00 00 00
Изобретение относится к машиностроению и ремонту машин и может быть применено для создания неподвижного соединения двух концентрично расположенных деталей.
Цель изобретения - повышение надежности и качества клеевого соединения, а также обеспечение возможности склеивания деталей из хрупких материалов.
Способ осуществляют следуюшим образом.
При сборке с изменением размера охватывающей детали (например, посадка втулки на вал) клеевой материал размешивают с необходимым количеством теплопроводяще- го порошка до однородной консистенции и наносят на склеиваемую поверхность охватываемой детали, затем нагревают обхватывающую деталь до температуры, расширяющей склеиваемую поверхность на величину усадки клеевого материала и с образовавшимся вследствие нагрева температурным зазором производят сборку соединения.
Для выравнивания скорости охлаждения охватывающей детали до окружающей температуры со скоростью отверждения клеево0
5
0
го материала производят периодический подогрев охватывающей детали.
Сборку с изменением размера охватываемой детали (например, посадка втулки в корпусное отверстие) производят аналогично, только вместо нагрева - охлаждение, а вместо периодического подогрева - периодическое охлаждение.
Пример. Производят восстановление из- нощенной части головки поршня автомобиля (по канавкам под компрессионные кольца) приклеиванием на заранее подготовленную в месте износа поверхность цилиндрической насадки (в обоих случаях материал АЛ-30). Поршень работает при максимальной температуре 220°С при знакопеременных нагрузках. В качестве клеевого материала применяется термостойкая анаэробная композиция Унигерм-3, обеспечивающая работоспособность клеевого соединения при 250- 300°С, и с пределом прочности на сдвиг на алюминии 9-10 МПа, в качестве теплопроводного металлического наполнителя - медный электролитический порошок.
Основные показатели применяемых материалов приведены в таблице.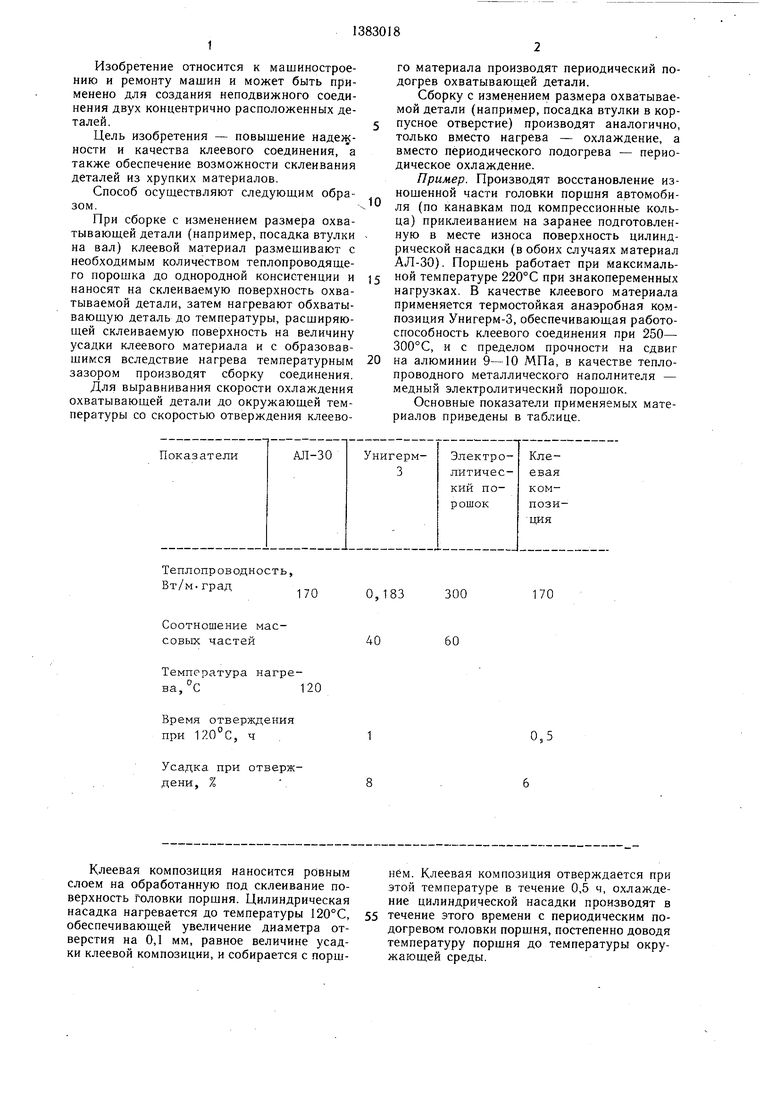
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ СКЛЕИВАНИЕМ | 2017 |
|
RU2652487C1 |
| Способ клеевого соединения цилиндрических деталей | 1988 |
|
SU1590718A1 |
| Способ склеивания деталей,охватывающих одна другую | 1980 |
|
SU937499A1 |
| Способ получения клеевого соединения деталей | 2021 |
|
RU2751979C1 |
| Способ склеивания деталей | 1982 |
|
SU1067021A1 |
| Способ склеивания теплостойких материалов | 1982 |
|
SU1106825A1 |
| СПОСОБ МУФТОКЛЕЕВОГО СОЕДИНЕНИЯ ТРУБ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141600C1 |
| Способ склеивания цилиндрических деталей | 1978 |
|
SU765334A1 |
| КОМПОЗИЦИЯ ДЛЯ ТЕПЛОПРОВОДНОГО КЛЕЕВОГО СОСТАВА | 2004 |
|
RU2276169C1 |
| Способ быстрого склеивания ортогональных поверхностей плоской и цилиндрической деталей в беспилотном летательном аппарате | 2024 |
|
RU2838361C1 |
