Изобретение относится к управлению промышленными механизмами и может быть использовано, в частности, для автоматического управления процессом поиска и ос-; тановки в нужной позиции инструментальных магазинов многооперационных стай- ков с ЧПУ и гибких производственных модулей.
Цель изобретения - упрощение конструкции и повышение надежности за счет исключения механического комаидоаппара- та с редуктором.
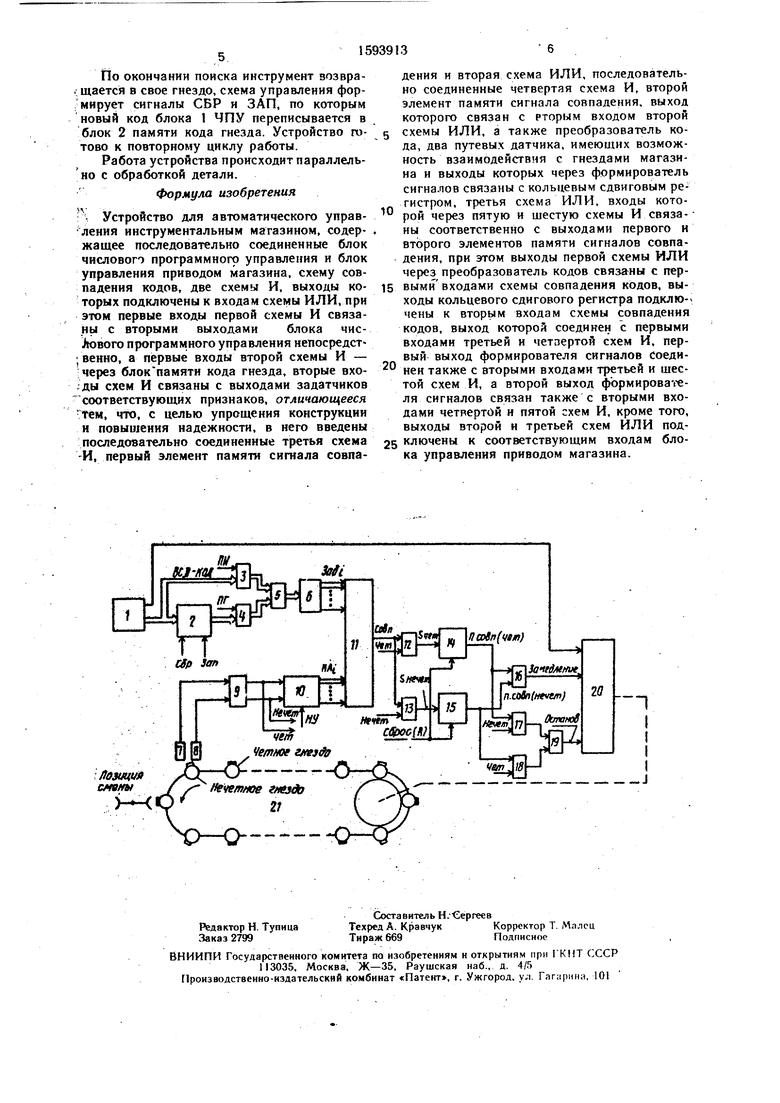
На чертеже показана блок-схема устройств ва со схемой инструментального магазина.
