Изобретение относится к контролю напряжений в деталях машин
Цель изобретения - повышение точности определения эпюры напряжений за счет соблюдения одинаковых условий при обработке поверхностей детали и контрольной пластины
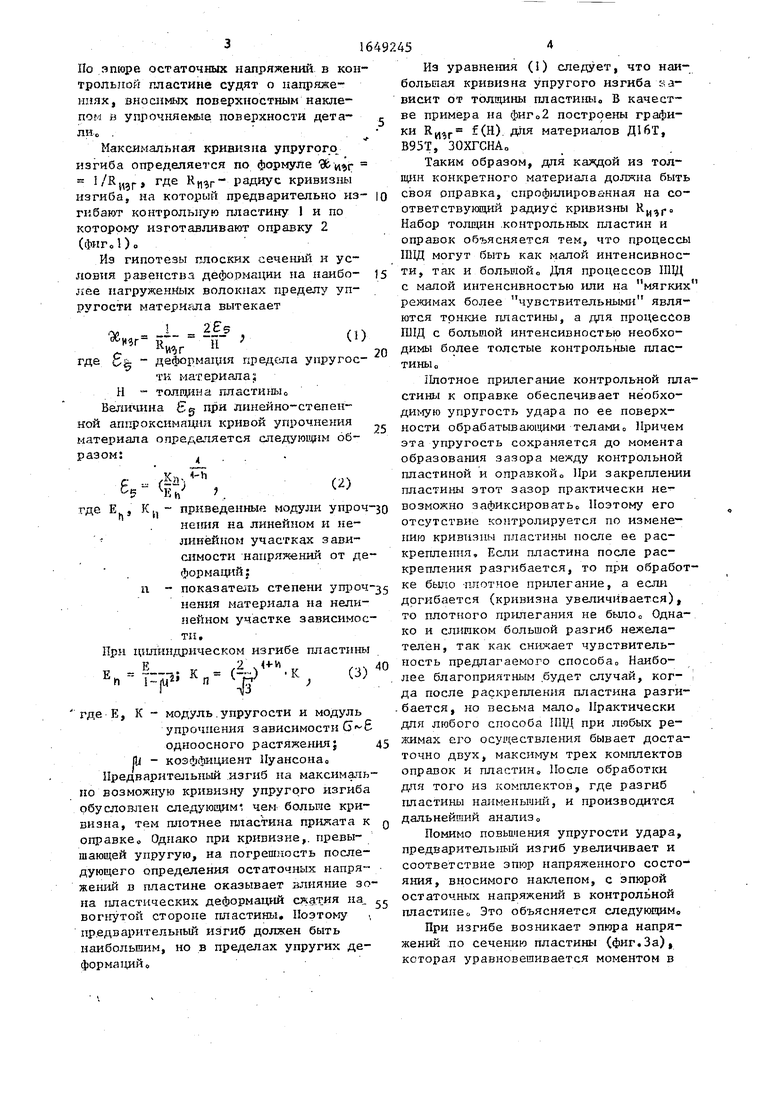
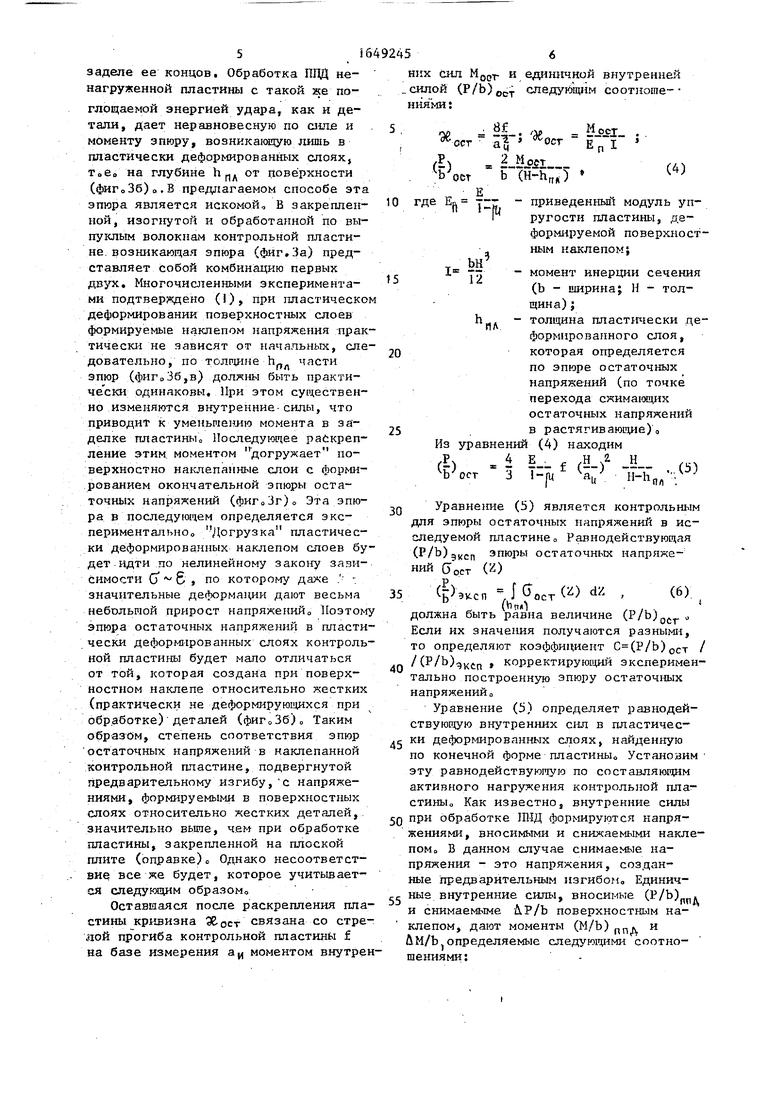
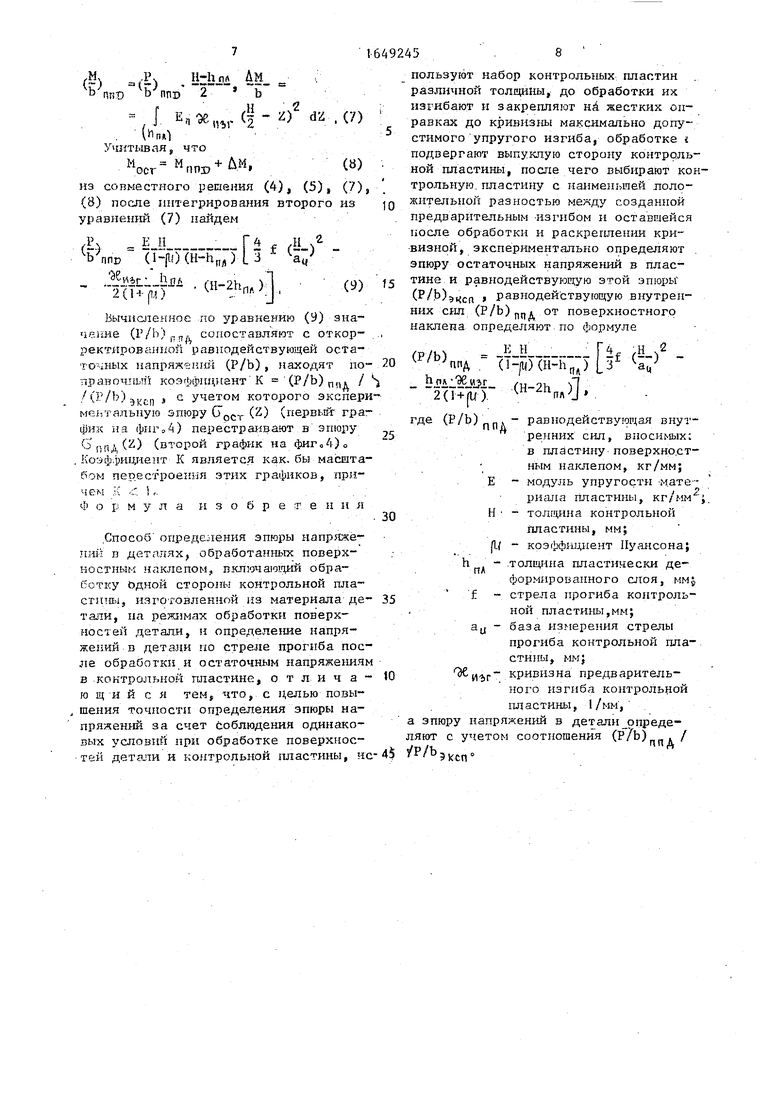
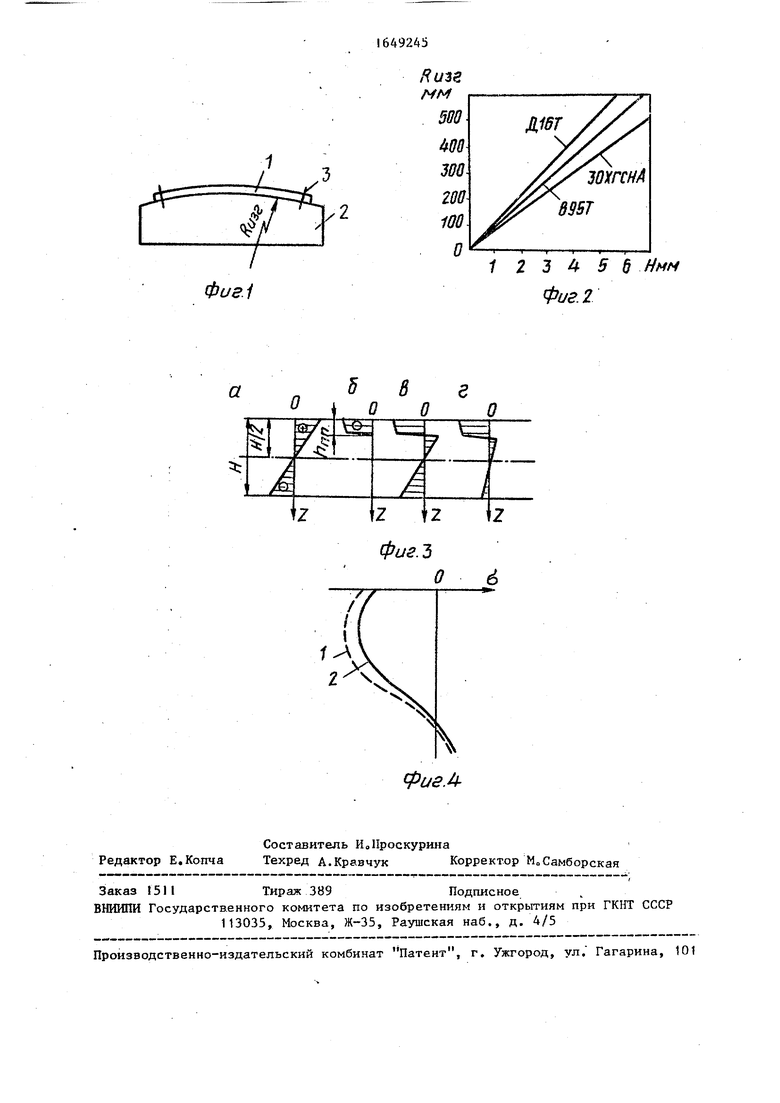
На фиг01 изображена схема закрепления контрольной пластины; на фиг02- графики максимально допустимого радиуса кривизны упругого изгиба пластины в зависимости от ее толщиныj на фигоЗ - эпюры нормальных напряжений в плоскости по сечению пластины; на фиг.4 - эпюры нормальных напряжений в плоскости по толщине ппастически деформированного слоя пластины и дета- лиа
Способ осуществляют следующим образом,,
Контрольные пластини 1 (Фиг,1) различной толщины (например, I , 2., 4, 6 мм) изгибают на жесткой оправке 2, имеющей радиус кривизны R , ц в таком положении закрепляют винтами 3, Затем свободную (выпуклую; сторону каждой пластины обрабатывают заданным способом ИНД на режимах обработки поверхностей детали. После наклепа пластины раскрепляют и снимают с оправоко Пластину, имеющую наименьшую положительную разность между кривизной, созданной предварительным изгибом и оставшейся после обработки ИНД и раскрепления, подвергают исследованию на остаточные напряжения,
Но эпюре остаточных напряжений в контрольной пластине судят о напряжениях, вносимых поверхностным наклепом в упрочняемые поверхности дета- ли„
Максимальная кривизна упругого изгиба определяется по формуле ЭЬц$г 1/Кизг, где Кцзг Радиус кривизны изгиба, на который предварительно из- гибают контролыгую пластину 1 и по которому изготавливают оправку 2 (фиг.).
