Изобретение относится к машиностроению, в частности к сборочному производству, и может быть использовано в клеевых соединениях цилиндрических деталей, которые передают или воспринимают значительные осевые нагрузки под действием гидростатическо- го давления и предъявляют вместе с тем повьш1енные требования к герметизации соединения при знакопеременных
нагрузках.
Цель изобретения - сокращение энергоемкости, трудоемкости и расхода клеевого состава.
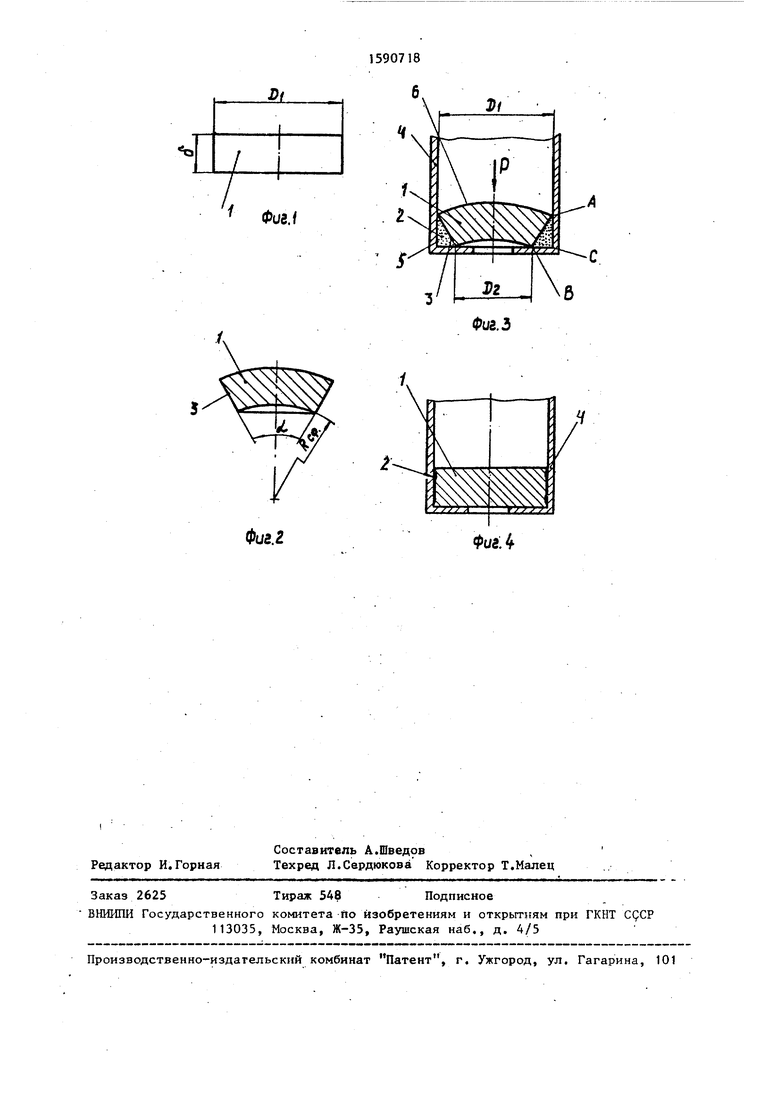
На фиг.1 представлена охватывакщая деталь; на фиг.2 - то же, в сдеформи- рованном состоянии; на фиг.3 - соединение в предварительно собранном состоянии; на фиг,4 - то же, в собранном
состоянии.
Пример. Собирают клапан амортизатора бокового прицепа мотоцикла
ИЖ. Внутренняя деталь 1 вырубается из Ст. 40 размерами ,5;D, 35. ... При вырубке детали 1 производят формообразование ее в сегмент сферы с Об 12° (фиг.2). Анаэробный материал 2 (уг-7) наносят на образующую 3 конуса детали 1. Деталь 1 по посадке .скольжения устанавливают в зону сборки в корпусе 4 клапана до упора в уступ 5 СФиг.З), которьш в совокупности с образующей 3 конуса детали 1 создает камеру полимеризации АСЕ по периметру корпуса. При силовом деформировании детали 1 путем прило- . жения усилия Р со стороны большего основания 6 конуса производят восстановление ее первоначальной цилиндрической формы (фиг.4), выжимая при этом поверхностный.слой анаэробного материала 2 с возможными воздушными прослойками (пузырьками) и распреде- ляя равномерно клеевой состав по пеyi
рнметру соединения, что обеспечиваеьт гарантированную полимеризацию анаэ- робкого материала УГ-7 и исключение неплотности соединения вследствие возможной усадки. .
