ItT...H
Изобретение относится к области переработки термопластов и может быть использовано для изготовления из них методом литья под давлением изделий типа втулок и крышек.
Целью изобретения является повышение надежности ее в работе.
На фиг.1 показана литьевая форма,,- поперечный разрез; на фиг,2 - сечение А-А на фиг.1.
Литьевая форма содержит неподвижную плиту 1 и подвижную 2, плиты 3 и 4с, формообразующими полостями и плиты съема 5 н 6. , плитах 1 и 2 закреплены пуансоны 7 и 8, Для привода подвижных плит и ограничения их движения форма снабжена системой тяг 9. Плиты 1 и 2 связаны с рычажной системой, включающей длинные рычаги и короткие 10, верхнюю траверсу 11, нижнюю траверсу 12, подвижную планку 13. В нижней траверсе закреплены колонки 14, по которым имеет возможность перемещения верхняя траверса, и стержни 15, на которые одеты втулки съема 16, закрепленные в подвижной планке, верхняя траверса соединена тягами 17с подвижной планкой 13. Стержни 15 и втулки 16 размещены между плитами матриц на обращенных друг к другу сторонах, на которых выполнены выемки 18, соединяющие разводящие литниковые каналы с центральной литниковой втулкой 19, а также с формообразующими полостями 20. При этом длинные рычаги обозначены - 21. а литниковые каналы - 22.
Литьевая форма работает следующим образом.
После впрыска расплава и соответствующей технологической выдержки форму раскрывают. В процессе впрыска через литниковую втулку 19 расплав заполняет разводящие литниковые каналы 22, выемки 18, охватывая стержни 15 , и формообразую- щие полости 20. Первоначально раскрытие происходит по литниковому разъему между плитами 3 и 4j8 результате чего концы длинных рычагов 21, закреплённые шарнирно на подвижной 2 и неподвижной 1 плитах, расходятся, вторые концы, закрепленные шарнирно на верхней траверсе 11. опускаются вместе с траверсой, концы коротких рычагов 10, шарнирно закрепленные на длинных рычагах тоже расходятся, а другие концы, закрепленные шарнирно на нижней травер- се остаются на равноудаленном расстоянии от раздвигающихся плит 3 и 4. удерживая в этом положении также подвижную планку 13, стержни 15 и втулки съема 16. В процессе раскрытия стержни 15, оставаясь в среднем положении, отрывают литниковую систему от изделий, и верхняя траверса 11, опускаясь вниз, опускает связанную б ней тягами 17 подвижную планку 13 и закрепленные в последней втулки съема 16, которые снимают со стержней 15 и сбрасывают литниковую систему.
В процессе раскрытия за счет тяг 9 сначала осуществляется остановка плит 3 и 4,
затем образуется просвет между плитами 3 и 5 и 4 и 6, в который сбрасываются изделия 20, снятые с пуансонов 7 и 8 плитами съема 5 и 6. После этого форма смыкается и цикл повторяется.
Предложенное решение упрощает конструкцию и повышает надежность работы формы, позволяет использовать точечные литники и уменьшить объем литниковой системы. Кроме того, изобретение дает возможность расширить типы изделий, которые можно изготавливать на указанных литьевых формах - кроме втулок это могут быть крышки, фланцы, небольшие корпусные детали и т.д.
