Влияние различных способов термической обработки сварных соединений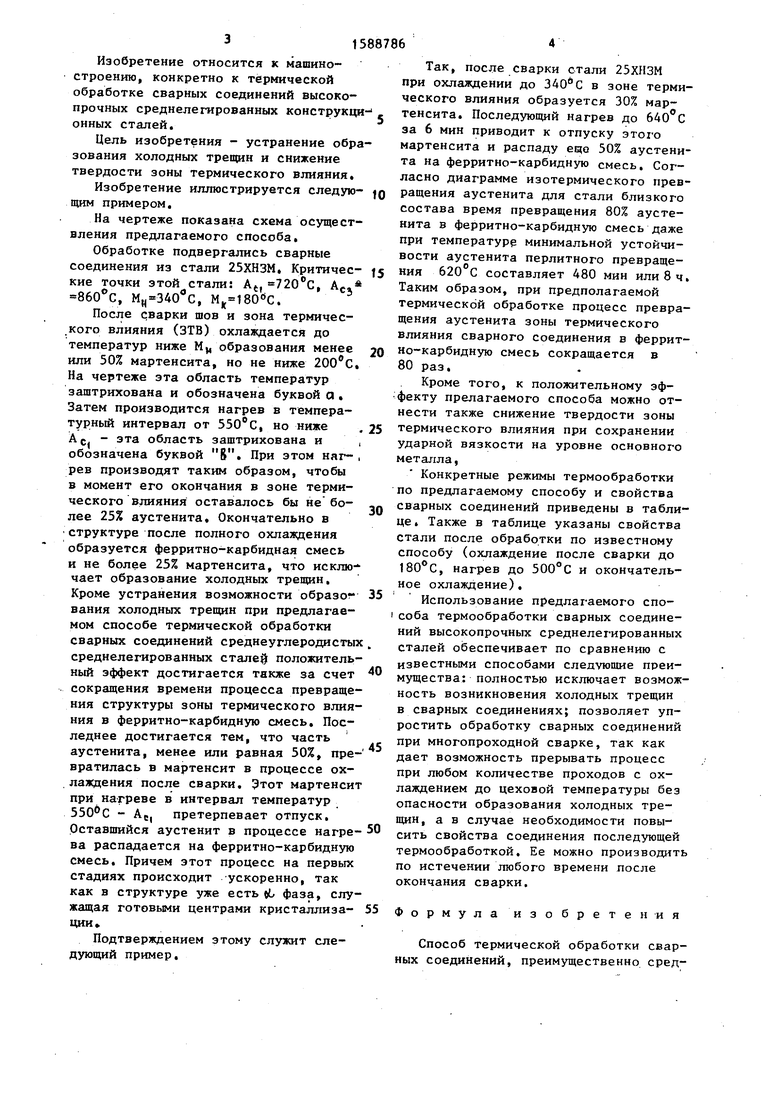
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки сварных соединений | 1988 |
|
SU1588785A1 |
| Способ термической обработки сварных соединений | 1981 |
|
SU973642A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ, НЕЛЕГИРОВАННЫХ И МАЛОЛЕГИРОВАННЫХ СТАЛЕЙ | 2003 |
|
RU2235628C1 |
| СПОСОБ СМЯГЧАЮЩЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛИ АУСТЕНИТНО-МАРТЕНСИТНОГО КЛАССА МАРКИ 07Х16Н6 | 2012 |
|
RU2499842C1 |
| СТАЛЬ ДЛЯ ЗАКАЛКИ В ШТАМПЕ И ЗАКАЛЕННАЯ В ШТАМПЕ ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ИЗ ТАКОЙ СТАЛИ | 2016 |
|
RU2686728C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1992 |
|
RU2034050C1 |
| СПОСОБ ПРЕДУПРЕЖДЕНИЯ ОБРАЗОВАНИЯ ХОЛОДНЫХ ТРЕЩИН В СВАРНЫХ СОЕДИНЕНИЯХ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПРИ СВАРКЕ НА ЗАДАННЫХ РЕЖИМАХ | 2008 |
|
RU2386524C2 |
| ТОЧЕЧНОЕ СВАРНОЕ СОЕДИНЕНИЕ С ИСПОЛЬЗОВАНИЕМ ВЫСОКОПРОЧНОЙ СТАЛИ С ВЫСОКОЙ СПОСОБНОСТЬЮ К ШТАМПОВКЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2647425C2 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ КАТАНЫХ ЦЕНТРОВ ЛОКОМОТИВНЫХ КОЛЕС ИЗ СРЕДНЕУГЛЕРОДИСТОЙ СТАЛИ | 2015 |
|
RU2584301C1 |
| Способ термической обработки зоны сварного соединения бурильных труб | 2019 |
|
RU2726209C1 |
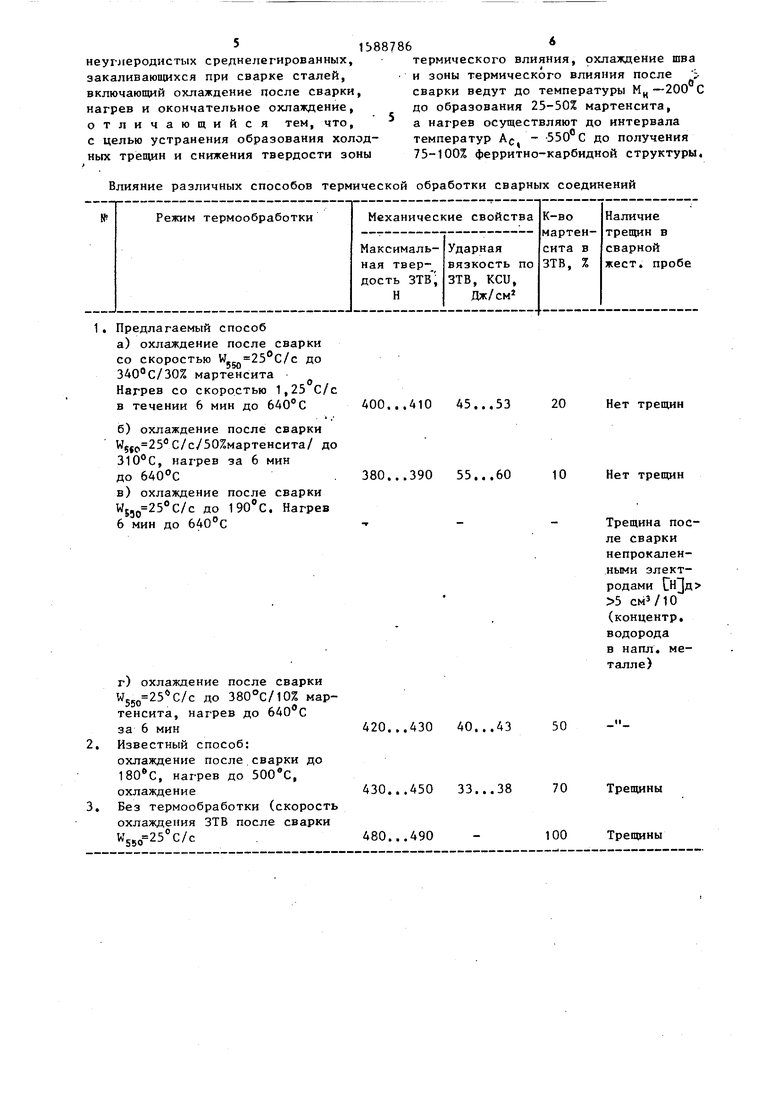
