Изобретение относится к обработке изделий в текучей рабочей среде и может быть -использовано на ремонтных заводах, в частности для очистки тракторов, автомобилей, двигателей.
Целью изобретения является повышение эффективности обработки.
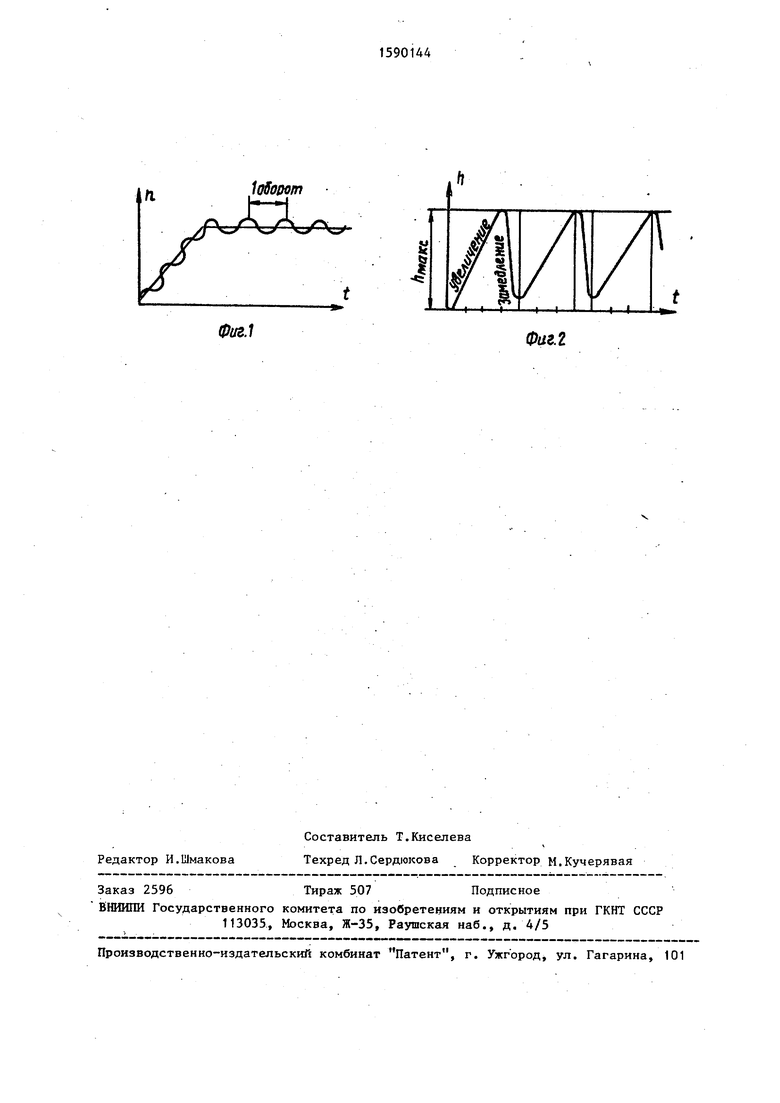
-На фиг.1 показан график частоты вращения изделия при известном способе мойки; на фиt.2 - график частоты вращения изделия в жидкости при предложенном способе.
. Способ осуществляется следующим рбразом.
. Изделие размещают в ванне с моющим раствором (жидкостью) на вращающемся элементе и производят пуск электродвигателя, соединенного с вращающимся элементом через механическую передачу (редуктор или другую
известную передачу). Доводят угловую скорость вращения изделия до момента совпадения угловых скоростей изделия и жидкости, т.е. наступления заметного равновесия движения жидкости и изделия.
Дальнейшее увеличение угловой скорости вращения не приводит к улучшению относительного движения жидкости и изделия и не способствует улучшению процесса очистки, при этом могут возникать побочные явления, такие как воронкообразование, также ухудшающие процесс очистки.
Период разгона .изделия характеризуется тем, что между изделием и жидкостью имеется существенное различие между угловыми скоростями, в результате чего жидкость сильно омывает поверхность изделия и производит очист- ку его.
ел
После достижения момента равновеия резко уменьшают угловую скорость ращения изделия до величины 10-20% т максимальной угловой скорости. , результате этого действия, скорость идкости значительно превосходит скоость изделия. Изделие и в этом слуае омывается сильным потоком жидкости. Уменьшение угловой скорости необ- Q ходимо для резкого замедления скорости изделия и создания обратного возействия жидкости на изделие. Время замедления должно быть меньше;, чем время разгона.tS
За время замедления частоты вращения изделия поток жидкости ослабевает-, а. в. момент разгона изделия вновь увеличивается, и в дальнейшем цикл повторяется.20
Время увеличения угловой скорости превышает время замедления дхгя создания стабильной разницы междз относительными скоростями изделия и жидкости.25
Б период увеличения угловой скорости изделия скорость .его всегда больше, чем скорость жидкости, в этом случае .активно очищается лобовая сторона изделия.30
При замедлении угловой ск 5рости изделия за меньшее время, чем разгон, уже угловая скорость ж щкocти больше скорости изделия и оч1пдается активно тыльная сторона изделия.,е
В результате такого увеличения и уменьшения угловой скорост; вращения изделия между ним и жидкостью всегда имеет место относительное движение, причем сила воздейств яя пото- Q ка жидкости всегда переменна по величине и направлению, что и способствует увеличению интенсивности процесса очистки изделий.
Время у величения угловой скорости j вращения изделия выбирается в зависимости от типа изделия, его разме- ров, объема ванны и количества моющей жидкости в ней (в среднем время разгона около 10-20 с). Величина, до которой снижают угловую скорость с наибольшим достижением эффекта, установлена экспериментально.
