Производство лыж отдельными операциями на различных станках с окончр,ельной обработкой вручную страдает тем недостатком, что готовые лыжи иногда значительно отличаются друг от друга; кроме того, при таком ходе обработки лыж получается малая производительность и, как следствие этого, повышенная стоимость. Предлагаемое изобретение, касающееся станков для изготовления лыж, имеет в виду устранить указанные недостатки путем производства всех операций на одном станке, заставляя полуфабрикат лыж )омощью ведущих валков совершать движение по изогнутому, сообразно изгибу лыж, подвижному столу, над которым установлены для обработки верхней поверхности раздвижные фасонные ножи, получающие вращение посредством ременной передачи от главного вала и совершающие в нужный момент поступательное движение вдоль вала вместе со своими втулками и подшипниками под действием кулачных барабанов. Об1 аботка нижних и боковых поверхностей лыж производится соответственно горизонтальным резцовым патроном, расположенным под упомянутым столом, и вертикальным-установленными в нодвижных, с целью изменения ширины лыж, каретках.
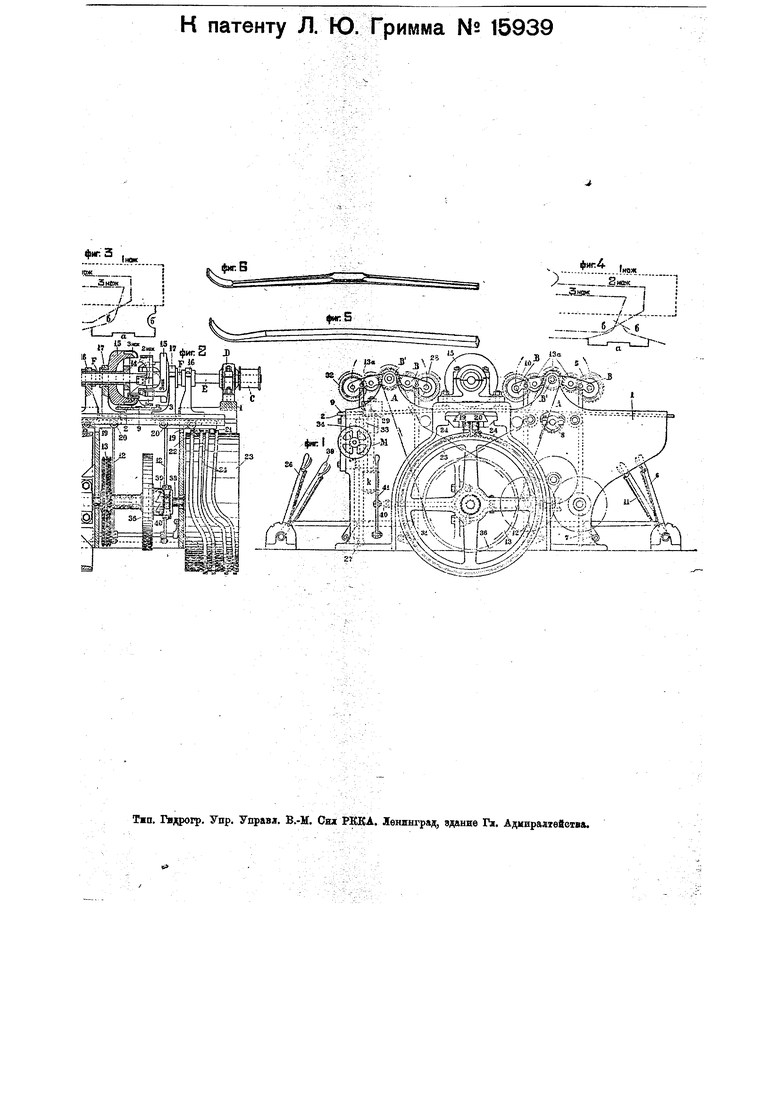
На чертеже фиг. 1 изображает вид станка сбоку; фиг. 2-вид его спереди; фиг. В и i-- поперечный разрез лыжи и ножей; фиг. заготовку для лыжи и фиг. 6-готовую лыжу.
