Изобретение относится к изготовлению тепло.обменны( аппаратов и может быть использовано при изготовлении трубчато-пла- стинчатых теплообменников.
Целью изобретения является экономия цветных металлов.
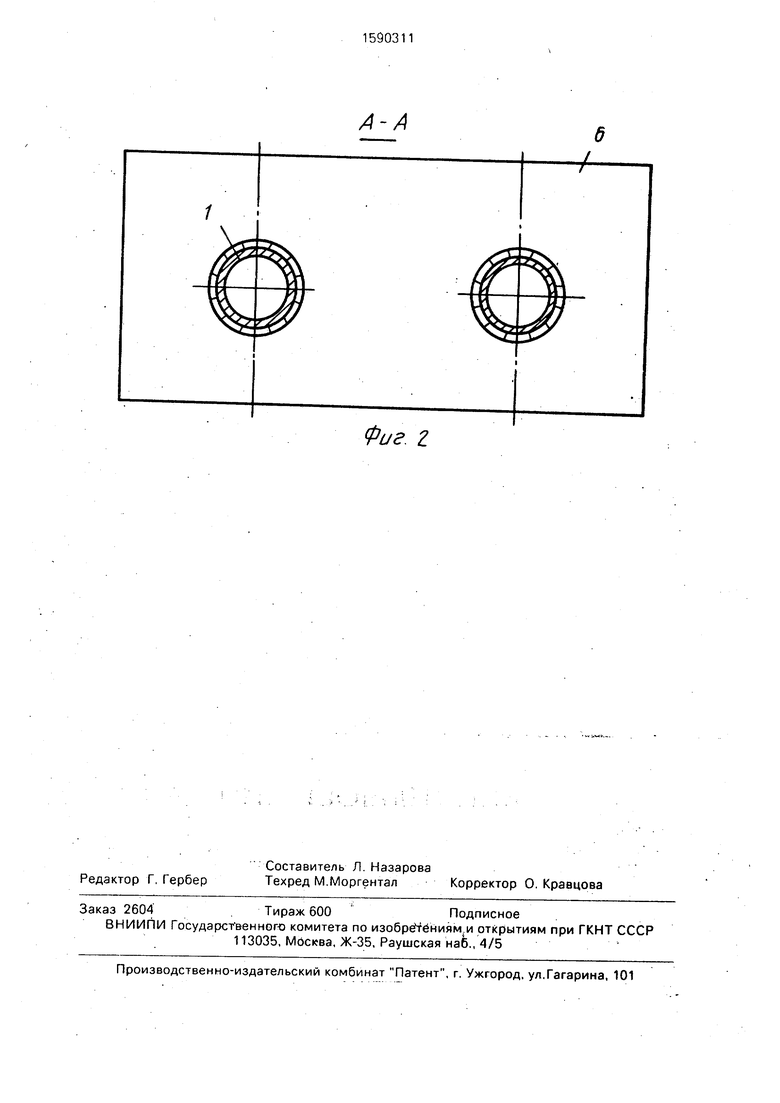
На фиг.1 представлен теплообменный элемент, продольный разрез, на фиг.2 - разрез А-А на фиг.1; на фиг.З-теплообменный элемент в процессе изготовления.
Способ изготовления теплообменного элемента осуществляется следующим образом.
Трубчатый элемент 1 располагают в за- |жимном устройстве 2 с системой 3 подачи I охлаждающей жидкости и ее отвода 4 с пе- I реливной трубой 5. Ребра б последователь- I но размещают на трубчатом элементе. 1. На I последнем устанавливают съемные экраны |7, выполненные, например, в виде разьем- I ных втулок, которые располагают с зазором I относительно ребер 6. I Затем металлизатором 8 проводят про- I цесс металлизации с одновременным ох- |лаждением внутренней поверхности 9 ; трубчатого элемента 1 циркулирующей жид- I костью.
i в процессе металлизации заполняют ; промежутки 10 между трубчатым элементом I 1 и ребрами 6, происходит их жесткое за- ; крепление на трубчатом элементе 1 и образуются дистанционные выступы 11. ширина которых задается шириной зазора между ребрами 6 и съемнь 1ми экранами 7. После
процесса металлизации съемные экраны 7 удаляют.
Предлагаемым способом можно обеспечить как одновременное изготовление
всего теплообменного элемента, так и последовательную насадку ребер на трубчатый элемент.
В теплообменном элементе, изготовленном предложенным способом, обеспечивается надежный контакт трубчатого элемента с ребрами, достигаются более высокие теплотехнические характеристики за счет заполнения металлизацией зазоров между трубой и ребрами, при этом значительно сокращается расход дорогостоящих цветных металлов.
0
5
0
Формула изобретения 1. Способ изготовления теплообменного элемента, включающий установку ребер на трубчатый элемент, фиксацию их относительно друг друга на заданном расстоянии с помощью дистанционных выступов и жесткое закрепление на трубчатом элементе, отличающи йся тем. что, с целью экономии цветных металлов, фиксацию.ребер и закрепление их на трубчатом элементе производят одновременно путем металлизации, в процессе которой получают дистанционные выступы.
