Изобретение относится к оснастке для переработки пластмасс и может быть ис,пользовано для изготовления изделий с арматурой различного назначения, в частности в электробытовой технике при изготовлении изделий, армированных трубками, штырями и т.п.
Известна литьевая форма для изготовления длинномерных полых изделий с перегородкой, содержащая подвижную и неподвижную полуформы, рычажное устройство со сталкивающей планкой, связанное с полуформами, расположенный противоположно рычажному, устройству знак для оформления отверстия и связанная тягами со сталкивающей планкой траверса 1.
В известной форме изготовление изделий с арматурой требует дополнительных трудозатрат в связи с тем, что во время загрузки литьевой формы арматурой термопластавтомат не работает. Кроме того, для окончательного съема изделий из формы также необходима работа оператора. /
Наиболее близкой к изобретению является литьевая форма для изготовления изделий из пластмасс, содержащая подвижную и неподвижную полуформы с оформляющими полостями, рычажный параллелограммньш механизм, рычаги которого связаны с полуформами и соединены верхней и нижней траверсами, направляющую штангу, поворотную плиту с пуансонами-арматуродержателями и механизмом поворотной плиты 2.
В известной форме съем отливок осуществляется вне литьевой формы на специальном приспособлении, что увеличивает трудоемкость изготовления отливок.
Цель изобретения - снижение трудоемкости изготовления изделия за счет механизации их съема при раскрытии формы.
Поставленная цель достигается тем, что литьевая форма, содержащая подвижную и неподвижную полуформы с оформляющими полостями, рычажный параллелограммный механизм, рычаги которого щарнирно связаны с полуформами и соединены, верхней и нижней траверсами, направляющую штангу, поворотную плиту с пуансонами-арматуродержателями и механизмом ее поворота, снабжена