Формула изобретения Литьевая форма для изделий из термопластов, содержащая неподвижную плиту с литниковой втулкой и расположенные, между плитами пуансонов подвижные плиты, включающие плиты матриц с оформляющими полостями и разводящими литниковыми каналами, плиты съема с тягами-ограничителями перемещения, параллелограммную
рычажную систему, включающую длинные рычаги, шарнирно соединенные одним концом с подвижной по направляющим колонкам верхней траверсой и другим концом связанные с плитами пуансонов, и короткие
рычаги, одним концом шарнирно соединённые между собой и с нижними концами направляющих колонок, закрепленных в нижней траверсе, и механизм удаления разводящих литников с выталкивающими стержнями, отличающаяся тем, что, с целью повышения надежности формы в работе, плиты матриц установлены с возможностью относительного перемещения и на обращенных одна к другой сторонах плит матриц
выполнены выемки для соединения разводящих литниковых каналов с оформляющими полостями, расположенными на противоположных сторонах плит матриц, .выталкивающие стержни закреплены одними концами в нижней траверсе, а механизм удаления литников снабжен соединенной посредством тяг с верхней траверсой планкой с втулками сьема, установленными на выталкивающих стержнях.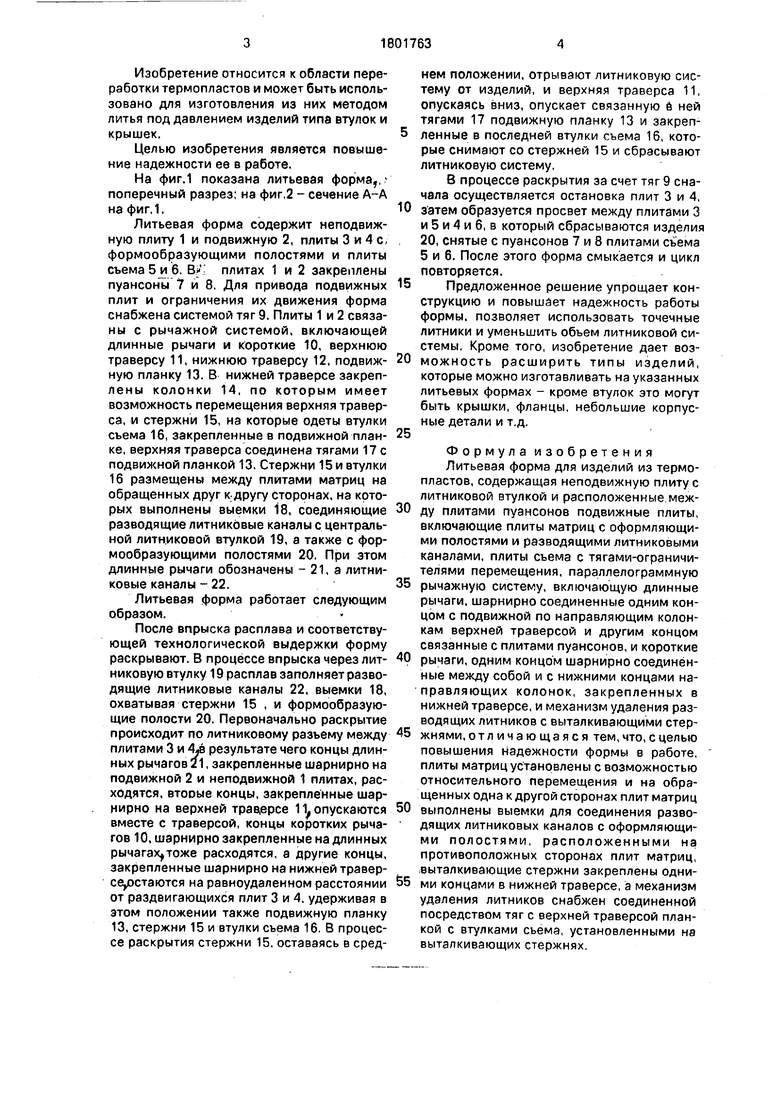
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1988 |
|
SU1590391A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Двухэтажная литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1085839A2 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1024284A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1260230A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1985 |
|
SU1281438A1 |
| Литьевая форма для изделий из термопластов | 1982 |
|
SU994273A1 |
| Литьевая форма для изготовления полых изделий из термопластов | 1972 |
|
SU476172A1 |
Использование: при изготовлении методом литья под давлением изделий типа втулок и крышек. Сущность изобретения: форма содержит плиты матриц 3,4, которые установлены с возможностью относительного перемещения, и на обращенных друг к другу сторонах плит матриц выполнены выемки 18 для соединения разводящих литниковых каналов 22 с оформляющими полостями 20, расположенными на противоположных сторонах плит матриц, вытал, и вающие стержни 15 закреплены одними концами в нижней траверсе. Механизм удаления разводящих литниковых каналов снабжен планкой 13 с втулками съема 16, в которых расположены закрепленные в нижней траверсе 12 стержни 15, причем планки . 13 соединены тягами с верхней траверсой 11. 2 ил. А
| Авторское свидетельство СССР № 757333, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма для изделий из термопластов | 1982 |
|
SU994273A1 |
| Солесос | 1922 |
|
SU29A1 |