2. Способ по п.1.отличающийся тем. что дистанционные выступы получают с помо щью съемных экранов, которые после металлизации удаляют.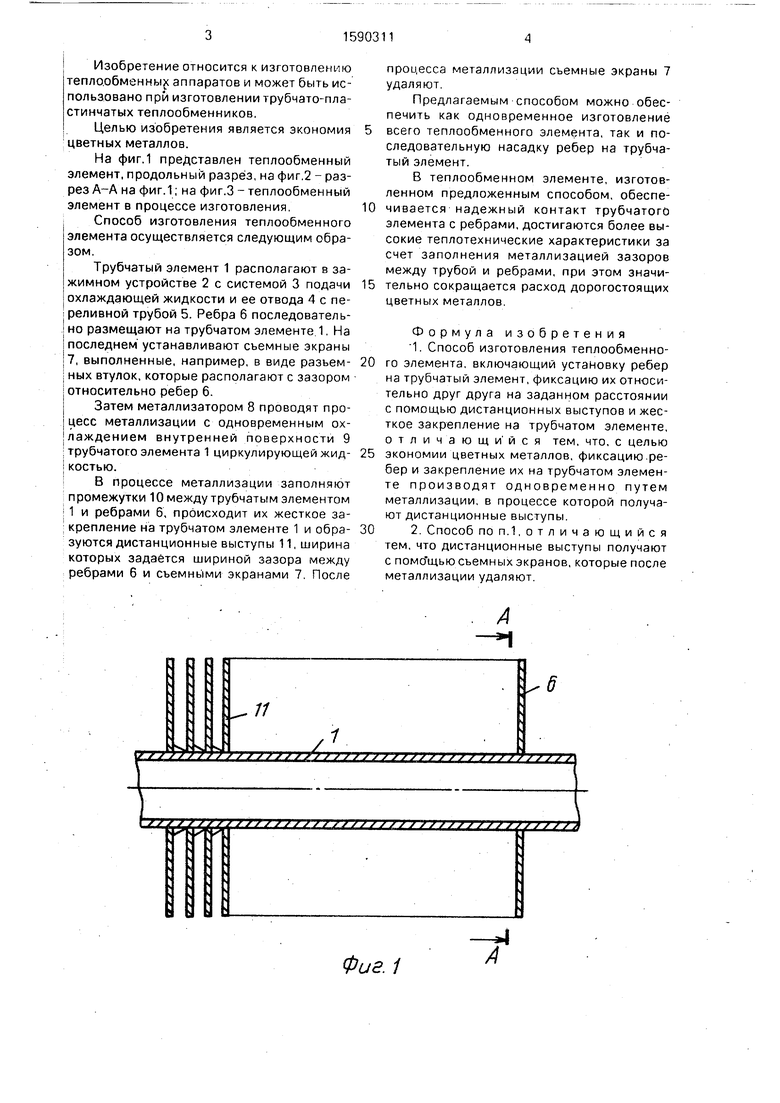
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛООБМЕННАЯ ТРУБА ДЛЯ ОТОПИТЕЛЬНОГО КОТЛА | 1995 |
|
RU2125219C1 |
| СТЫКОВОЕ ЗАМКОВОЕ СОЕДИНЕНИЕ | 1990 |
|
SU1697347A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| КОТЕЛЬНАЯ УСТАНОВКА С ЦИЛИНДРИЧЕСКИМ КОТЛОМ И КОНТАКТНЫМ ВОДОПОДОГРЕВАТЕЛЕМ. ВОДОТРУБНЫЙ, ПРОТИВОТОЧНЫЙ, ЦИЛИНДРИЧЕСКИЙ КОТЕЛ С КОНВЕКТИВНЫМ ПУЧКОМ. КОЛЬЦЕВОЙ, СЕКЦИОННЫЙ, ОРЕБРЕННЫЙ КОЛЛЕКТОР | 2002 |
|
RU2249761C2 |
| СИСТЕМА ОЧИСТКИ ВОДЫ МЕТОДОМ ПЕРЕКРИСТАЛЛИЗАЦИИ И СЕКЦИОННОЕ ТЕПЛООБМЕННОЕ УСТРОЙСТВО ДЛЯ ЕЕ РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2019 |
|
RU2725403C1 |
| Устройство для растяжения листов термопласта | 1980 |
|
SU925647A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА КРИВОЛИНЕЙНОЙ ФОРМЫ, СОДЕРЖАЩЕГО ВНУТРЕННЮЮ И НАРУЖНУЮ ТРУБЫ, УСТАНОВЛЕННЫЕ КОАКСИАЛЬНО ОТНОСИТЕЛЬНО ДРУГ ДРУГА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262405C1 |
| Светильник светодиодный консольный | 2022 |
|
RU2794166C1 |
| Изложница для отливки слитков | 1981 |
|
SU986581A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ | 1993 |
|
RU2082517C1 |
Изобретение относится к изготовлению теплообменных аппаратов и может быть использовано при изготовлении трубчато-пластинчатых теплообменников. Цель изобретения - экономия цветных металлов. На трубчатом элементе 1 располагают ребра 6, между которыми устанавливают съемные экраны 7, затем проводят процесс металлизации с одновременным охлаждением внутренней поверхности 9 трубчатого элемента 1 циркулирующей жидкостью. В процессе металлизации происходит жесткое закрепление ребер 6 на трубчатом элементе 1 и образуются дистанционные выступы 11, фиксирующие ребра 6. После процесса металлизации съемные экраны 7 удаляют. В теплообменном элементе, изготовленном предложенным способом, обеспечивается надежный контакт трубчатого элемента с ребрами, сокращается расход дорогостоящих цветных металлов. 3 ил.
Фие. 1
А-А
Фиг. г
| Способ изготовления теплообменной трубы и вещество для осуществления этого способа | 1978 |
|
SU744214A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