Изобретение относится к машиностроению, конкретно к термической обработке сварных соединений высокопрочных среднелегированных сталей. Цель изобретения - устранение образования холодных трещин и снижение твердости зоны термического влияния. Способ включает охлаждение после сварки до Мн - 200°С, нагрев до Ас 1 - 550°С и окончательное охлаждение. Способ позволяет исключить образование холодных трещин, повысить ударную вязкость, эксплуатационную стойкость сварных соединений. 1 ил., 1 табл.
. Предлагаемый способ
а)охлаждение после сварки со скоростью до 340°С/30% мартенсита Нагрев со скоростью 1,25 С/с в течении 6 мин до 640°С
б)охлаждение после сварки ,25 С/с/50%мартенсита/ до 31 , нагрев за 6 мин
до 640°С
в)охлаждение после сварки до igo c. Нагрев 6 мин до
г) охлаждение после сварки W5jo 254/c до 380°С/10% мартенсита, нагрев до 640 С за 6 мин
Известный способ: охлаждение после.сварки до , нагрев до 500°С, охлаждение
Без термообработки (скорость охлаждения ЗТВ после сварки С/с
20
Нет трещин
10
Нет трещин
Трещина после сварки непрокален- ,ными электродами СнЗд 5 CMV10 (концентр, водорода в напл. металле)
50
70
Трещины
100
Трещины
| Сварка в машиностроении | |||
| - Справочник, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| А.И | |||
| Акулова | |||
| М,: Машиностроение, 1978, с | |||
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |
| Способ термической обработки сварных соединений | 1972 |
|
SU466289A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
