Фи,1
2. Устройство для обнаружения и локализации дефектов в изделиях, со держащее систему механического на- гружения контролируемого изделия, пьезопреобразователь и электронную систему для регистрации сигналов
Изобретение относится к дефектоскопии и предназначено для контроля изделий с использованием метода акустической эмиссии (АЭ).
Известен способ обнаружения и локализации дефектов в изделиях, заключающийся в том, что создают в контролируемом изделии напртаенно- деформированное состояние с помощью локального термического воздействия, принимают сигналы АЭ, оценивают их параметры в процессе термического воздействия и по ним судят о наличии дефектов, Термическое воздействие осуществляют путем локального нагрева изделия.
Известно устройство для реализаци способа, содержащее cиcтe гy механического нагружбк %ч контролируемого . изделия, пьезопреобразователь и элек тронную систему для регистрации сиг™ налов акустической эмиссии j ,
Недостатком известных способа.и устройства является низкая чувствительность, особенно в условиях воздействия внешних акустических и электромагннтньрсл помех, обусловленная тем, что при локальном нагреве объема контролируемого материала возникают преимущественно напряжения сжатия, которые способствуют закрытию микротрещин, вследствие чего A3 возникает лишь в ограниченном количестве микродефектов.
Цель изобретения - повышение чувствительности способа и устройства,
Поставленная цель достигается тем, что согласно способу обнаружения и локализации дефектов в изде.- ЛИИ производят прадваритепьное механическое нагр ужение издеяия и осуществляют термическое воздействие путем локального охлаждения изделия,
Кроме того, устройство дгая осуществления способа снабжено сосу1210092
акустической эмиссии, отличающееся тем, что оно снабжено сосудом с хладагентом и хладопрово- дом с насадкой для подведения хладагента к контролируемому участку поверхности изделия.
дом с хладагентом и хладопроводом с насадкой для подведения хладагента к контролируемому участку поверхности изделия.I
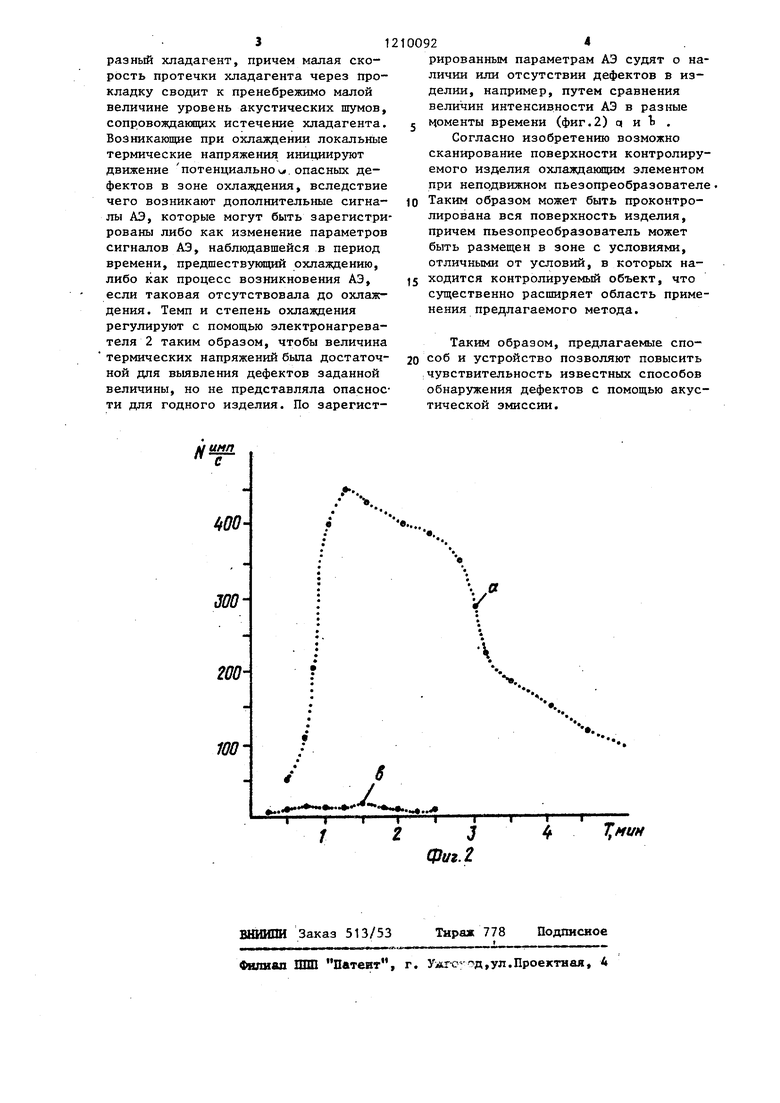
На фиг.1 представлена структурная схема устройства для реализации предлагаемого способа} на фиг.2 - графики зависимости интенсивности импульсов АЭ от времени испытания
(где кривая а соответствует интенсивности АЭ от лопатки авиационной турбины, имеющей трещину в зоне замка, а кривая Ь - интенсивности АЭ от бездефектной лопатки).