Из гипотезы плоских сечений и условия равенства деформации на наибо- jiee нагруженных волокнах пределу упругости материала вытекает
- Л- -
R 11 ;
(ЮГ ll
где деформация предела упругости материала; Н - толщина пластиныо Величина S§ при линейно-степенной аппроксимация кривой упрочнения материала определяется следующим образом:
е,А
U)
e EhJ К
Я
п приведенные модули упроч-jo нения на линейном и нелинейном участках зависимости напряжений от деформаций:
показатель степени упр04-35 нения материала на нелинейном участке зависимости. При цилиндрическом изгибе пластины
. °
En s
где Е, К - модуль упругости и модуль упрочнения зависимости одноосного растяжения; 45 fU - коэффициент Пуансона Предварительный изгиб на максимально возможную кривизну упругого изгиба обусловлен следующими чем больше кривизна, тем плотнее пластина прижата к g оправке,, Однако при кривизне, превышающей упругую, на погрешность последующего определения остаточных напряжений в пластине оказывает влияние зона пластических деформаций сжатия на. вогнутой стороне пластины. Поэтому предварительный изгиб должен быть наибольшим, но в пределах упругих деформаций 0
5
ю
15
0
5
jo
5
°
5 g
Из уравнения (I) следует, что наибольшая кривизна упругого изгиба tа- висит от толщины пластиньи В качестве примера на фиг02 построены графики f(H) для материалов Д16Т, В95Т, ЗОХГСНАо
Таким образом, для каждой из толщин конкретного материала должна быть своя оправка, спрофилированная на соответствующий радиус кривизны Киэг„ Набор толщин контрольных пластин и оправок объясняется тем, что процессы Ш1Д могут быть как малой интенсивности, так и большой для процессов ШЩ с малой интенсивностью или на мягких режимах более чувствительными являются тонкие пластины, а для процессов П11Д с большой интенсивностью необходимы более толстые контрольные пластины,,
Шотное прилегание контрольной пластины к оправке обеспечивает необходимую упругость удара по ее поверхности обрабатывающими телами0 Причем эта упругость сохраняется до момента образования зазора между контрольной пластиной и оправкойо При закреплении пластины этот зазор практически невозможно зафиксироватьо Поэтому его отсутствие контролируется по изменению кривизны ппасгины после ее раскрепления. Если пластина после раскрепления разгибается, то при обработке было плотное прилегание, а если догибается (кривизна увеличивается), то плотного прилегания не было0 Однако и слишком большой разгиб нежелателен, так как снижает чувствительность предлагаемого способа0 Наиболее благоприятным будет случай, когда после раскрепления пластина разгибается, но весьма мало0 Практически для любого способа ШЩ при любых режимах его осуществления бывает достаточно двух, максимум трех комплектов оправок и пластин После обработки для того из комплектов, где разгиб пластины наименьший, и производится дальнейший анализ„
Помимо повышения упругости удара, предварительный изгиб увеличивает и соответствие эпюр напряженного состояния, вносимого наклепом, с эпюрой остаточных напряжений в контрольной пластинео Это объясняется следующим,.
