Изобретение относится к порошковой металлургии и может быть использовано для изготовления конструкционных деталей с высокими механическими свойствами для ГТД.
Целью изобретения является повышение механических свойств конечного изделия.
В способе получения заготовок из порошков жаропрочных никелевых сплавов порошок засыпают в форму, нагревают в вакууме до температуры спекания, причем нагрев от 1100оС до температуры спекания осуществляют со скоростью 5-9 град/мин, и выдерживают при температуре спекания между солидусом и ликвидусом с последующим охлаждением, при этом исходный порошок перед засыпкой подвергают обработке аммонийными солями комплексонов, преимущественно типа atpa или edta, с концентрацией 0,4-0,6 моль/л при температуре 65-85оС в течение 20-40 мин, нагрев в интервале температур 20-300оС осуществляют со скоростью 2-4 град/мин, в интервале температур 300-1100оС со скоростью 16-20 град/мин, а выдержку при температуре спекания проводят в течение 0,5-1 ч.
Способ осуществляется следующим образом.
Исходный порошок обрабатывается водным раствором аммонийных солей комплексонов, преимущественно типа atpa5- или edta4-, с концентрацией 0,4-0,6 моль/л при температуре 65-85оС в течение 20-40 мин, затем порошок отбрасывается на сито и засыпается в керамическую форму, которую помещают в вакуумную печь и нагревают от 20 до 300оС со скоростью 2-4 град/мин, от 300 до 1100оС 16-20 град/мин, а от 1100оС до температуры спекания со скоростью 5-9 град/мин. Выдержку при температуре спекания проводят в течение 0,5-1 ч, после чего заготовку охлаждают. В результате получают заготовку изделия с высокими механическими свойствами.
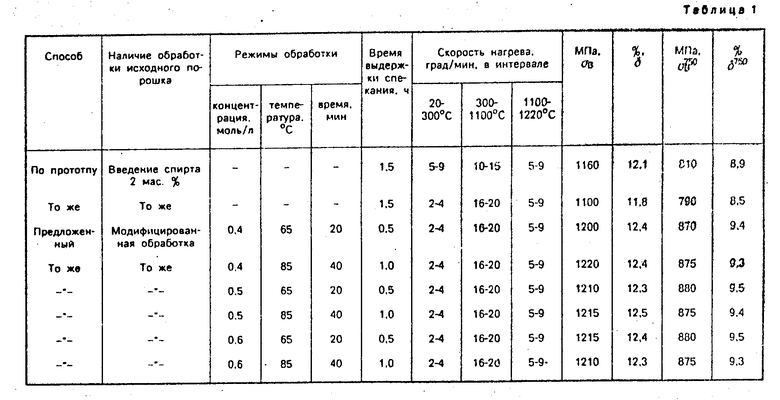
П р и м е р 1. Навеску порошка жаропрочного никелевого сплава ЭП-741 "НП" обрабатывали водным раствором триаммонийной соли диэтилентриаминпентауксусной кислоты (atpa) с концентрацией 0,4-0,6 моль/л при температуре 65-85оС в течение 20-40 мин, после чего порошок отбрасывали на сито и засыпали в керамическую форму, которую затем помещали в вакуумную печь и подвергали нагреву в интервале температур от 20 до 300оС со скоростью 2-4 град/мин, в интервале температур от 300 до 1100оС со скоростью 16-20 град/мин, от 1100 до 1270оС со скоростью 5-9 град/мин. Выдержка при температуре 1270оС составляла 0,5-1 ч, после чего заготовку охлаждали.
Нагрев проводили по другим режимам, в том числе и по способу прототипу, варьировали время выдержки и режимы обработки исходного порошка. Полученные заготовки подвергали испытаниям на прочность при комнатной температуре и при 750оС. Основные результаты приведены в табл. 1.