Устройство содержит сосуд 1
Дыоара с : -кидким хладагентом (напри-. Mp.pj азотом), электронагреватель 2, помещенный внутрь сосуда 1 Дьюара, хладопровод З; который подводит
хладагент к,контролируемому изделию, насадку 4 и дросселирующую прокладку 5 из волокнистого и пористого материала, предназначенную для накладывания на контролируемьш объект или
закрепления в непосредственной близости от нее; пьезопреобразователь 6 и электронную систему 7. Позихщей 8 (фиг.1) обозначено контролируемое изделие.
. Способ осуществляется следунщим образом.
Испытуемое изделие 8 нагружают механической нагрузкой, при этом возможно возникновение сигналов АЭ,
параметры которых регистрируют с по- кощьк преобразователя 6 и электронной системы 7. После этого хладопро- вод 3 с касацкой 4 подводят к поверхности изделия 8 в зоне, где предпо|Ложйтелько возможно наличие дефектов (например в зоне сварки), и накладывают прокладку 5 на поверхность из делия 8. При этом зона охлаждения определяется размерами прокладки, через которую дросселируется, газообразный хладагент, причем малая скорость протечки хладагента через Прокладку сводит к пренебрежимо малой величине уровень акустических шумов, сопровождающих истечение хладагента. Возникающие при охлаждении локальные термические напряжения инициируют движение потенциальноч, опасных дефектов в зоне охлаждения, вследствие чего возникают дополнительные сигналы АЭ, которые могут быть зарегистрированы либо как изменение параметров сигналов АЭ, наблюдавшейся в период времени, предшествующий охлаждению, либо как процесс возникновения АЭ, если таковая отсутствовала до охлаждения. Темп и степень охлаждения регулируют с помощью электронагревателя 2 таким образом, чтобы величина термических напряжений бьша достаточной для выявления дефектов заданной величины, но не представляла опасности для годного изделия. По зарегисти цмп
т
ш
т200ВНИИШ Заказ 513/53
Фяли&п ПТШ Патеит, г. ,ул.Проектная, 4
рированным параметрам АЭ судят о наличии или отсутствии дефектов в изделии, например, путем сравнения величин интенсивности АЭ в разные
моменты времени (фиг.2) q и Ь .
Согласно изобретению возможно сканирование поверхности контролируемого изделия охпажданшщм элементом при неподвижном пьезопреобразователе.
Таким образом может быть проконтролирована вся поверхность изделия, причем пьезопреобразователь может быть размещен в зоне с условиями, отличными от условий, в которых находится контролируемый объект, что существенно расширяет область применения предлагаемого метода.
Таким образом, предлагаемые спо- соб и устройство позволяют повысить увствительность известных способов обнаружения дефектов с помощью акусической эмиссии.
....
в.
V
V.
V
.