При изгибе возникает эпюра напряжений по сечению пластины (фиг.За), которая уравновешивается моментом в
5164
заделе ее концов. Обработка ПДД ненагруженной пластины с такой же поглощаемой энергией удара, как и детали, дает неравновесную по силе и моменту эпюру, возникающую лишь в пластически деформированных слоях, т0е0 на глубине h ПА от поверхности (фиго36)о,В предлагаемом способе эта эпюра является искомой, В закрепленной, изогнутой и обработанной по выпуклым волокнам контрольной пластине возникающая эпюра (фиг,За) представляет собой комбинацию первых двух. Многочисленными экспериментами подтверждено (I), при пластическом деформировании поверхностных слоев формируемые наклепом напряжения практически не зависят от начальных, сле
довательно, по толщине части эпюр (фиго36,в) должны быть практически одинаковы. При этом существенно изменяются внутренние силы, что приводит к уменьиению момента в заделке пластиныо Последующее раскрепление этим моментом догружает поверхностно наклепанные слои с формированием окончательной эпюры остаточных напряжений (фигоЗг)0 Эта эпюра в последующем определяется экспериментальное Догрузка пластически деформированных наклепом слоев будет идти по нелинейному закону зависимости (j 6 по которому даже - значительные деформации дают весьма небольшой прирост напряжений„ Поэтому эпюра остаточных напряжений в пластически деформированных слоях контрольной пластины будет мало отличаться от той, которая создана при поверхностном наклепе относительно жестких (практически не деформирующихся при обработке) деталей (фиг03б)„ Таким образом, степень соответствия эпюр остаточных напряжений в наклепанной контрольной пластине, подвергнутой предварительному изгибу, с напряжениями, формируемыми в поверхностных слоях относительно жестких деталей, значительно выше, чем- при обработке пластины, закрепленной на плоской плите (оправке)с Однако несоответствие все же будет, которое учитывается следующим образомо
20
25
30
толщина пластически деформированного слоя, которая определяется по эпюре остаточных напряжений (по точке перехода сжимающих остаточных напряжений в растягивающие)о Из уравнений (4) находим
& Veer
4 Е - ,Н 3. Н ,,..
- f (-) .. (Ь)
|Ц
пл
Уравнение (5) является контрольным для эпюры остаточных напряжений в исследуемой пластине о Равнодействующая (Р/Ь)ЭКСП эпюры остаточных напряжений (JOCT (Z)
35 фэксп e JGeCT Z dZ 6 , должна быть равна величине (P/b)oc g Если их значения получаются разными, то определяют коэффициент С(Р/Ь)ОСТ /
4Q /(P/b)gKtn , корректирующий экспериментально построенную эпюру остаточных напряженийа
Уравнение (Ь) определяет равнодействующую внутренних сил в пластичесдс ки деформированных слоях, найденную по конечной форме пластиньи Установим эту равнодействующую по составляющим активного нагружения контрольной пластиньи Как известно, внутренние силы
50 при обработке ЛИД формируются напряжениями, вносимыми и снижаемыми наклепом В данном случае снимаемые напряжения - это напряжения, созданные предварительным изгибом, Единичj-r ные внутренние силы, вносимые (Р/Ь) . Оставшаяся после раскрепления пла- и снимаемыме ЛР/ЪП А
стины кривизна Хост связана со стрелой прогиба контрольной пластины f на базе измерения аи моментом внутренповерхностным наклепом, дают моменты (М/Ь) ппд и UM/b определяемые следующими соотношениями:
них сил Моог и единичкой внутренней силой (P/b)oc.f следующим соотноше- ннями:
2|
аЦ °сг
- 2 М0Јт
ь (н-н„:у
Мост. En I
(4)
5
0
5
где
IT 1V
1
ЬН 12
Э
- приведенный модуль упругости пластины, деформируемой поверхностным наклепом}
ИЛ
момент инерции сечения (Ь - ширина; Н - толщина) ;
толщина пластически деформированного слоя, которая определяется по эпюре остаточных напряжений (по точке перехода сжимающих остаточных напряжений в растягивающие)о Из уравнений (4) находим
& Veer
4 Е - ,Н 3. Н ,,..