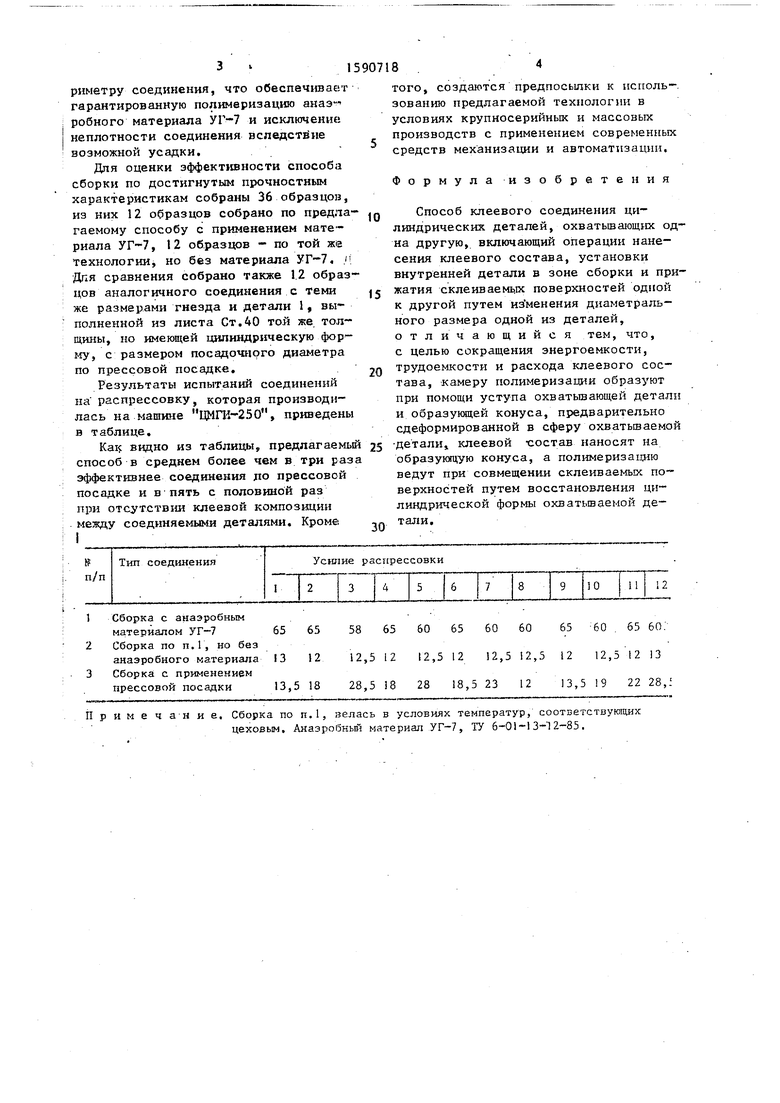
Для оценки эффект1шности способа сборки по достигнуть прочностным характеристикам собраны 36 образцов, из них 12 образцов собрано по предлагаемому способу с применением материала УГ-, 12 образцов - по той же технологии, но без материала , . Для сравнения собрано также 12 образцов аналогичного соединения с теми же размерами гнезда и детали I, выполненной из листа Ст.40 той же, тол щшш, но имеющей цилиндрическую фор - му, с размером посадочного диаметра по прессовой посадке.
Результаты испытаний соединений на распрессовку, которая производилась на машине ЦМШ-аЗО, приведены в т аблице.
