Изобретение относится к порошковой металлургии получения углеродных материалов по электродной технологии.
Цель изобретения - повышение производительности и улучшение качества путем обеспечения 1равномерной и плотной загрузки в матригду.
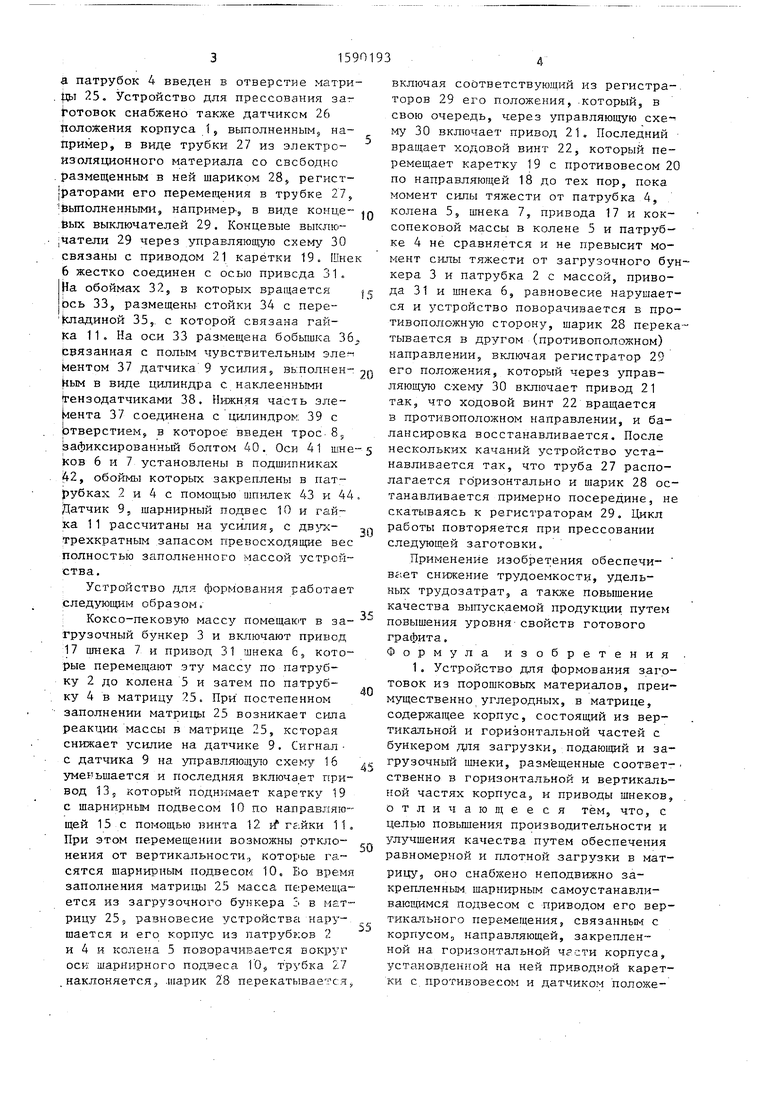
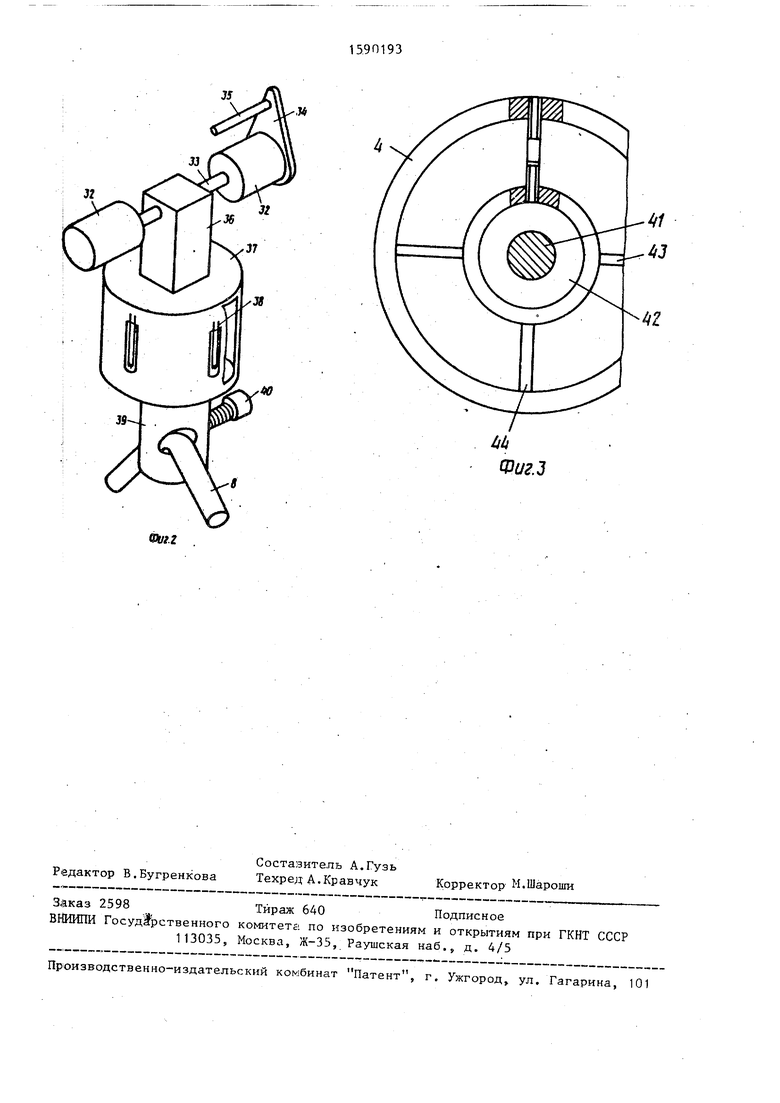
На фиг. 1 показано устройство, об- вид; на фиг. 2 - шарнирный само- у-станавливаюрщйся подвес; на фиг.З - решетчатый крепежный элемент.