- f (-) .. (Ь)
|Ц
пл
Уравнение (5) является контрольным для эпюры остаточных напряжений в исследуемой пластине о Равнодействующая (Р/Ь)ЭКСП эпюры остаточных напряжений (JOCT (Z)
фэксп e JGeCT Z dZ 6 , должна быть равна величине (P/b)oc g Если их значения получаются разными, то определяют коэффициент С(Р/Ь)ОСТ /
/(P/b)gKtn , корректирующий экспериментально построенную эпюру остаточных напряженийа
Уравнение (Ь) определяет равнодействующую внутренних сил в пластически деформированных слоях, найденную по конечной форме пластиньи Установим эту равнодействующую по составляющим активного нагружения контрольной пластиньи Как известно, внутренние силы
при обработке ЛИД формируются напряжениями, вносимыми и снижаемыми наклепом В данном случае снимаемые напряжения - это напряжения, созданные внутренние силы, вносимые (Р/Ь) и снимаемыме ЛР/ЪП А
поверхностным наклепом, дают моменты (М/Ь) ппд и UM/b определяемые следующими соотношениями:
№ ,,1-1 S-isi 4м
VnrsD Vntro 2 b
- J E
(
Учитывая, что
мосг Mnrw
п X ,w (f
+ Дм,
из совместного решения (4), (5), (7), (8) после интегрирования второго из JQ уравнений (7) найдем
Д} я Е И
VnnD (1-рО(Н-Ьи
t а-)г ач
(9)
-Г
)Ь
-%.(H-2hn,),
Вычисленное по уравнению (У) эна- «1иние (Р/Ь,) ,,,,, сопоставляют с откорректированной равнодействующей оста- го шых напряжении (Р/b) , находят по- 1р«шочн1/ч коэффициент К (Р/b) П,. / О /Ь. зш) с Учетом которого экспери мгьтагсъную опюру (Z) (первый график ла фиг„4) перестраивают в эпюру
о
n . (Z) (второй график на фиг04),
ппд
Коэфрициент К является как. бы масштабом пспест роенья этих графиков, причем : - ь Формула изобретения
Способ определения эпюры напряже- ч -jr в деталях, обработанных поверх- пистнык наклепом, включающий обра- бстку одной стороны контрольной пла- сппш, изготовленной из материала де- тали, на режимах обработки поверхностей детали, и определение напряжений в детали по стреле прогиба после обработки и остаточным напряжениям в контрольной пластине, отлича- га щ и и с я тем, что, с целью потзы- шения точности определения эпюры напряжений за счет соблюдения одинаковых условий при обработке поверхностей детали и контрольной пластины, чс
Q
S
0
5
0
5 5
пользуют набор контрольных пластин различной толщины, до обработки их изгибают и закрепляют на жестких оправках до кривизны максимально допустимого упругого изгиба, обработке i подвергают выпуклую сторону контрольной пластины, после чего выбирают контрольную пластину с наименьшей лоло- жителыюй разностью между созданной предварительным изгибом и оставшейся после обработки и раскреплении кривизной, экспериментально определяют эпюру остаточных напряжений в пластине и равнодействующую этой эпюры (Р/Ь)Эцсп , равнодействующую внутренних сил (Р/b)ппд от поверхностного наклепа определяют по формуле