Устройство содержит блок I числового программного управления (ЧПУ), выдающий двоично-десятичный код (BCD) задания инструмента, подлежащего поиску, R технологические команды вращения мага-- зина и смены инструмента, блок 2 памяти кода гнезда, управляемый формируемыми в цикле поиска сигналами записи (ЗАП) и сброса (СВР) (в память переписывается код заданного в программе инструмента, необходимый для последующего автоматического поиска его пустого гнезда), первую 3 и вторую 4 схемы И, передающие BCD-код инструмента от блока I ЧПУ по признаку поиска инструмента (ПИ) или BQD-код от блока 2 памяти кода гнезда по признаку поиска гнезда (ПГ) (признаки ПИ и ПГ фор- мируются в соответствующих залатчиках по циклограмме поиска, при этом они взаимно инверсны, т.е. ), перпую схесл
со со со
оо
му ИЛИ 5, предназначенную для передачн BCD-кода инструмента или гнезда на преобразователь 6 кода который преобразует BCD-код в десятичный код, путевые датчика 7 и 8, вырабатывающие короткие сигналы «Чет и «Нечет при прохождении мимо них инструментальных гнезд соответственно с четными или нечетными номерами (тип датчиков может быть как контактным, так и бесконтактным), формирователь 9 сигналов датчиков («Чет и «Нечет), предназначенный для управления процессом сдвига кольцевого сдвигового регистра 0, а также для соответствующей коммутации. Кольцевой сдвиговой регистр 10 имеет число раз:: рядов, равное числу инструментальных гнезд в магазине, а исходная информация в регистр записывается перед началом работы сигналом начальной установки (НУ), при Э7Х)м выходом регистра 10 является последовательный единичный код, подающийся на схему II совпадения кодов, предназначенную для сравнения десятичного кода задания, поступающего с преобразователя 6 кодов, и последовательного единичного кЬ- да исполнения от сдвигового регистра 10. Кроме того, устройство содержит третью 12 н четвертую 13 схемы И, коммутирующие выходной сигнал схемы 11 совпадения на пходы элементов 14 и 15 памяти сигналов совпадения (элементы 14 и 15 памяти сиг- тшлов совпадения кодов представляют собой обычные R S-триггеры), вторую схему ИЛИ 16 для выделения сигнала «Замедление, объединяющую выходы элементов 14 и 15 памяти, схему для.выделения сигнала «0с- тановка, состоящую из пятой 17 и щестой 18 Схем И и третьей схемы ИЛИ 19, на выходе которой формируется сигнал выключения привода вращения магазина, когда найденное инструлгентальное гнездо подходит к исходной позиции смены инструментов, блок 20 управления приводом магазина, инструментальный магазин 21.
Устройство работает следующим образом.
Перед пуском станка оператор загружает в шпиндель станка первый по технологии обработки инструмент, а его код записывает в блок 2 памяти кода гнезда, а также загружает инструментальный магазин необходимыми в соответствии с технологической картой инструментами. В наладочном ре {симе устанавливает первое (моЖно любое другое) гнездо в позицию смены, при этом сигналом НУ в первый разряд кольцевого сдвигового регистра 10 записывается единица, а в остальные разряды- нули. Устройство готово к работе. Включается программа, и блок 1 ЧПУ выдает в нужный момент по адресу Т двоично-десятичный код номера инструмента, подлежащего поиску, например . Блок 1 ЧПУ и блок 20 управления формируют сигнал быстрого вращения (БВ), и магазин 21 начинает вращаться. Одновременно формируется признак ПИ
и BCD-код задания Т13 через схему И 3 н схему ИЛИ 5 поступает на преобразователь 6 кодов, где преобразуется в десятичный.
Выходные сигналы преобразователя 6 кодов (ЗАД) поступают в схему II сравнения кодов, где сравниваются с кодом сдвигового регистра 10.
При вращении магазина 21 путевые датчики 7 и 8 четного и нечетного гнезд соответственно по очереди выдают импульсные сигналы, которые нормализуются формирователем 9 и в виде сигналов «Чет и «Нечет поступают на кольцевой сдвиговой регистр 10, объем которого равен числу инструментальных гнезд магазина, т.е. , где N - число гнезд. Записанная перед началом работы сигналом НУ в первый разряд регистра единица с каждым сигналом «Чет или «Нечет перемещается на один разряд,
т.е. синхронно с вращением инструментального магазина, постоянно показывая, какой инструмент находится в позиции смены. Таким образом регистр 10 образует электрическую схемную модель магазина.