соединенной с колоннами термопластавтомата с возможностью продольного перемещения вдоль них опорной плитой с закрепленными в ней упорами: расположенной между опорной плитой и верхней траверсой промежуточной плитой, подпружиненной относительно верхней траверсы и связанной с ней, закрепленным в верхней траверсе захватом, взаимодействующим с одним из упоров опорной плиты, и установленными на поворотной плите подпружиненными съемн ками с толкателями, взаимодействующими с торцом направляющей щтанги, которая подпружинена относительно опорной плиты, снабжена ограничителем хода, выполненным в виде расположенной в верхней траверсе подпружиненной защелки, контактирующей с другим упором опорной плиты, и установлена внутри подвижно закрепленного в верхней траверсе винта, взаимодействующего с гайкой, жестко закрепленной промежуточной плите, причем фланец винта выполнен в виде шестерни, связанной посредством зубчатой передачи с поворотной плитой.
0 Такое выполнение формы обеспечивает возвратно-поступательное движение направляющей щтанги, которая осуществляет съем отливок съемником при раскрытии формы до начала поворота поворотной формы, в результате чего отпадает необходимость в применении специальных приспособлений для извлечения готовых отливок из формы.
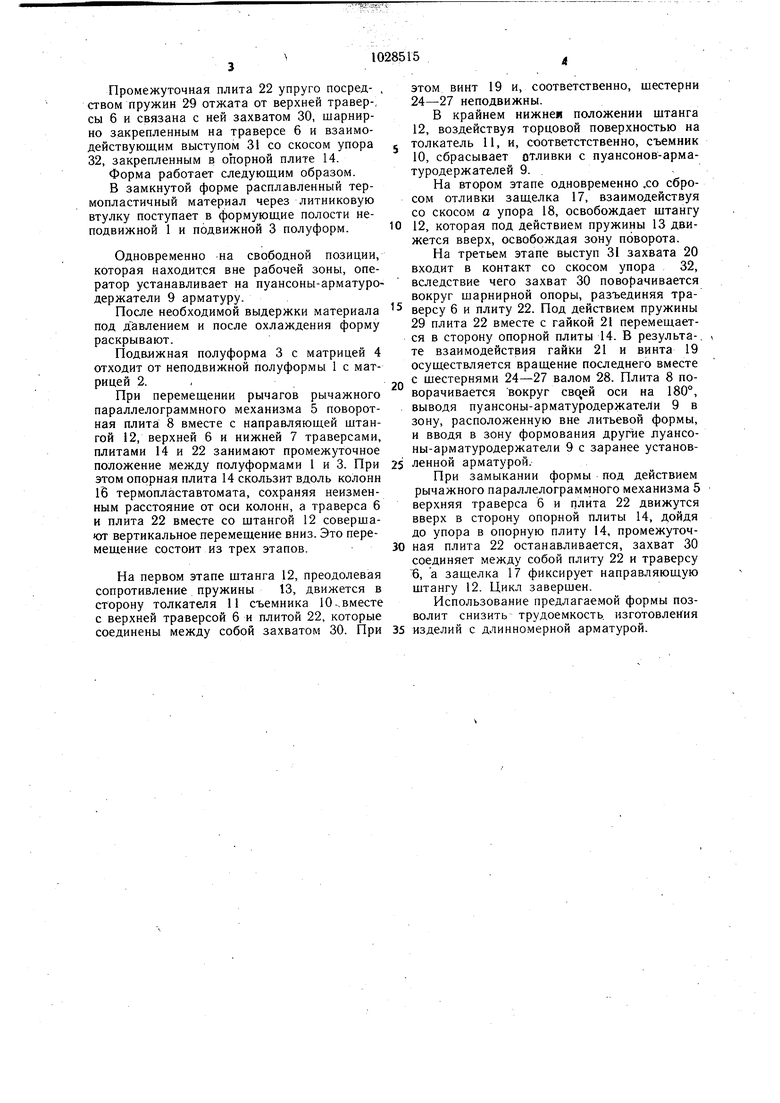
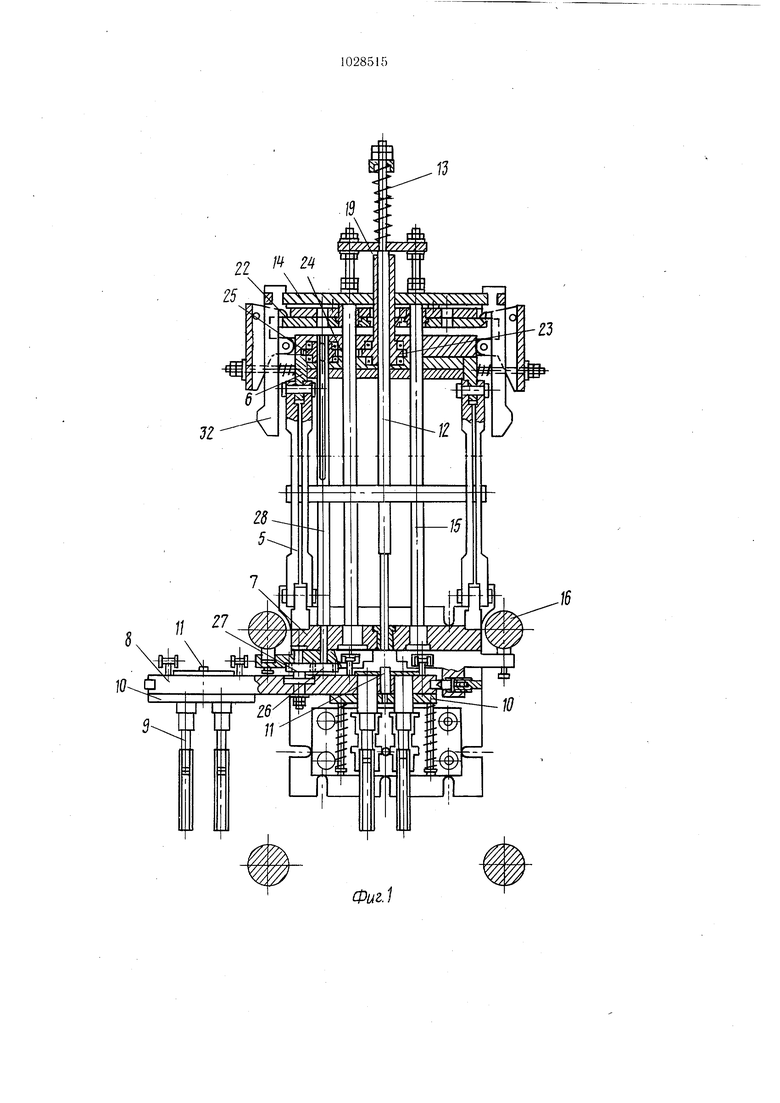
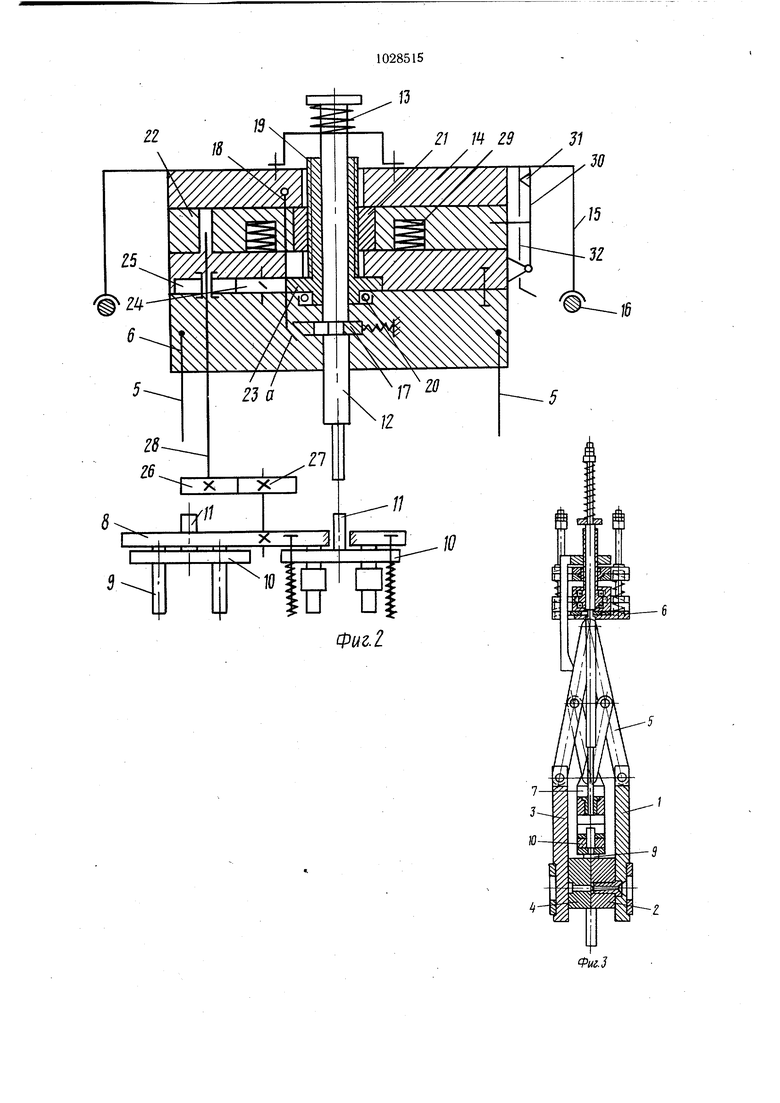
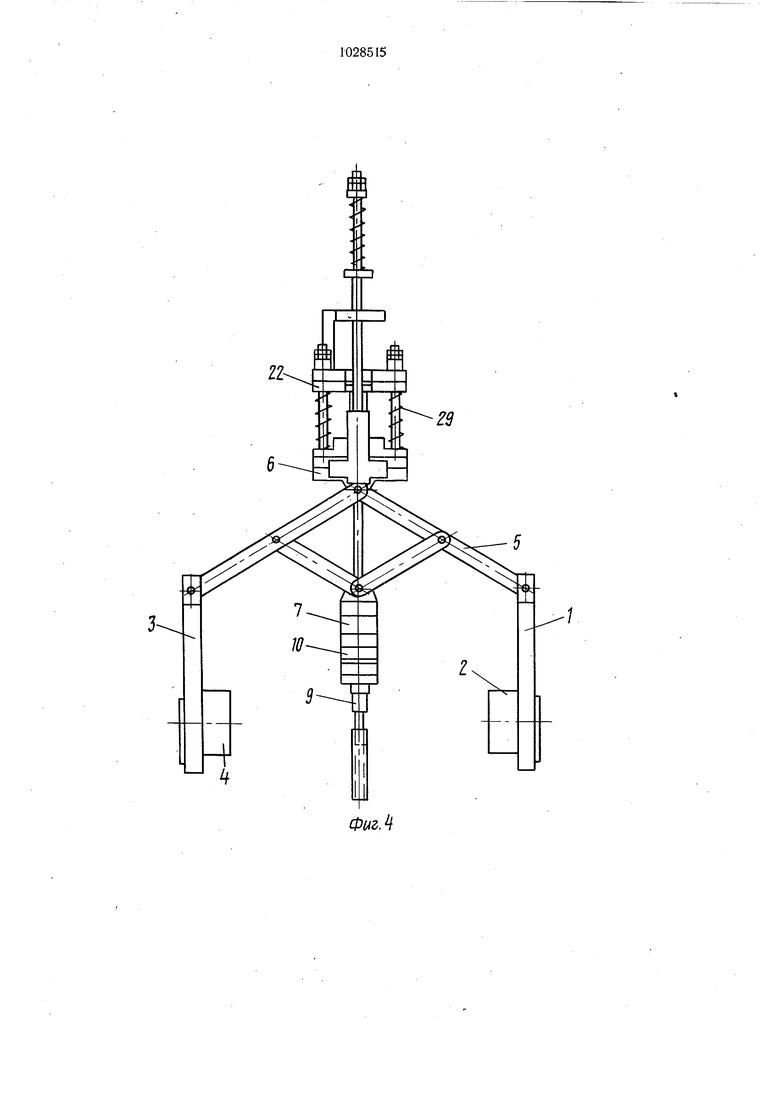
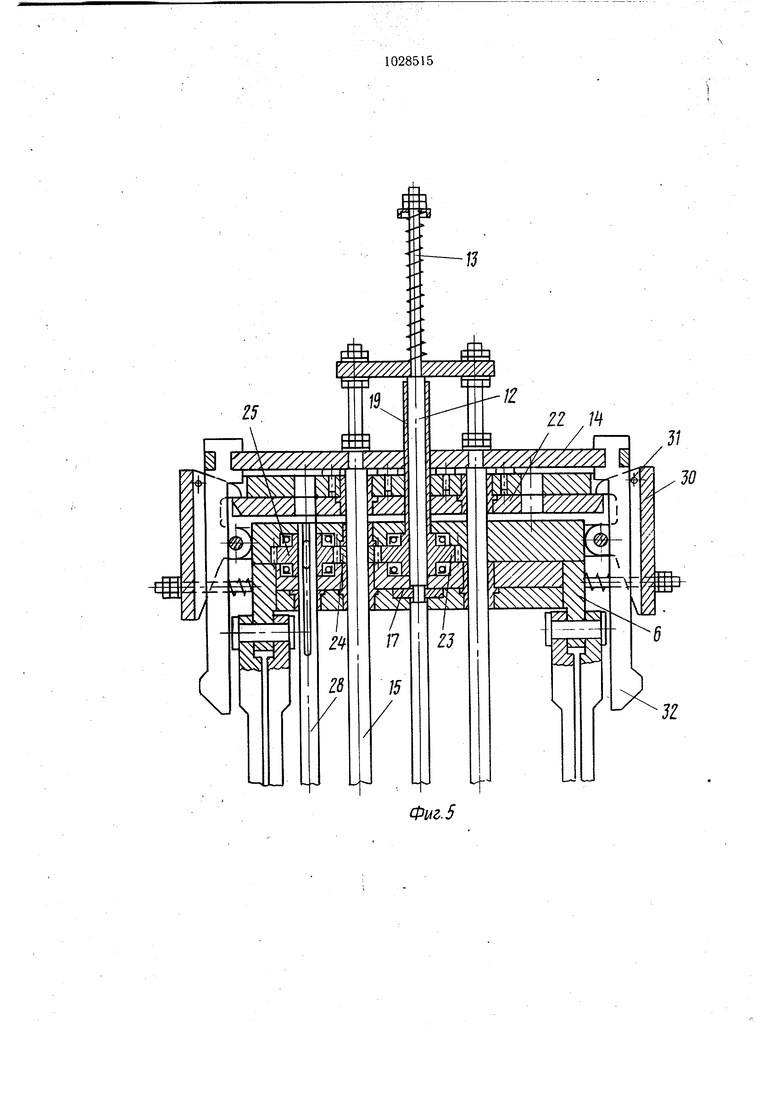
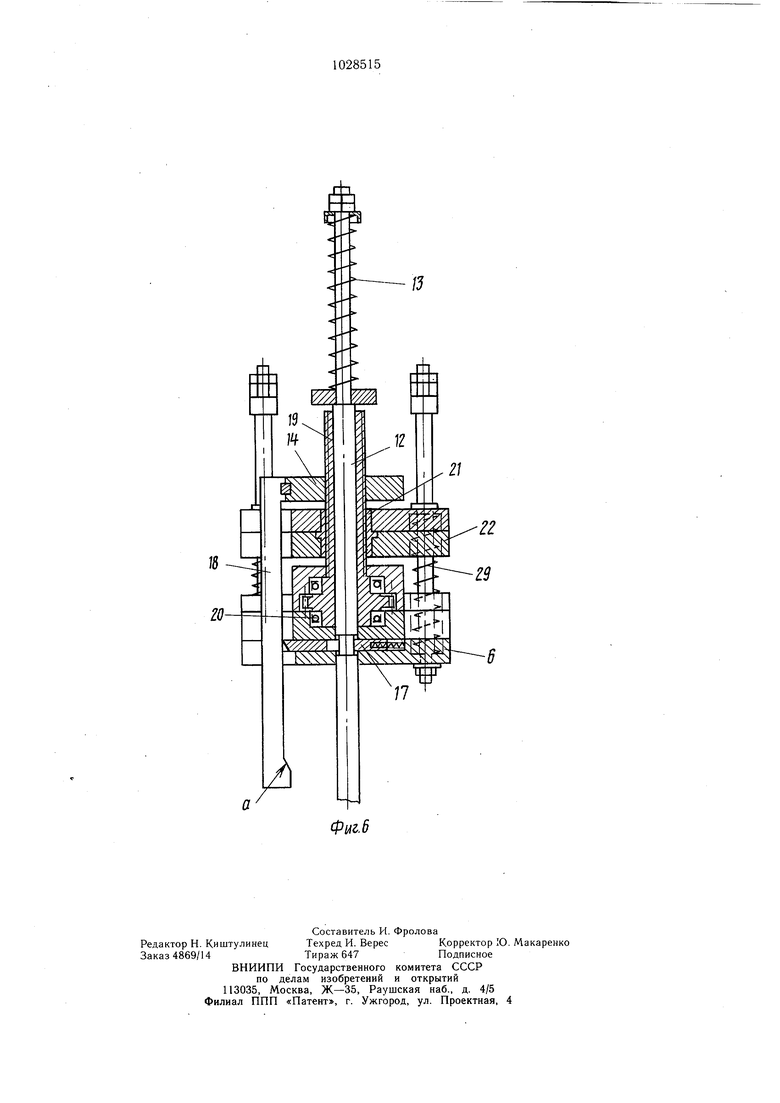
На фиг. 1 схематически представлена предлагаемая литьевая форма, продольный разрез; нл фиг. 2 - структурно-кинематическая схема литьевой формы; на фиг. 3 - литьевая форма в закрытом положении; на фиг. 4 - литьевая форма в открытом положении; на фиг. 5 - узел соединения верхней траверсы с промежуточной и опорной плитами; на фиг. 6 - узел защелки на5 правляющей щтанги.
Литьевая форма содержит неподвижную полуформу 1 с закрепленной на ней матрицей 2 и подвижную полуформу 3 с матрицей 4, рычажный параллелограммный механизм 5, рычаги которого щарнирно
0 связаны с полуформами и соединены верхней 6 и нижней 7 траверсами. Верхняя траверса 6 выполнена в виде системы жестко связанных между собой плит.
Между неподвижной 1 и подвижной 3 полуформами расположена поворотная
5 плита 8 с пуансонами-арматуродержателями 9, подпружиненным съемником 10 с толкателем 11, взаимодействующим с торцовой поверхностью направляющей штанги 12, посредством пружины 13 отжатой от опорной плиты 14, соединенной стойками
15 с колоннами 16 станины термопластавтомата с возможностью продольного перемещения (скольжения) вдоль колонн. Направляющая щтанга 12 снабжена ограничителем ее хода в виде подпружиненной зас щелки 17, контактирующей с упором 18 со скосом а, закрепленным в опорной плите 14.