Изобретение относится к области машиностроения и может быть применено для создания неподвижного соединения двух концентрично расположенных деталей. Цель изобретения - повышение надежности и качества клеевого соединения, а также обеспечение возможности склеивания деталей из хрупких материалов. Способ заключается в нанесении на склеиваемую поверхность одной из деталей клеевой композиции, полученной путем смешивания клеевого состава с порошком теплопроводного металла в количестве, уравнивающем теплопроводность клеевой композиции и материала одной из соединяемых деталей (Д). Далее собирают Д с предварительным изменением на величину усадки клеевого состава склеиваемой поверхности одной из Д путем термического воздействия на нее. Возвращают Д в исходное состояние со скоростью, равной скорости усадки клеевого состава, что достигается путем регламентированного подогрева или охлаждения соответствующей Д. В клеевом слое отсутствуют усадочные раковины, сокращается время отверждения клеевой композиции. 2 з.п.ф-лы, 1 табл. (С (Л
Теплопроводность, Вт/м.град
170
Соотношение массовых частей
Температура нагрева, С
120
Время отверждения при 120°С, ч
Усадка при отверж- дени, %
Клеевая композиция наносится ровным слоем на обработанную под склеивание поверхность головки поршня. Цилиндрическая насадка нагревается до температуры 120°С, обеспечивающей увеличение диаметра отверстия на 0,1 мм, равное величине усадки клеевой композиции, и собирается с порш0,183 300
170
40
60
0,5
нем. Клеевая композиция отверждается при этой температуре в течение 0,5 ч, охлаждение цилиндрической насадки производят в течение этого времени с периодическим подогревом головки поршня, постепенно доводя температуру поршня до температуры окружающей среды.
Клеевое соединение, полученное предлагаемым способом, обеспечивает отсутствие в клеевом слое усадочных раковин, предотвращая тем самым образование усталостных трещин и разрущение клеевого соединения.
Наличие в клеевой композиции теплопроводного наполнителя определенной концентрации позволяет теплу, возникающему при трении, беспрепятственно распространяться по телу порщня, что важно для выравнивания температурных расщирений материала поршня и цилиндрической насадки. Выравнивание теплопроводноетей клеевой композиции и детали с более высокой температурой позволяет сократить время отверждения клеевой ком/юзиции, быстрее поглощающей тепло в этом случае.
Все это в комплексе повыщает надежность клеевого соединения и срок эксплуатации ответственных деталей, работающих при повышенных температурах и переменных нагрузках.
Формула изобретения
нрстеи одну к другой путем соответствующего изменения диаметрального размера склеиваемых поверхностей на величину усадки клеевого состава с последующим возвращением их в исходное состояние со скоростью усадки клеевого состава, отличающийся тем, что, с целью повышения надежности и качества соединения и обеспечения возможности склеивания деталей из хрупких материалов, изменение диаметрального размера и нанесение клеевого состава осуществляют перед сборкой деталей, причем указанное изменение размера производят термической обработкой, а возвращение в исходное состояние осуществляют посредством периодического подогрева или охлаждения соответствующей детали.
5
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 0 |
|
SU279260A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