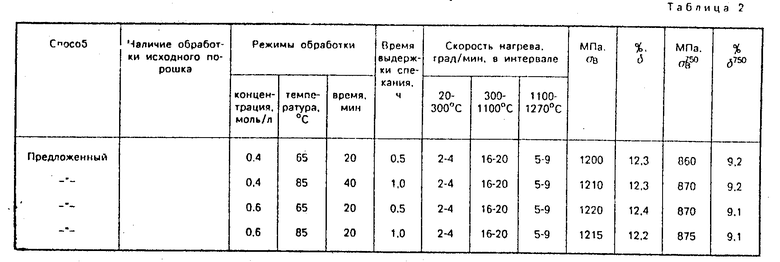
П р и м е р 2. Порошок жаропрочного никелевого сплава ЭП-741 "НП" обрабатывали триаммонийной солью этилендиаминтетрауксусной кислоты (edta). Далее заготовки получали по примеру 1. Основные результаты приведены в табл. 2.
Данные табл. 1-2 подтверждают, что заготовки с лучшими свойствами можно получить при жидкофазном спекании в керамической форме порошка жаропрочного никелевого сплава, поверхность частиц которого модифицирована при обработке аммонийными солями комплексонов, преимущественно типа atpa или edta, с концентрацией 0,4-0,6 моль/л при температуре 65-850оС в течение 20-40 мин, нагрев которого до температуры спекания проводили в интервале температур 20-300оС со скоростью 2-4 град/мин, в интервале температур 300-1100оС со скоростью 16-20 град/мин, от температуры 1100оС до температуры спекания со скоростью 5-9 град/мин, а выдержку при температуре спекания проводили в течение 0,5-1 ч.
Аналогичный результат получен и при жидкофазном спекании порошков других жаропрочных никелевых сплавов.
Обработка исходного порошка аммонийными солями комплексонов позволяет устранить наследственные границы и модифицировать поверхность частиц порошка, при этом значительно снижается количество примесей в исходном порошке и, как следствие, в конечном изделии, что позволяет повысить механические свойства конечных заготовок. Наряду с этим модификация поверхности частиц порошка позволяет интенсифицировать процесс спекания.
Как показали проведенные эксперименты, требуемую модификацию поверхности сплава на основе никеля удается получить только аммонийными солями комплексонов типа atpa или edta за счет их избирательности по отношению к никелевым сплавам. Прочие комплексоны, например, типа etty, оказывают незначительное влияние на поверхность порошков, нередко ухудшая их свойства.
Температурный (65-85оС) и концентрационный (0,4-0,6 г/моль) интервалы при обработке исходных порошков определяются возможностью избирательного действия комплексонов на сплав на основе никеля. При температуре выше 850оС комплексон неустойчив, а при температуре ниже 65оС не оказывает данного влияния на исходный порошок. Комплексон с концентрацией ниже 0,4 г/моль, а также выше 0,6 г/моль не оказывает должного влияния на поверхность исходного порошка, что было подтверждено экспериментальными данными.
Временной интервал (20-40 мин) определяет степень модификации поверхности порошка. Экспериментально было установлено, что при обработке до 20 мин модификация незначительна, а при обработке более 40 мин начинается помимо поверхностной модификация тела частиц порошка, что снижает в конечном итоге механические свойства заготовок.
Проведение нагрева по предлагаемому режиму модифицированного порошка позволяет получить наиболее совершенную структуру жаропрочного никелевого сплава, обеспечивающую высокий уровень механических свойств.
Снижение или увеличение скорости нагрева в интервале температур 20-300оС приводит к неравновесной дегазации порошка и, в итоге, к снижению механических свойств заготовок. Уменьшение или увеличение скорости нагрева до спекания, а также уменьшение или увеличение температурных интервалов не позволяет получить совершенную структуру, приводит к неравномерному выделению и растворению фаз, что снижает механические свойства получаемых изделий.
Выдержка 0,5-1 ч при температуре спекания заготовки из модифицированного исходного порошка позволяет получить высокоплотные заготовки с оптимальной структурой. При выдержке менее 0,5 ч наблюдается остаточная пористость, а при выдержке более 1 ч наблюдается значительная сегрегация легирующих элементов через жидкую фазу.