Штанга 12 расположена внутри винта 19 подвижно посредством опор 20 качения закрепленного в верхней траверсе 6, взаимодействующего с гайкой 21, неподвижно закрепленной в промежуточной плите 22, расположенной между верхней траверсой 6 и опорной плитой 14.
Фланец винта 19 выполнен в виде шестерни 23, которая посредством шестерен 24- 5 27, вала 28 связана с поворотной плитой 8.
В шестерню 25 встроена муфта обгона (не показана) для обеспечения поворота плиты 8 только в одном направлении.
Промежуточная плита 22 упруго посред- . ством пружин 29 отжата от верхней травер-, сы 6 и связана с ней захватом 30, шарнирно закрепленным на траверсе 6 и взаимодействующим выступом 31 со скосом упора 32, закрепленным в опорной плите 14.
Форма работает следующим образом.
В замкнутой форме расплавленный термопластичный материал через литниковую втулку поступает в формующие полости неподвижной 1 и подвижной 3 полуформ.
Одновременно на свободной позиции, которая находится вне рабочей зоны, оператор устанавливает на пуансоны-арматуродержатели 9 арматуру.
После необходимой выдержки материала под давлением и после охлаждения форму раскрывают.
Подвижная полуформа 3 с матрицей 4 отходит от неподвижной полуформы 1 с матрицей 2.,
При перемещении рычагов рычажного параллелограммкого механизма 5 поворотная плита 8 вместе с направляющей щтангой 12, верхней 6 и нижней 7 траверсами, плитами 14 и 22 занимают промежуточное положение между полуформами 1 и 3. При этом опорная плита 14 скользит вдоль колонн 16 термопластавтомата, сохраняя неизменным расстояние от оси колонн, а траверса б и плита 22 вместе со штангой 12 соверщают вертикальное перемещение вниз. Это перемещение состоит из трех этапов.
На первом этапе щтанга 12, преодолевая сопротивление пружины 13, движется в сторону толкателя 11 съемника 10.,вместе с верхней траверсой б и плитой 22, которые соединены между собой захватом 30. При
этом винт 19 и, соответственно, щестерни 24-27 неподвижны.
В крайнем нижней положении щтанга 12, воздействуя торцовой поверхностью на
толкатель И, и, соответстственно, съемник 10, сбрасывает отливки с пуансонов-арматуродержателей 9.
На втором этапе одновременно хо сбросом отливки защелка 17, взаимодействуя со скосом а упора 18, освобождает щтангу
12, которая под действием пружины 13 движется вверх, освобождая зону поворота.
На третьем этапе выступ 31 захвата 20 входит в контакт со скосом упора 32, вследствие чего захват 30 поворачивается вокруг щарнирной опоры, разъединяя траверсу б и плиту 22. Под действием пружины 29 плита 22 вместе с гайкой 21 перемещается в сторону опорной плиты 14. В результа-. те взаимодействия гайки 21 и винта 19 осуществляется вращение последнего вместе с щестернями 24-27 валом 28. Плита 8 поворачивается вокруг оси на 180°, выводя пуансоны-арматуродержатеЛи 9 в зону, расположенную вне литьевой формы, и вводя в зону формования другие луансоны-арматуродержатели 9 с заранее установленной арматурой.
При замыкании формы под действием рычажного параллелограммного механизма 5 верхняя траверса б и плита 22 движутся вверх в сторону опорной плиты 14, дойдя до упора в опорную плиту 14, промежуточная плита 22 останавливается, захват 30 соединяет между собой плиту 22 и траверсу 6, а защелка 17 фиксирует направляющую щтангу 12. Цикл заверщен.
Использование предлагаемой формы позволит снизить трудоемкость изготовления
5 изделий с длинномерной арматурой.