Устройство для формования заготовок из порошковых материалов содержит корпус 1, состоящий из патрубка 2 с загрузочным бункером 3 и патрубком 4, соединенных коленом 5, в которых размещены соответственно шнеки 6 и 7. Корпус 1 размещен, на шарнирном самоустанавливающемся подвесе 8, например, в виде пучка тросов и через датчик 9 усилия и шарнирный подвес 10 связан с гайкой 11. Гайка 11 установлена на ходовом винте 12, связанном с осью привода 13 и жестко связана с кареткой 14, перемещающейся в направляющих 15. Датчик 9 усилия через управляющую схему 16 связан с приво- , дом 13. Шнек 7 .жестко соединен с осью привода Т7. Устройство для прессования заготовок содержит также направляющую 18 с кареткой 19, на которой размещен противовес 20, и приводом 21, с валом которого связан ходовой .; :. винт 22. Гайка на ходовом винте 22 конструктивно объединена с карет-,- кой 19. Шнеки 6 и 7 установлены в патрубках 2 и 4 с помощью решетчатых крепежных элементов 23 с подшипниками 24,
СП
Х
О
:Х)
а патрубок 4 введен в отверстие матри 25, Устройство для прессования заг Готовок снабжено также датчиком 26 положения корпуса 15 выполненным5 например, в виде трубки 27 из электро- ИЗОЛЯЦИОННОГО материала со свсбодно размещенным в ней шариком 28, регист- |раторами его перемещения в трубке 27 Ёьшолненными, например-, в виде конце- Вых выключателей 29. Концевые выклю- ;чатели 29 через управляющую 30 связаны с приводом 21 каретки 19. Шне 6 жестко соединен с осью привода 31, На обоймах 32, в которых вращается ось 33, размещены стойки 34 с пере- Кладиной 35,. с которой связана гайка 11, На оси 33 размещена бобышка 36 связанная с полым чувствительным элем Ментом 37 датчика 9 усилия, выполнен- Ным в виде цилиндра с наклеенными |гензодатчиками 38. Нижняя часть зле- ента 37 соединена с цилиндрок 39 с {отверстием, в которое: введен трос- 8 зафиксированный болтом 40. Оси 41 шне ков 6 и 7 установлены в подшилникс1Х 42, обоймы которых закреплены в патрубках 2 и 4 с помощью Шпилек 43 и 44 Датчик 9, шарнирный подвес 10 и гайка 11 рассчитаны на усилия, с трехкратньм запасом превосходящие вес полностью заполненного массой устройства.
Устройство для формования работает следующим образом.
; Коксо-пековую массу помещак1Т в за- грузочный бункер 3 и включают привод 17 шнека 7 и привод 31 шнека 65 которые перемещают эту массу по патрубку 2 до колена 5 и затем по патрубку 4 в матрицу 25. При постепенном заполнении матрицы 25 возникает сила реакции массы в матрице 25, ксторая снижает усилие на датчике 9. Сигнал- с датчика 9 на управляюа);ута схемз 16 уменьшается и последняя включает привод 13, который поднимает каретку 19 с шарнирным подвесом 10 по налравхгяю- щей 15 с помощью винта 12 rf 11. При этом перемещении возможны откло
нения от вертикальности,, которые гасятся шарнирным подвесом 10. Бо время заполнения матрицы 25 масса ngipeMeuia- ется из загрузочного бункера 2i в матрицу 25, равновесие устройства нарушается и его корпус из патрубг:ов 2 и 4 и колена 5 поворачивается вокруг оси; шарнирного подвеса 10 трубка 27 .наклоняется, -шарик 28 перекатывается,
n г: Q 5 „
.