На станине 1 во всю длину укрепляется выгнутый по радиусу, равному радиусу лыж, стол 3, устанавливаемый по высоте помощью болтов 3: и снабженный сверху направляющим гребнем 9. В кронштейнах А , А, отлитых заодно со станиной 1 поворотно установлены каретки Д В, в которых лежат ведущие валики 5, 10, S8 38, получающие вращение через посредство зубчатых колес 13а от цепного колеса 15, сидящего на одной втулке с зубчатым колесом 36, передающим вращенне всем меха-: низмам станка от двигателя, при чем каретки В, В соединены с рычажными передачами 6-7, 11-12, 31-26 и 27--30. В подшипниках D, D установлен получаюш:ий вращение помощью шкива С вал Е, на который подвижно вдоль оси насажены втулки F, -F с прикрепленными к ним фасонными фрезами 14, 15. Втулки F, F лежат в подшипниках 16, 16, 17, 17, из которых первые при помощи рычагов 19 и ползупов 81, а вторые при помощи рычагов 80 и ползунов 88 получают движепие вдоль вала Е от кулачных барабанов 83, 83. В каретках 55, нодвижиых помощью винта и маховика 34 в перпендикулярном чертежу по фиг. 1 направлении, установлены вертикальные валы М, несущие на верхних концах резцовые, служащие для обработки боковых частей лыжи, патроны 89, а на нижних концах шкивы К для сообщения валам М вращения. Для обработки нижней
покерхноети лыжи елужнт резцовый патрон 8, установленный под столом 2 и получающий вращение от вала В ,
На валу 58, на котором насажена втулка цепного колеса 13 н зубчатого колеса 36, жестко посажены кулачковые барабаны 23, 23 и сценная муфта 39 на шпонке подвижно вдоль вала 88,
Заготовка поступает по столу 8 с правой стороны загнутым концом вперед; для пропуска под ролик б загнутого конца заготовки последний приподнимается с помощью рукоятки 6 и рычагов 7, затем нажимает своим весом на изделие и подает его механически на резцовый патрон 8, который производит строяЕку нижней части лыжи с выборкой канавки а (фиг. 3, 4). После эотго лыжа канавкой попадает на направляющий гребень 9, чем достигается дальнейшее направление изделия, и поступает под ведущий валик 10, ври чем загнутый конец лыжи нронускается под валик 10 тем же путем, как и под валик 5, т. е. последний приподнимается рукояткой 11 и рычагом 18. Валиками 5, iO изделие подается с обработанным низом в раздвижные фрезы 14 и 1о для обработки верхней части, при чем во время прохода изогнутого конца, т. 0. носа лыжи фрезы раздвинуты и сближаются после прохода носа. Фрезы 14, 15 производят соответствующую фасонную поверхность Ъ, Ь лыйси (фиг, 3-4). В момент подхода лыжи, местом, где профиль должен быть нрям угольным (под лапу), фрезы с ножами с помощью кривых копировального барабана удаляются назад и в работе остается лишь нож 1, обрабатывающий только верхнюю плоскость прямоугольного сечения; через нужный промежуток времени фрезы снова сдвигаются, вступают в работу ножи 2-3 и обрабатывают вторую половину фасонной поверхности лыжи.
Прошедший через раздвижные фрезы нос лыжи вползает под заранее приподнятый с помощью рукоятки 26 и рычагов 27, ведущий резиновый ролик 28, подающий лыау на вертикальные, расположенные но обе стороны изделия резцовые патроны 29, кот-фые производят боковую строжку и выЛ;фают боковые канавки б (фиг, 3).
Помощью рукоятки 30 н рычагов 81 приподнимается для пропуска носа лыжи резиновый ведущий ролик 32, подающий и направляющий лыжу до конца, В случае запоздания подачи изделий преждевременно могли бы вступить в работу фасонные фрезы, отчего получился бы не на месте прямоугольный профиль.
Во избежание этого предусмотрена возможность останавливать вращение кулачковых барабанов, путем расцепления при помощи рукоятки 41 с хомутиком 40 сцепной муфты 39 с колесом 36.
Пр.едмет патента.
Станок для изготовления лыж, характеризующийся применением выгнутого по форме нижней поверхности лыжи и переставного цо высоте при цомощи болтов 8 стола 2 с направляющим гребнем 9 (фиг, 1,2) для нижней канавки а (фиг. 3) на лыже, выбираемой резцовым патроном 8 при подаче, заготовки (фиг, 5) ведущими валиками 5 и 10, могущими быть приподнятыми независимо друг от друга вручную при посредстве рычажных передач 6--7 и 11-12 и получающими 1вращение от сидящих свободно на приводном валу 58 и сцепляемых с ним зубчатой муфтой 55 зубчатого колеса 86 ъ цепного колеса 13, связанного цепью с колесами Jf5a, при каковой подаче заготовка от патрона 8 подводится сначала к сидящим па горизонтальной оси резцовым головкам 14 и 16, служащим для оформления верхней фигурной поверхности Ъ лыжи (фиг. 3 и 4) и получающим помимо вращения еще и поступательные возвратные перенещепия вместе с поддерживающими их опорами :Z6 и 27 при посредстве кулаков 21, 22 и заклиненных на валу 58 барабанов 5 с кулачными для них канавками, и затем напраБляекый ко второй паре ведущих валиков 28 п 82, по устройству и действию аналогичных валикам ;5 и 10 и служапщх для продвигания заготовок к резцовым патронам 55, предназначенным для обстрагивания боковых частей лыжи н выборки в них канавок с (фиг. Б).
-(.f..™«
}гда,
I
1.
iK, 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления древесной шерсти из горбылей, реек и др. обрезков | 1925 |
|
SU3730A1 |
| Фасонный токарный станок | 1930 |
|
SU26433A1 |
| Устройство для очистки водо-осветительных бассейнов от осадков | 1934 |
|
SU42477A1 |
| Предохранительная рукоятка для подъемных машин | 1926 |
|
SU3919A1 |
| Машина для проведения подземных галлерей | 1927 |
|
SU11087A1 |
| Машина для скручивания чайного листа | 1934 |
|
SU41779A1 |
| Автомат для фрезерования секториальных канавок в несколько проходов | 1929 |
|
SU16976A1 |
| КОПИРОВАЛЬНЫЙ СТАНОК ДЛЯ ДЕРЕВА | 1925 |
|
SU2809A1 |
| КОПИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ЛЫЖ, ПРОПЕЛЛЕРОВ И Т. П. | 1930 |
|
SU35107A1 |
| Водомерное устройство | 1935 |
|
SU49322A1 |