(Р/Ъ) - гй-л2
(Р/Ь)ппд - (l-jKMH-h) j,3f V
hfujaeujr /м 9Ь -л
2(1 + (U) (
где (Р/Ь)П(1 равнодействующая внут- ренних сил, BiiocHNibix; в пластину поверхностным наклепом, кг/мм; Е - модуль упругости мате риала пластины, KP/MM J Н - толщина контрольной
пластины, мм; U - коэффициент Пуансона; h пд - толщина пластически деформированного слоя, MMJ f - стрела прогиба контрольной пластины,мм; аи - база измерения стрелы
прогиба контрольной пластины, мм;
nv кривизна предварительного изгиба контрольной пластины, 1/мм,
а эпюру напряжений в детали рпреде- ляют с учетом соотношения (Р/b) . /
Wbm,Фиа1
Д«Г
зотнА
В95Т
1 2 3 4 5 д Нмм Фиг. 2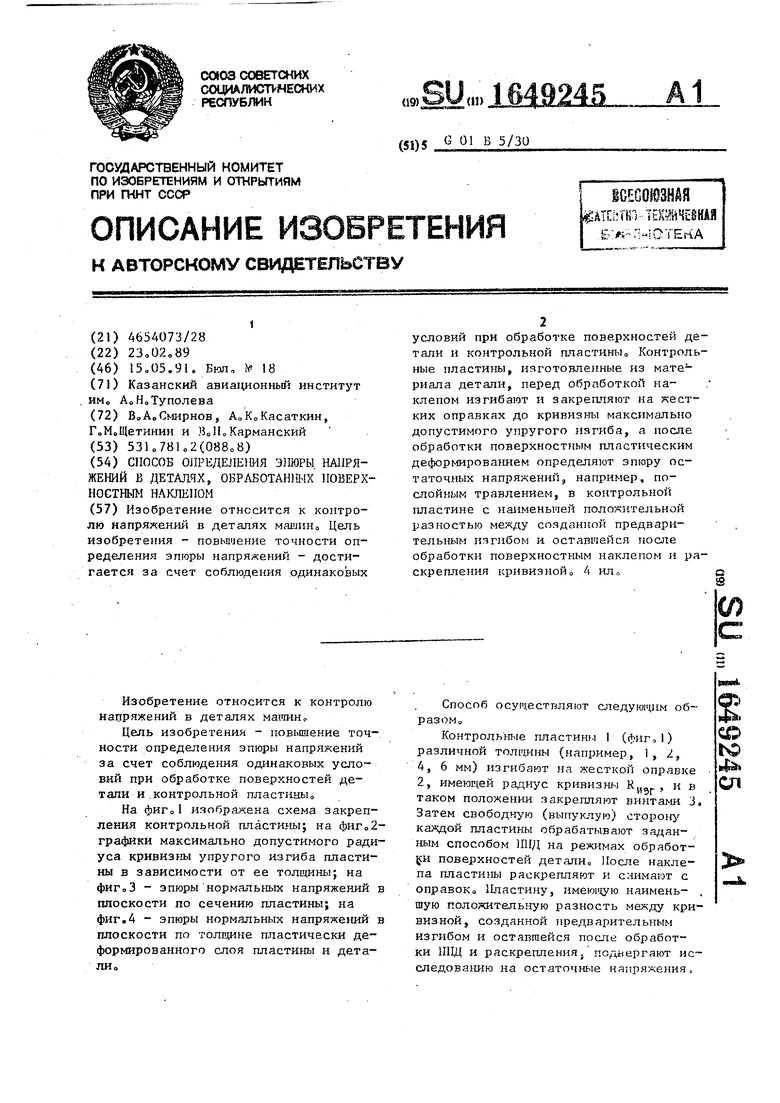
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДРОБЕУДАРНОЙ ОБРАБОТКИ СЛОЖНЫХ КОНТУРОВ ДЕТАЛИ | 1989 |
|
SU1609024A1 |
| Способ ремонта рабочих поверхностей зубьев колес | 1987 |
|
SU1593768A1 |
| СПОСОБ ФОРМИРОВАНИЯ СЖИМАЮЩИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ ДРОБЕСТРУЙНОЙ ОБРАБОТКЕ ДЕТАЛЕЙ | 2019 |
|
RU2704341C1 |
| СПОСОБ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ НЕЖЕСТКИХ ЗАГОТОВОК | 2001 |
|
RU2198769C2 |
| Способ комбинированной обработки деталей | 1990 |
|
SU1772214A1 |
| СПОСОБ КОНТРОЛЯ ДРОБЕСТРУЙНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ | 2017 |
|
RU2661163C1 |
| Способ упрочнения деталей поверхностным пластическим деформированием | 1979 |
|
SU856772A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2007 |
|
RU2354952C1 |
| Способ поверхностного пластического деформирования цилиндрических деталей | 1985 |
|
SU1310180A1 |
| Способ упрочнения стальных изделий | 1988 |
|
SU1581755A1 |
Изобретение относится к контролю напряжений в деталях машин Цель изобретения - повышение точности определения эпюры напряжений - достигается за счет соблюдения одинаковых условий при обработке поверхностей детали и контрольной пластиныо Контрольные пластины, изготовленные из материала детали, перед обработкой наклепом изгибают и закрепляют на жест- ких оправках до кривизны максимально допустимого упругого изгиба, а после обработки поверхностным пластическим деформированием определяют эпюру остаточных напряжений, например, послойным травлением, в контрольной пластине с наименьшей положительной разностью между созданной предварительным изгибом и оставшейся после обработки поверхностным наклепом и раскрепления кривизной 4 илоо s
5 8 в