Выходная информация (KAi) сдвигового регистра 10 поступает на второй вход схемы 11, реализованной по управлению
,КАк+ЗАД2КА,+ЗАДзКА2+. Для обеспечения зоны замедления перед остановкой магазина 21 съем информации о номере гнезда производится за один щаг
до позиции смены. Итак, когда перемещающаяся по регистру 10 единица совпадает с единицей дecяfичнoгo кода задания, схема 11 выдает сигнал совпадения (СОВП), который в зависимости от наличия сигналов «Чет или «Нечет формирует сигналы установки элементов памяти: схемой И 12 5чг,СОВП- -«ЧЕТ - для первого элемента 14 памяти и схемой И 13 5иеие,СОВП«НЕЧЕТ - для второго элемента 15 памяти. Схема ИЛИ 16 формирует сигнал «Замедление -ЬПй , обеспечивая плавный подход найденного гнезда с инструментом к позиции смены.
После одного шага повброта магазина 21 fja медленной скорости схемы И 17 и 18 и ИЛИ 19 формируют сигнал
«Остановка Пеовачп-- «Нечет + Певвя.ип«г
«Чет, который отключает привод вращения магазина н фиксирует его.
По окончании поиска сбрасываются элементы 14 и 15 памя.ти по сигналу «Сброс
(R). Далее выполняются операции захвата найденного инструмента из магазина я
смена инструментов.
Поворотный поиск гнезда отработавще- го инструмента выполняется по признаку .ПГ. В этом случае на схему 11 через схему И 4, схему ИЛИ 5 и преобразователь 6 кодов поступает код от блока 2 памяти. Работа устройства далее аналогична описанной.
По окончании поиска инструмент зозвра: щаетс:я в свое гнездо, схема управления фор;мирует сигналы СВР и ЗАП, по которым
новый код блока 1 ЧПУ переписывается в
дения и вторая схема ИЛИ, последовательно соединенные четвертая схема И, второй элемент памяти сигнала совпадения, выход которого связан с рторым входом второй
блок 2 памяти кода гнезда. Устройство го- 5 схемы ИЛИ, а также преобразователь котово к повторному циклу работы.
Работа устройства происходит параллель- но с обработкой детали.
Формула изобретения
Устройство для автоматического управ- ления инструментальным магазином, содержащее последовательно соединенные блок числового программного управления и блок управления приводом магазина, схему совпадения кодов, две схемы И, выходы которых подключены к входам схемы ИЛИ, при этом первые входы первой схемы И связаны с вторыми выходами блока чис- Лового программного управления непосредст- ; венно, а первые входы второй схемы И -
10
да, два путевых датчика, имеющих возможность взаимодействия с гнездами магазина и выходы которых через формирователь сигиа-пов связаны с кольцевым сдвиговым регистром, третья схема ИЛИ, входы которой через пятую и шестую схемы И связа- ны соответственно с выходами первого и второго элементов памяти сигналов совпадения, при этом выходы первой схемы ИЛИ через преобразователь кодов связаны с пер- 15 выми входами схемы совпадения кодов, выходы кольцевого сдигового регистра подклю- чены к вторым входам схемы совпадения кодов, выход которой соединен с первыми входами третьей и четзертой схем И, первый выход формирователя сигналов соеди; через блок памяти кода гнезда, вторые вхо- ней также с вторыми входами третьей и шес;ды схем И связаны с выходами задатчиков
соответствующих признаков, отличающееся
тем, что, с целью упрощения конструкции
и повышения надежности, в него введены
той схем И, а второй выход формирователя сигналов связан также с вторыми входами четвертой и пятой схем И, кроме того, выходы второй и третьей схем ИЛИ подпоследовательно соединенные третья схема 25 ключеиы к соответствующим входам бло- И, первый элемент памяти сигнала совпа- ка управления приводом магазина.
