(5) ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для отливки слитков | 1976 |
|
SU621451A1 |
| Установка непрерывного или полу-НЕпРЕРыВНОгО лиТья СлиТКОВ B элЕКТРО-МАгНиТНОМ КРиСТАллизАТОРЕ | 1978 |
|
SU806238A1 |
| СПОСОБ ОТЛИВКИ СЛИТКОВ | 2002 |
|
RU2239514C2 |
| Способ получения полых слитков | 1987 |
|
SU1496911A1 |
| Устройство для сифонной отливки слитков | 1990 |
|
SU1759535A1 |
| Способ изготовления профилированных валков | 1989 |
|
SU1613248A1 |
| Способ получения многослойного слитка | 1987 |
|
SU1538993A1 |
| Способ получения полого слитка | 1983 |
|
SU1088868A1 |
| Устройство для сифонной отливки трубных слитков | 1990 |
|
SU1752494A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2547089C2 |
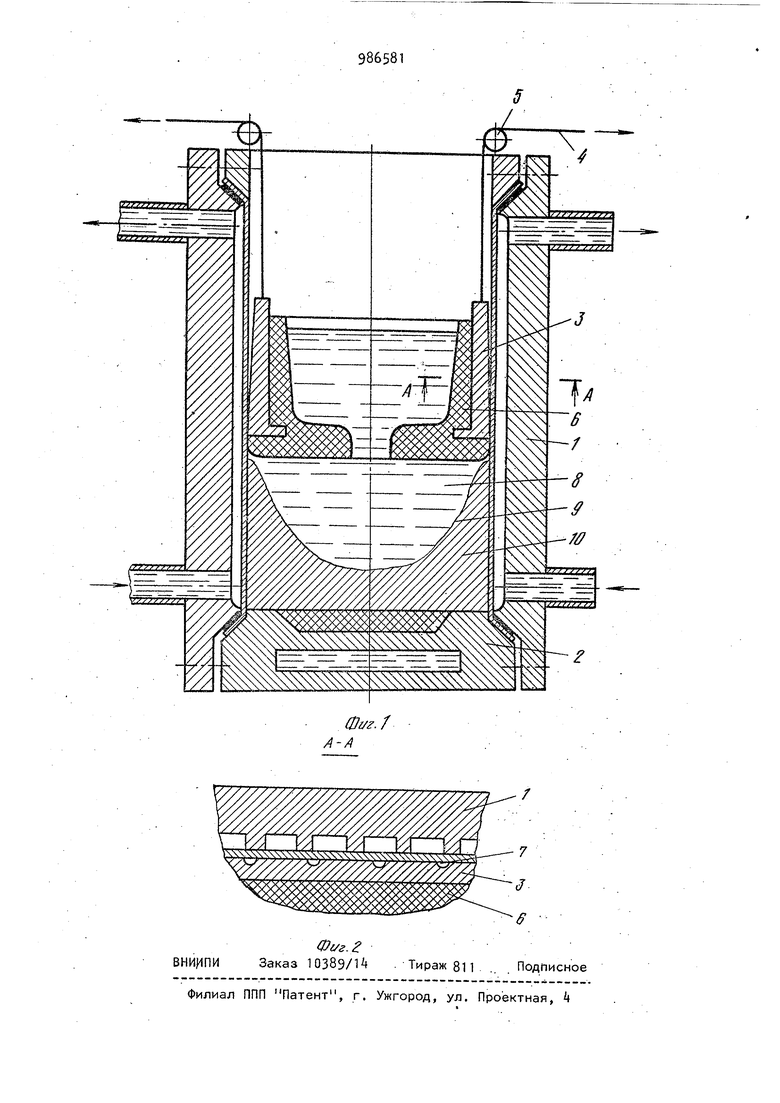
.Г ... Изобретение относится к области литейного производства, в частности к разливке металла в изложницы. Известны водоохлаждаемые изложни.цы, которые состоят из наружного ко)йуха и тонкостенной (8-15 мм) медной рубашки, образующей внутренний рабочий контур, которая крепится к кожух Между кожухом и рубашкой циркулирует вода, что обеспечивает более высокие скорости охлаждения слитка по срабне нию с толстостенными чугунными изложницами . Медная рубашка имеет достаточно большую толщину и жесткость. Что приводит в результате усадки формируюi щегося слитка к появлению газового зазора между слитком и рубашкой, который снижает интенсивность отвода тепла с поверхности слитка, что, в свою очередь, ведет к снижению производительности процесса и качества литья. Наиболее близкой по технической , сущности и достигаемому результату к изобретению является изложница для отливки слитков, содержащая кожух и мембрану для формирования поверхт ности слитка, в которой кожух снабжен ребрами, с торцами которых сопряжена нерабочая поверхность мембраны, скрепленной с кожухом по его г периметру С 2J, Известная изложница обладает тем недостатком, что под влиянием внутреннего напора охлаждающей воды мембрана выгибается а еторону залитого металла, что на первых стадиях приводит к деформации .твердой корочки, то есть к нарушению Геометрии слитка. Кроме того, б первые моменты имеет место сильное тепловое воздействие на мембрану за счет действия конвективных токов в захмваемом металле, возбуждаемым его падающей струей, что.снижает стойкость мембраны. Целью изобретения является повышение качества слитков и надежности работы изложницы. Поставленная цель достигается тем, что изложница для отливки слит ков, содержащая кожух с ребрами и мембрану, скрепленную с кожухом по его периметру, согласно изобретению снабжена калибрующим экраном, совмещенным с заливочной чашей и установленным во внутренней полости изложницы с возможностью перемещения его по высоте с помощью привода . На фиг. 1 дан продольный разрез изложницы; на фиг. 2 показано сечение А-А на фиг.. 1. Изложница состоит из мембранных секций 1, оформляющих грани слитка поддона 2, калибрующего экрана 3, помещенного во внутреннюю полость изложницы и связанного .через тянущие тросы k и направляющие ролики 5 с пр водом подъема экрана. При этом экран 3 совмещен с заливочной чашей 6, а торцы экрана закруглены с целью снижения трения экрана с мембранами. По боковой поверхности экрана выполнены вертикальные каналы 7 (см. фиг для отвода газов, образующихся при контакте обмазки на мембранах с залитым металлом 8, при этом калибрующий экран 3 по наружному контуру сопряжен с внутренней боковой поверх ностью изложницы. Чаша 6 в зависимости от заливаемого сплава может быть изготовлена из разнь1х материалов, например, для малоуглеродистых сталей из огнеупора а для алюминиевых и медных сплавов и графита. На нижних концах экрана 3 выполнены выступы для поддержания чаши 6, а нижний ее торец с закруглением заходит до наружной поверхности эк рана с целью