0
5
включая соответствующий из регистра-- торов 29 его положения, -который, в свою очередь, через управляющую схе- му 30 включает привод 21„ Последний вращает ходовой винт 22, который перемещает каретку 19 с противовесом 20 по направляюгцей 18 до тех пор, пока момент силы тяжести от патрубка 4, колена 5, шнека 7, привода 17 и кок- сопековой массы в колене 5 и патрубке 4 не сравняется и не превысит момент силы тяжести от загрузочного бункера 3 и патрубка 2 с массой, привода 3 1 и шнека 6, равновесие нарушается и устройство поворачивается в противоположную сторону, шарик 28 перекатывается в другом (противоположном) направлении, включая регистратор 29 его положения, который через управ- ляюшую схему 30 включает привод 21 так, что ходовой винт 22 вращается в противоположном направлении, и балансировка восстанавливается. После нескольких качаний устройство устанавливается так, что труба 27 располагается гЬризонтально и шарик 28 останавливается примерно посередине, не скатываясь к регистраторам 29, Цикл работы повторяется при прессовании следующей заготовки.
Применение изобретения обеспечи- вает снижение трудоемкости, удельных: трудозатрат, а также повышение качества выпускаемой продукции путем повышения уровня-свойств готового графита. Формула изобретения 1, Устройство для формования заготовок из порошковых материалов, преимущественно углеродных, в матрице, содержащее корпус, состоящий из вертикальной и горизонтальной частей с бункером для загрузки, подающий и загрузочный шнеки, размещенные соответ- ственно в горизонтальной и вертикальной частях корпуса, и приводы шнеков, отличающееся тем, что, с целью повышения производительности и улучшения качества путем обеспечения равномерной и плотной загрузки в матрицу, оно снабжено неподвижно за- крепленньП , шарнирным самоустанавливающимся подвесом с приводом его вертикального перемещения, связанным с корпусом направляющей, закрепленной на горизонтальной части корпуса, установленной на ней приводной каретки с противовесом и датчиком положе5 15901936
ния корпуса, установленным на корпусе, ложения корпуса выполнен в виде труби соединенным с приводом каретки.ки со свободно размещенным в ней ша2. Устройство по п. 1, о т л и - .риком, и регистраторами его перемещечающееся тем, что датчик по-ния в трубке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОМОЛЬНО-СМЕСИТЕЛЬНЫЙ АГРЕГАТ С АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКОЙ | 2012 |
|
RU2494813C1 |
| ЦЕНТРИФУГА | 1999 |
|
RU2148438C1 |
| Способ получения углеродсодержащих заготовок и установка для его осуществления | 1982 |
|
SU1390184A1 |
| Линия фасовки картофеля | 1985 |
|
SU1314991A1 |
| ШНЕКОВЫЙ ЭКСТРАКТОР ДЛЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1993 |
|
RU2056896C1 |
| ОПЕРАТОРСКИЙ КРАН | 2003 |
|
RU2250194C1 |
| Шнековый пресс для формования изделий | 1983 |
|
SU1088934A1 |
| Прибор для контроля механизмов подачи станков | 1981 |
|
SU986612A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1987 |
|
SU1423283A1 |
| Устройство для брикетирования отходов кенафа | 1990 |
|
SU1728285A1 |

Изобретение относится к порошковой металлургии и позволяет повысить производительность, а также улучшить качество за счет обеспечения равномерной и плотной загрузки в матрицу. Порошковая масса через загрузочный бункер попадает в горизонтальный патрубок и перемещается размещенным там шнеком в вертикальный патрубок корпуса, откуда попадает в матрицу и утрамбовывается в ней шнеком, размещенным в вертикальном патрубке. По мере заполнения матрицы происходит вертикальное перемещение всего корпуса. Перемещение осуществляется с помощью привода посредством самоустанавливающегося подвеса. Уравновешивание корпуса при подъеме осуществляется с помощью подвижного противовеса, установленного на горизонтальном патрубке в направляющих. Команда на перемещение противовеса при балансировке подается датчиком в виде трубки с размещенными в ней шариком и регистраторами его перемещения, установленными на корпусе. 1 з.п.ф-лы, 3 ил.
1h 15
16
//////////////////
Фиг.1
JJ
J2
| Злобин Г.П | |||
| Формование изделий из порошков твердых сплавов | |||
| - и Металлургия, 1980, с | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
