Изобретение относится к обпасти переработки пластмасс в изделия в частности дпя изготовления- длинномерных попых вэдепвй методом литья под давлением.
Известна многоместная литьевая форма шш изготовления изаелпй из термо пластичных материалов, содержащая полу- форкЕЫ и выталкивающее устройство fl,
Известная форма не обеспечивает из- готов лен ия длинномерных изделий.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является литьевая форма дпя из- готовления поль1х изделий, содержащая полуформы с оформляющими гнездами и пуансонами, расположенными в плоскости разъема формы, и рычажные механизмы со сталкивающими планками, размеоюнными на пуансонах 2j.
Известная форма не обеспечивает изготовления длинномерных изделий в два ряда, расположейных друг против, друга, что снижает производительность.
Цель изобретения - повыщение произвдительности и обеспечевие возможвостн сталкивание длинномерных изделий.
постаапенвой цепи офсфмляющие гнезда гфотввоооложно расположены и смещены относительно друг друга.
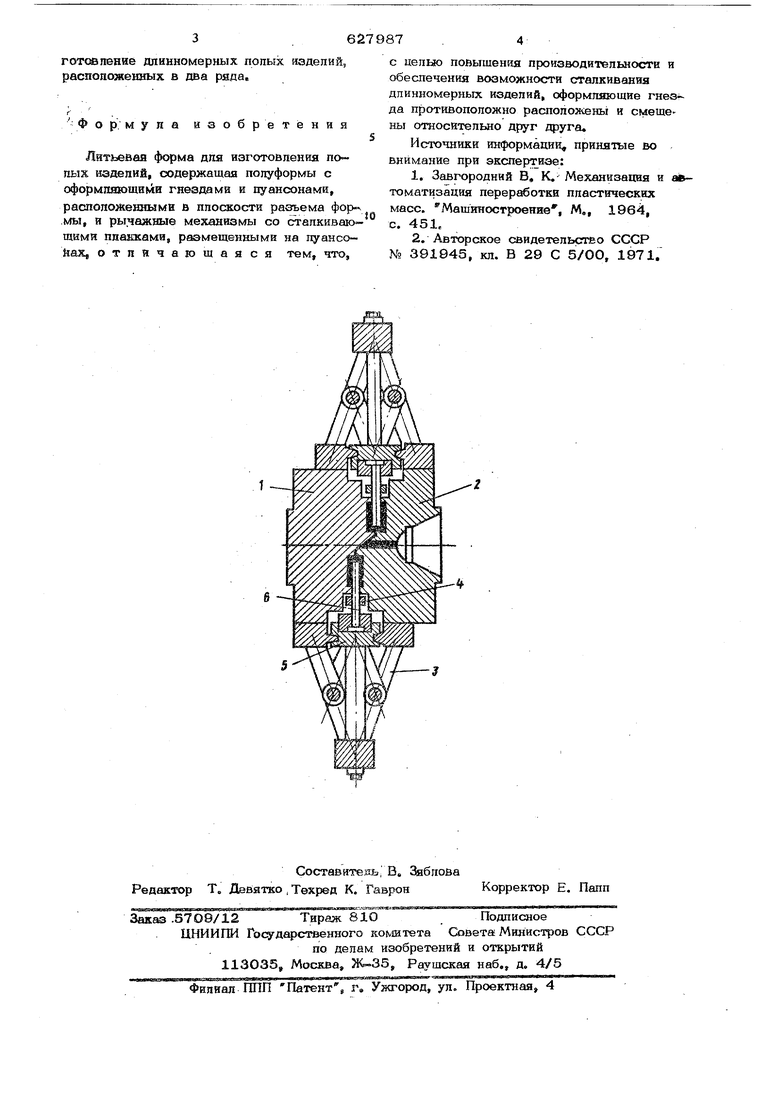
На чертеже изображена лиоъевая форма в продольном разрезе.
Ли1ъевая форма содержит полуформы 1 и 2, Щарнирно связанные с полуформамв рычажные механизмы 3 со сталкивающими планками 4, жестко соединенные с рычажными механизмами пли1ъг 5, на котс шх за1феплены пуансоны 6.
Литьевая форма работает следующим образом,
Расяшав термопласта подают в сомкнутую форму. После соответствующей выдержки форму раскрывают. Выталкивание изделия происходит с помощью рычажного механизма и сталкивающей планки, перемешаемой по пуансону.
Благодаря расположению оформляющих гнезд со смещением обеспечиваете изГОТО6пение длинномерных полых изделий, расположенных в два ряда. Формула изобретения Литьевая форма для изготовления попыж изделий, содержащая попуформы с оформпающими гнездами и пуансонами, расположеннымЕ в лпоскости разъема фор мы, и ры.чажные механизмы со сталкиваю щими ппанками, р мещенными на пуансойах, отличающаяся тем, что, с целью повышения производительности и обеспечения возможности сталкивания длинномерных изделий, оформляющие гнеа да противоположно расположень и смещены относительно друг /фуга. Источники информации, принятые во внимание при экспертизе: 1.Завгородний В, К.- Механизация и автоматизация переработки пластических масс. Машиностроение , М., 1964, с. 451. 2.Авторское свидетельство СССР № 391945, кл. В 29 С 5/00, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления длинномерных полимерных изделий | 1988 |
|
SU1590391A1 |
| Литьевая форма для изготовления полых длинномерных изделий | 1991 |
|
SU1757900A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1383650A1 |
| Литьевая форма для изготовления длинномерных полых изделий из полимеров | 1979 |
|
SU927515A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
| Литьевая форма для изготовления длинномерных полых полимерных изделий | 1983 |
|
SU1140975A1 |
| Литьевая форма для изготовления изделий из термопластов | 1981 |
|
SU960026A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2459700C2 |
| Литьевая форма для изготовления полых полимерных изделий | 1980 |
|
SU937181A2 |
| Литьевая форма для изготовления полых полимерных изделий | 1982 |
|
SU1087346A1 |
J