Реализовать способ можно непосредственно регулированием частоты вращения электродвигателя, которо осуществляется одним из известных способов регулирования.
Например, в двигателях переменног тока частоту вращения -можно регулировать активным сопротивлением ротора, питанием двигателя от источник переменной частоты, импульсным включением и т.д. .
Таким образом, за счет применения данного способа значительно повьш1ают ся качество и производительность процесса очистки изделий.
По экспериментальным данным производительность очистки предложенным способом возрастает на 40-60%, а качество очистки на 55-65%.
Формула изобретени
1.Способ обработки изделий, заключающийся в том, что -изделие помещают в текучую рабочую среду и создают относительное вращение изделия и текучей рабочей среды посредством вращения одного из элементов системы изделие - рабочая среда с периодическим увеличением и уменьшением величины угловой скорости, о т л и - чающ-ийся тем, что, с целью повьш1ения эффективности обработки, увеличение угловой скорости осуществляют до момента совпадения угловых скоростей изделия и рабочей среды,
а время уменьшения угловой скорости выбирают меньше времени ее увеличения .
2.Способ по п.1, отличающий с я тем, что уменьшение угловой скорости осуществляют до величины, равной 10-20% от максимальной угловой скорости.
lofffpom
л1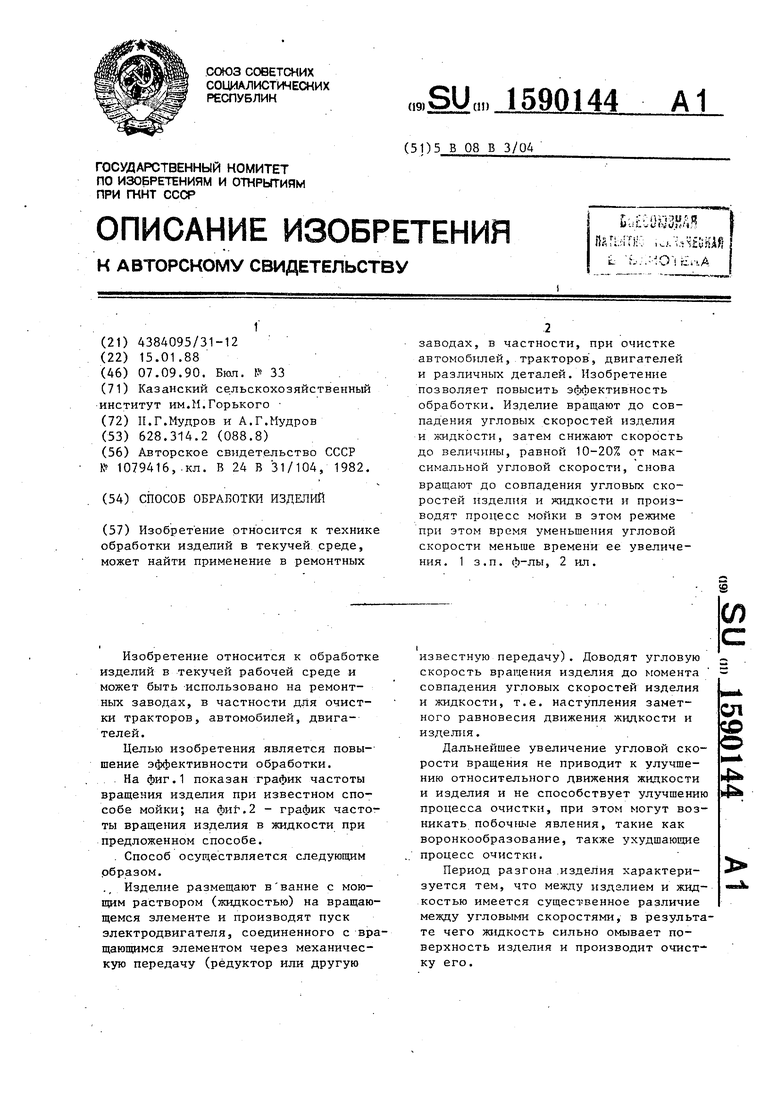

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для мойки изделий | 1978 |
|
SU766675A1 |
| Способ обработки поверхностей деталей | 1989 |
|
SU1706840A1 |
| Устройство для мойки транспортных средств | 1982 |
|
SU1011416A2 |
| Способ перемешивания материалов | 1989 |
|
SU1668343A1 |
| Устройство для жидкостной обработкииздЕлий | 1978 |
|
SU848509A1 |
| Устройство для мойки изделий | 1982 |
|
SU1127649A1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ КОЛЕСНЫХ ПАР ПОДВИЖНОГО СОСТАВА | 2009 |
|
RU2398690C1 |
| Способ протравливания зерна | 1988 |
|
SU1655353A1 |
| Устройство для мойки транспортных средств | 1976 |
|
SU560778A1 |
| Устройство для галтовки деталей | 1978 |
|
SU753611A1 |
Изобретение относится к технике обработки изделий в текучей среде, может найти применение на ремонтных заводах, в частности, при очистке автомобилей, тракторов, двигателей и различных деталей. Изобретение позволяет повысить эффективность обработки. Изделие вращают до совпадения угловых скоростей изделия и жидкости, затем снижают скорость до величины, равной 10-20% от максимальной угловой скорости, снова вращают до совпадения угловых скоростей изделий и жидкости и производят процесс мойки в этом режиме, при этом время уменьшения угловой скорости меньше времени ее увеличения. 1 з.п. ф-лы, 2 ил.
Фиг.
Фиг.2
| Способ обработки поверхностей деталей | 1982 |
|
SU1079416A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