I
fj
23
Фиг.1 Фиг. 2 f/ / Z9J/ t ;6
Фиг. 5
/5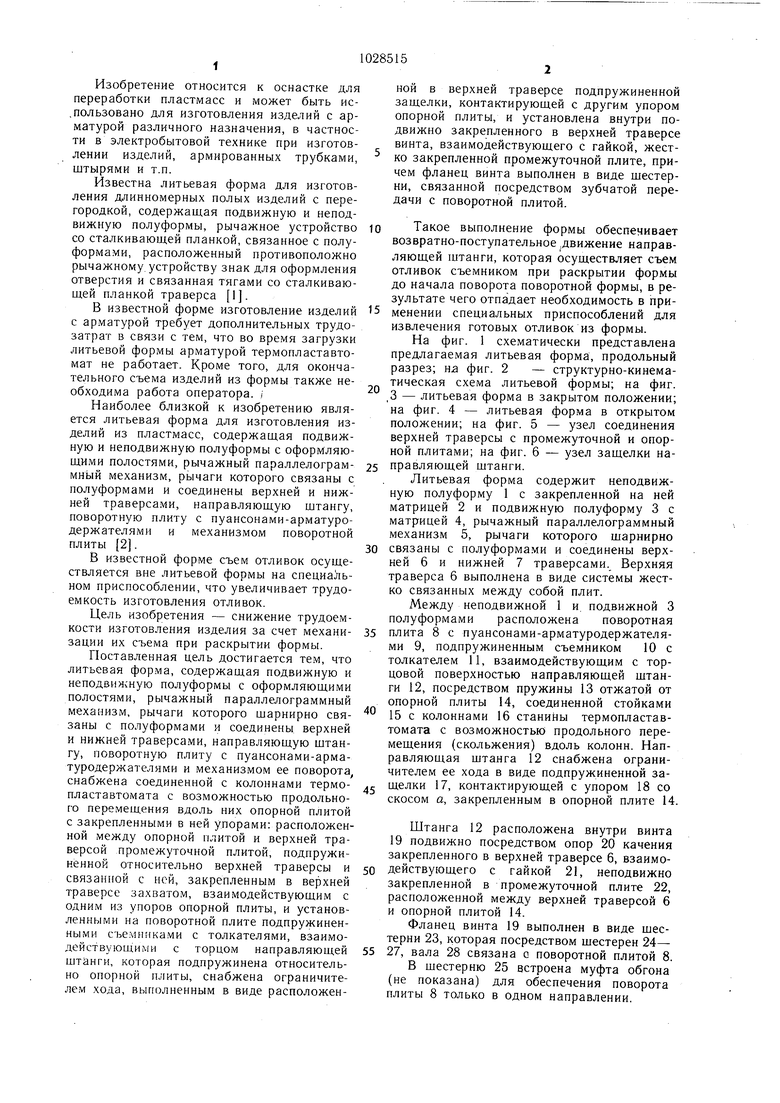
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья полимерных изделий с криволинейным отверстием | 1983 |
|
SU1154097A1 |
| Литьевая форма | 1981 |
|
SU1101361A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1391918A1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полых полимерных изделий | 1982 |
|
SU1087346A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1186516A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевой термопластавтомат для изготовления изделий из пластмасс | 1980 |
|
SU939263A1 |
ЛИТЬЕВАЯ ФОРМА ТЕРМОПЛАСТАВТОМАТА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС, содержащая подвижную и неподвижную полуформы с оформляющими полостями, рычажный параллелограммный механизм, рычаги которого шарнирно связаны с полуформами и соединены нижней и верхней траверсами, направляющую щтангу, поворотную плиту с пуансонами-арматуродержателями и механизмом ее поворота, отличающаяся тем, что, с целью снижения трудоемкости изготовления изделия за счет механизации их съема, она снабжена соединенной с колоннами термопластавтомата с возможностью продольного перемещения вдоль них опорной плитой с закрепленными в ней упорами, расположенной между опорной плитой и верхней траверсой промежуточной плитой, подпружиненной относительно верхней траверсы и связанной с ней, закрепленным в верхней траверсе захватом, взаимодействующим с одним из упоров опорной плиты, и установленными на поворотной плите подпружиненными съемниками с толкателями, взаимодействующими с торцом направляющей щтанги, которая подпружинена относительно опорной плиты, снабжена ограничителем хода, выполненным в виде расположенной в верхней траверсе подпружиненной защелки, контакти(Л рующей с другим упором опорной плиты, и установлена внутри подвижно закрепленного в верхней траверсе винта, взаимодействующего с гайкой, жестко закрепленной в промежуточной плите, причем фланец винта выполнен в виде шестерни, связанной /гасредством зубчатой передачи с поворотной плитой. ю 00 ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма | 1975 |
|
SU534364A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU889446A1 |
| Солесос | 1922 |
|
SU29A1 |