....,„
J
Фиг.г
Т,мин
Тирах 778 Подписное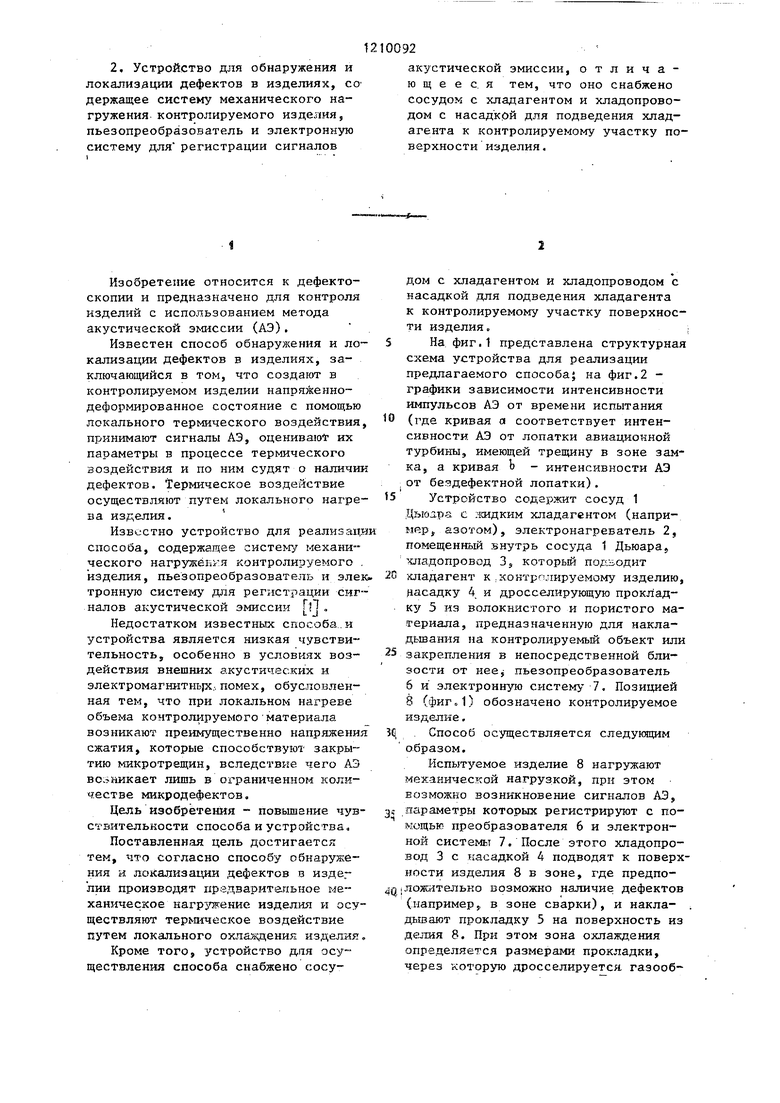
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обнаружения дефектов в изделиях | 1988 |
|
SU1587438A1 |
| Способ низкотемпературного локального нагружения нефтегазопровода при акустико-эмиссионном методе неразрушающего контроля | 2018 |
|
RU2715077C2 |
| Способ низкотемпературного локального нагружения днища вертикальных стальных резервуаров при акустико-эмиссионном методе неразрушающего контроля | 2017 |
|
RU2653593C1 |
| Способ обнаружения усталостных поверхностных трещин в электропроводящем изделии | 2016 |
|
RU2638395C1 |
| Способ низкотемпературного локального нагружения объекта при акустико-эмиссионном методе неразрушающего контроля | 2016 |
|
RU2614190C1 |
| Способ контроля качества материалов | 1980 |
|
SU970209A1 |
| СПОСОБ ОБНАРУЖЕНИЯ НЕПРОВАРА | 2001 |
|
RU2212030C2 |
| Способ контроля трещинообразования в изделии | 1989 |
|
SU1714495A1 |
| СПОСОБ РЕГИСТРАЦИИ СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ В МЕТАЛЛАХ | 2008 |
|
RU2372615C1 |
| Способ акустоэмиссионного контроля стенки трубопровода и устройство для его осуществления | 1990 |
|
SU1777072A1 |
1. Способ обнаружения и локализации дефектов в изделиях, заключающийся в том, что создают в контролируемом изделии напряженно-деформированное состояние с помощью локального термического воздействия, принимают сигналы акустической эмиссии, оценивают их параметры в процессе термического воздействия в каждой области поверхности контролируемого изделия и по ним судят о наличии дефектов, отличающийся тем, что, с целью повьшения чувствительности, производят предварительное механическое нагружение изделия и осуществляют термическое воздействие путем ло-. кальнрго охлаждения изделия. (Л f 1 /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контроля качества сварных соединений | 1978 |
|
SU705330A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