дения и вторая схема ИЛИ, последовательно соединенные четвертая схема И, второй элемент памяти сигнала совпадения, выход которого связан с рторым входом второй
схемы ИЛИ, а также преобразователь косхемы ИЛИ, а также преобразователь ко
да, два путевых датчика, имеющих возможность взаимодействия с гнездами магазина и выходы которых через формирователь сигиа-пов связаны с кольцевым сдвиговым регистром, третья схема ИЛИ, входы которой через пятую и шестую схемы И связа- ны соответственно с выходами первого и второго элементов памяти сигналов совпадения, при этом выходы первой схемы ИЛИ через преобразователь кодов связаны с пер- выми входами схемы совпадения кодов, выходы кольцевого сдигового регистра подклю- чены к вторым входам схемы совпадения кодов, выход которой соединен с первыми входами третьей и четзертой схем И, первый выход формирователя сигналов соединей также с вторыми входами третьей и шесней также с вторыми входами третьей и шестой схем И, а второй выход формирователя сигналов связан также с вторыми входами четвертой и пятой схем И, кроме того, выходы второй и третьей схем ИЛИ подключеиы к соответствующим входам бло- ка управления приводом магазина.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления выбором инструментов со свободным кодированием | 1989 |
|
SU1675848A1 |
| Устройство для автоматического выбора наименьшего угла поворота вращающегося узла станка | 1991 |
|
SU1808614A1 |
| Устройство для автоматического управления вращением объекта | 1991 |
|
SU1774309A1 |
| Способ определения направления вращения инструментального магазина и устройство для его осуществления | 1988 |
|
SU1703265A1 |
| Устройство автоматизированной подготовки программ для станков с ЧПУ | 1986 |
|
SU1354160A1 |
| Система программного управления выбором инструмента | 1970 |
|
SU513648A3 |
| Аналоговое запоминающее устройство | 1988 |
|
SU1535232A1 |
| УСТРОЙСТВО ДЛЯ СЧИТЫВАНИЯ ИЗОБРАЖЕНИЙ | 1992 |
|
RU2051416C1 |
| ВСЕСОЮЗНАЯ Л. А. Шойхет, А. С. Белима, А. Г. Мелик-Аскаров, }j^,..^,..,.. ^^^,,,,.,.^^В. М. Гаврилюк, Б. И. Семеняк и А. А. Казьмина р^"—"!Н1'~1':ХН'''-;5\?{ЛЯ | 1970 |
|
SU287550A1 |
| Устройство для контроля ввода-вывода | 1980 |
|
SU896626A1 |
Изобретение относится к управлению промышленными механизмами и может быть использовано, например, для управления поиском в инструментальных магазинах многооперационных станков. Целью изобретения является упрощение конструкции и повышение надежности работы за счет исключения механического командоаппарата с редуктором. Устройство содержит блок ЧПУ, формирующий код задания инструмента, подлежащего поиску, который через блок памяти кода гнезда, две логические схемы И, одну схему ИЛИ и преобразователь кода поступает на первые входы схемы совпадения кодов, на вторые входы которой поступают сигналы от кольцевого сдвигового регистра, работой которого, в свою очередь, управляют сигналы двух путевых датчиков, взаимодействующих с гнездами магазина. По сигналам этих датчиков, а также по выходному сигналу схемы совпадения кодов соответствующие логические цепи, состоящие из четырех схем И, двух схем ИЛИ и двух элементов памяти, формируют управляющие сигналы на замедление и останов магазина, которые поступают на блок управления приводом магазина, куда также поступают технологические команды от блока ЧПУ. Устройство обеспечивает как поиск пустого гнезда магазина для установки в него отработавшего инструмента, так и гнезда с необходимым по технологии обработки инструментом. 1 ил.
: Позиция Cfniw
)
| Стйиок горизонтальный многооперационный с ЧПУ и автоматической сменой инструментов, модель 6305Ф4С2 | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
