российской разработки «Эксперт 2104» 5 (фиг. 1). По итогам контроля зафиксированы по модифицированному локально динамическому критерию события III класса опасности, координаты обнаруженных опасных участков 6, 7, 8 (фиг. 1) соответствуют:
6 (фиг. 1) - Сварное соединение опорного кольца к днищу. Сканирование места прихватки ультразвуковым контролем показало наличие протяженной несплошности - трещина;
7 (фиг. 1) - Вмятина по основному металлу с пересечением сварного соединения. По показаниям твердости участка установлено понижение твердости относительно других участков днища резервуара на 50%, что свидетельствует о изменении механических свойств металла;
8 (фиг. 1) - Остатки временных сварных прихваток при монтаже резервуара. При проведении монтажных работ прихватки производились с прожогом основного металла.
Таким образом, данный способ может быть использован при контроле сварных соединений и основного металла днища РВС при проведении технического диагностирования резервуаров. Преимуществом данного способа является то, что при создании напряженно-деформированного состояния методом локального охлаждения при помощи твердого диоксида углерода СО2 «Сухой лед» сторонние акустические помехи минимальны, например, если в качестве охладителя используется жидкий азот, то при кипении неизбежно возникают сторонние акустические помехи. За счет данных преимуществ повышается порог чувствительности прибора, повышается достоверность обнаружения и оценки дефектов, повышается производительность контроля и снижаются экономические затраты на расходные материалы за счет использования недорогого твердого диоксида углерода «Сухого льда».
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ низкотемпературного локального нагружения нефтегазопровода при акустико-эмиссионном методе неразрушающего контроля | 2018 |
|
RU2715077C2 |
| Способ низкотемпературного локального нагружения объекта при акустико-эмиссионном методе неразрушающего контроля | 2016 |
|
RU2614190C1 |
| СПОСОБ КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ РЕЗЕРВУАРОВ | 2003 |
|
RU2265817C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| Способ оценки остаточного ресурса конструкций теплообменного аппарата | 2019 |
|
RU2722860C1 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| Способ совмещения диагностических данных отдельных листов днища РВС с целью построения визуального образа днища РВС с привязкой диагностических данных к номерам листов и сварных швов | 2015 |
|
RU2617175C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ | 2012 |
|
RU2492463C1 |
| Комбинированный способ исследования деформаций и напряжений | 2015 |
|
RU2611597C1 |
| СПОСОБ ОПЕРАТИВНОГО ОПРЕДЕЛЕНИЯ КАЧЕСТВА МИКРОСТРУКТУРЫ ТИТАНОВОГО СПЛАВА УПРУГОГО ЭЛЕМЕНТА | 2013 |
|
RU2525320C1 |
Использование: для неразрушающего контроля днищ вертикальных стальных резервуаров при акустико-эмиссионном методе неразрушающего контроля. Сущность изобретения заключается в том, что на днище резервуара устанавливают пъезоакустические преобразователи, создают упругую деформацию локального участка днища, регистрируют сигналы акустической эмиссии, при этом создание упругой деформации локального участка днища производят локальным охлаждением поверхности твердым диоксидом углерода, сублимация которого происходит при минус 72°C, что максимально исключает фиксацию ложных акустических сигналов. Технический результат: повышение достоверности обнаружения различных дефектов и повышение производительности неразрушающего контроля. 1 ил.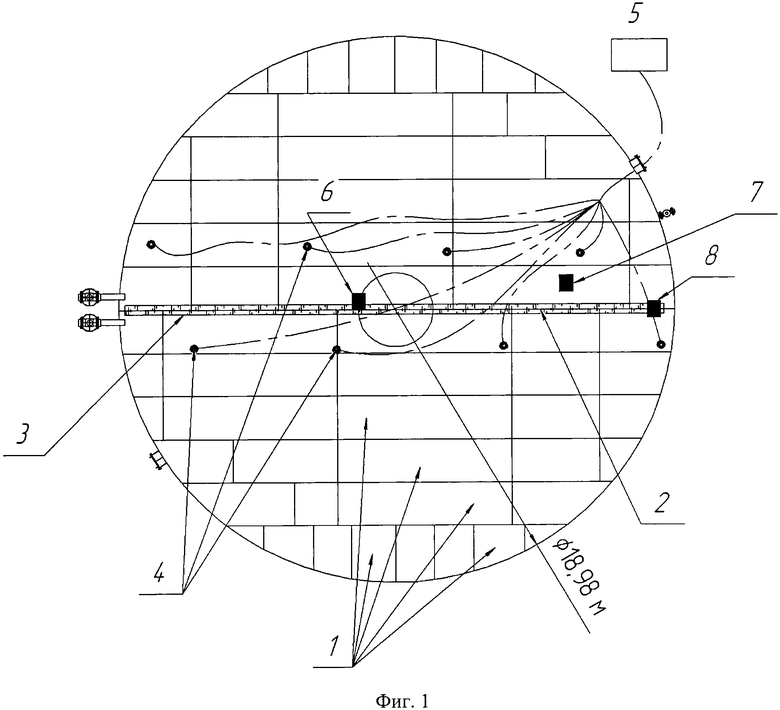
Способ низкотемпературного локального нагружения днищ вертикальных стальных резервуаров при акустико-эмиссионном методе неразрушающего контроля, заключающийся в том, что на днище резервуара устанавливают пъезоакустические преобразователи, создают упругую деформацию локального участка днища, регистрируют сигналы акустической эмиссии, отличающийся тем, что создание упругой деформации локального участка днища производят локальным охлаждением поверхности твердым диоксидом углерода, сублимация которого происходит при минус 72°C, что максимально исключает фиксацию ложных акустических сигналов.
| Способ контроля качества сварных соединений | 1984 |
|
SU1221587A1 |
| Способ обнаружения дефектов в изделиях | 1988 |
|
SU1587438A1 |
| Способ обнаружения и локализации дефектов в изделиях и устройство для его осуществления | 1981 |
|
SU1210092A1 |
| Способ определения уровня остаточных напряжений | 1984 |
|
SU1180692A1 |
| ИОНИЗАТОР ВОЗДУХА | 1996 |
|
RU2089984C1 |
| JPS 5674651A, 20.06.1981. | |||