Повышение механических свойств по сравнению с известным достигнуто благодаря тому, что в заготовках, полученных по предлагаемому способу, образуется более совершенная структура жаропрочного никелевого сплава и снижается содержание примесей. (56) Leihclin M. , Kontliy I. L. , Biehvenu Y. "Forging ostrolog super solidus - sintered preforins necklece strucluse achivment". High olloys Gos Tunbines, Proc. Conf. , Liege 4-6 okt, 1982, Dondrecten, p. 1029-1091.
Авторское свидетельство СССР N 1510218, кл. B 22 F 3/10, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПОРОШКОВ ТИТАНОВЫХ СПЛАВОВ | 1989 |
|
SU1589490A3 |
| Способ изготовления жаропрочного никелевого сплава из порошков, полученных электроэрозионным диспергированием отходов сплава ЖС6У в осветительном керосине | 2023 |
|
RU2816973C1 |
| Способ изготовления жаропрочного никелевого сплава из порошков, полученных электроэрозионным диспергированием отходов сплава ЖС6У в дистиллированной воде | 2022 |
|
RU2807399C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ИЗ ПОРОШКОВ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2002 |
|
RU2224622C2 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ИЗ ПОРОШКОВЫХ СПЛАВОВ | 2006 |
|
RU2316413C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕССОВАННЫХ ПРУТКОВ ИЗ ДИСПЕРСНОУПРОЧНЕННЫХ ПОРОШКОВЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1990 |
|
SU1772955A1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ИЗ ЖАРОПРОЧНЫХ ПОРОШКОВЫХ СПЛАВОВ | 2010 |
|
RU2449858C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОСТОЯННОГО МАГНИТА | 1992 |
|
RU2024084C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ ИЗ ЛИТЕЙНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2254962C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИДОВ ПЕРЕХОДНЫХ МЕТАЛЛОВ | 1993 |
|
RU2032496C1 |
Изобретение относится к порошковой металлургии и может быть использовано при изготовлении деталей ГТД с высокими механическими характеристиками. Целью изобретения является улучшение механических свойств изделий. Способ получения заготовок из порошков жаропрочных никелевых сплавов заключается в засыпке порошка в форму, нагреве в вакууме до температуры спекания и выдержке при температуре спекания между солидусом и ликвидусом с последующим охлаждением, при этом перед засыпкой исходный порошок подвергают обработке аммонийными солями комплексонов, преимущественно типа atpa5- или edta4- с концентрацией 0,4 - 0,6 моль/л при температуре 65 - 85С в течение 20 - 40 мин, нагрев в интервале температур 20 - 300С осуществляют со скоростью 16 - 20 град/мин, от температуры 1100С до температуры спекания со скоростью 5 - 9 град/мин, а выдержку при температуре спекания проводят в течение 0,5 - 1 ч. Предложенное техническое решение позволит повысить качество изготавливаемых изделий за счет совершенствования поверхностной структуры частиц исходного порошка и снижения примесей в конечном изделии. 2 табл.
СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПОРОШКОВ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ, включающий засыпку порошка в форму, нагрев в вакууме до температуры спекания, причем нагрев от 1100oС до температуры спекания проводят со скоростью 5 - 9 град/мин, спекание с выдержкой при температуре, находящейся между температурами солидус и ликвидус и охлаждение, отличающийся тем, что, с целью повышения механических свойств, перед засыпкой порошок обрабатывают аммонийными солями комплексонов, выбранных из группы триаммонийная соль диэтилентриаминпентауксусная кислота, триаммонийная соль этилендиаминтетрауксусная кислота, с концентрацией 0,4 - 0,6 моль/л при температуре 65 - 85oС в течение 20 - 40 мин, нагрев в интервале температур 20 - 300oС проводят со скоростью 2 - 4 град/мин, в интервале температур 300 - 1100oС со скоростью 16 - 20 град/мин, а выдержку при температуре спекания проводят в течение 0,5 - 1 ч.