10
15
20
того, создаются предпосылки к испол зованию предлагаемой технологии в условиях крупносерийных и массовых производств с применением современн средств механизации и автоматизации
Формула изобретени
Способ клеевого соединения цилиндрических деталей, охватьшающих на другую, включающий операции нане сения клеевого состава, установки внутренней детали в зоне сборки и п жатия склеиваемьк поверхностей одно к другой путем из менения диаметраль ного размера одной из деталей, отличающийся тем, что, с целью сокращения энергоемкости, трудоемкости и расхода клеевого сос тава, камеру полимеризации образуют при помощи уступа охватьшающей дет и образующей конуса, предварительн сдеформированной в сферу охватьшае
Kai видно из таблицы, прадлагаемьй 25 -детали клеевой -состав наносят на
способ в среднем более чем в три раза эффективнее соединения до прессовой посадке и в пять с половиной раз
при отсутствии клеевой композиции мезкду соединяемыми деталями. Кроме
30
образуетцую конуса, а полимеризацию ведут при совмещении склеиваемых п верхностей путем восстановления ци линдрической формы охватьшаемой де тали.
того, создаются предпосылки к исполь-. зованию предлагаемой технологии в условиях крупносерийных и массовых производств с применением современных средств механизации и автоматизации.
Формула изобретения
Способ клеевого соединения цилиндрических деталей, охватьшающих одна другую, включающий операции нанесения клеевого состава, установки внутренней детали в зоне сборки и прижатия склеиваемьк поверхностей одной к другой путем из менения диаметрального размера одной из деталей, отличающийся тем, что, с целью сокращения энергоемкости, трудоемкости и расхода клеевого состава, камеру полимеризации образуют при помощи уступа охватьшающей детали и образующей конуса, предварительно сдеформированной в сферу охватьшаемой
25 -детали клеевой -состав наносят на
30
образуетцую конуса, а полимеризацию ведут при совмещении склеиваемых поверхностей путем восстановления цилиндрической формы охватьшаемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ клеевого соединения концентрично расположенных деталей | 1986 |
|
SU1383018A1 |
| Способ склеивания деталей,охватывающих одна другую | 1980 |
|
SU937499A1 |
| СПОСОБ СБОРКИ БАЛЛОНА, РАБОТАЮЩЕГО ПОД ДАВЛЕНИЕМ | 2006 |
|
RU2305223C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2071402C1 |
| СПОСОБ РЕМОНТА ФРИКЦИОННЫХ ДИСКОВ УЗЛА СЦЕПЛЕНИЯ | 2011 |
|
RU2508973C2 |
| Способ получения клеевого соединения деталей | 2021 |
|
RU2751979C1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ С МЕТАЛЛИЧЕСКИМ ШПАНГОУТОМ | 2003 |
|
RU2257292C1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ С МЕТАЛЛИЧЕСКИМ ШПАНГОУТОМ | 2016 |
|
RU2637692C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ЭЛЕКТРОАКУСТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 2024 |
|
RU2838438C1 |
| Соединение деталей | 1990 |
|
SU1761993A1 |
Изобретение относится к машиностроению, в частности к сборочному производству, и может быть использовано для создания клеевого соединения двух расположенных одна в другой цилиндрических деталей. Цель изобретения - сокращение энергоемкости, трудоемкости, расхода клеевого состава. Охватываемую деталь предварительно деформируют, образуя сферическую .поверхность. Клеевой состав наносят на образующую конуса охватьшаемой детали и помещают последнюю внутрь охватьюаемой детали. Восстанавливают форму охватьшаемой детали путем воз- де йствия на сферическую поверхность. При этом совмеш,аются поверхности склеиваемых деталей и полимеризуется клеевой состав. Способ обеспечивает быстрое и надежное соединение деталей. 4 ил., 1 табл. с tS
1Сборка с анаэробным материалом УГ-7
2Сборка по п. Г, но без
анаэробного материала 13 12 12,5 12 12,5 12 12,5 12,5 12 12,5 12 13
3 Сборка с применением
прессовой посадки 13,5 18
65 65 58 65 60 65 60 60 65 60 . 65 60. 12,5 12 12,5 12 12,5 12, 28,5 8 28 18,5 23 12 13,5 19 22 28,;
П р и м е ч а Н и е. Сборка по п.1, велась в условиях температур, соответствующих
цеховым, Анаэробньй материал УГ-7, ТУ 6-01 13-12-85.
Фиг./
Фиг.2
Фиа.З
Фиг: 4
| Способ клеевого соединения концентрично расположенных деталей | 1986 |
|
SU1383018A1 |