исключения физико-хими ческого взаимодействия заливаемого металла с экраном. Работа устройства осуществляется следующим образом. Предварительно экран 3 с чашей 6 находится в нижнем крайнем положении . Далее осуществляется заливка. После того, как в чаше 6 накопится достаточное количество жидкого ме- талла 8, осуществляют подъем экрана 3 с чашей 6 вверх так, чтобы уровень заливаемого в изложницу метала поднимался с заданной расчетной скоростью. При этом металл 8 при подходе к новому уровню стенки секции 1 предварительно проходит в зазоре между днищем чаши 6 и поверхностью твердой фазы 9, вследствие чего в нем быстро погашается турбулентность и он не оказывает уже сильного воздействия на мембрану, а боковая поверхность экрана 3 не позволяет мембране прогибаться под действием напора циркулирующей воды, что способствует формированию ровной поверхности слитка. При под- ходе экрана 3 и уровня металла в верхнее крайнее положение заливку прекращают, экран 3 с чашей 6 из изложницы вытягивают , а после охлаждения слитка до заданной температуры слиток 10 извлекают, и процесс повторяют снова. Предлагаемое устройство имеет следующие технико-экономические преимущества:-более точные размеры получаемого слитка, обусловленные тем, что калибрующий экран препятствует неизбежному в известном устройстве прогибу мембраны во время заливки и до тех пор, пока твердая корочка слитка еще не приобрела достаточную прочность; -более высокое качество литого металла, вследствие того, что регулируемая заливка через заливочную чашу, поднимающуюся вместе с калибрующим экраном, приводит к .установлению направленного затвердевания, что снижает величину усадочных дефектов и повышает выход годного. Кроме того, Калибрующий экран устраняет предварительный (паразитный) прогиб мембраны до заливки, что позволяет повысить усилие прижима мембраны к твердой корочке слитка и, следовательно, улучшить условия контактного теплообмена в зазоре слиток-мембрана, а это, в свою очередь, ведет к возрастанию скорости затвердевания и, как правило, к формированию мелкозернистой и однородной структуры слитка; г-более высокую cтoйкoctь мембраны, вследствие того, что с ИСПОЛЬЗО ванием калибрующего экрана, совмещенного с заливочной чашей, конвективные токи, возбуждаемые струей заливаемого металла, практически отсутствуют , и расплав подходит к по- 5 верхности мембраны, потеряв свое из быточное теплосодержание, тем самым сокращается срок службы мембран. По сравнени с базовым объектом названные технические преимущества заявляемого изобретения позволяют при внедрении его в производство по лучить экономический эффект по ел дующим составляющим: -за счет повышения выхода годного с 75 до -за счет повышения механических свойств литого металла на 25-30% и повышения его однородности. Экспери менты показали, что разброс в механических свойствах поверхностных слоев спигка и его центра сокращае ся по сравнению с литьем в обычные изложницы с 25-28% до 2% и до 3% (в различных заливках); -за счет увеличения срока службы изложницы в 15 раз, при этом в пpeдлoжeннoмJ техническом решении за меняется только мембрана., а кожух может служить сотни тысяч заливок. 1 Формула изобретения Изложница для отливки слитков, содержащая.кожух с ребрами и мембрану, скрепленную) с кожухом по его периметру о т и чающаяся тем, что, с целью повыщения качества слитков и надежности работы изложницы, она снабжена калибрующим Э1 раном и заливочной чашей, причем калибрующий экран совмещен с .заливочной чашей и установлен во внутренней полости изложницы с .ВОЗМОЖНОСТЬЮ перемещения; его по высоте посредством привода. Источники информации, принятые во внимание при экспертизе 1.Чурсин B.fM., Бидуля П. Н.Тех-т нология цветного лиfья, М.; Металлургия, 196.. . . - 2.Абторское свидетельство СССР H621i 51, кл. В 22 О 7/06, 1978.
