VJ-TTPA
кольцо 60, которое своим нижним торцом нажимает на ролики 40 толкателей 29. В свою очередь толкатели 29 тянут за собой вниз диск 22 с торшонирующими элементами 7. При этом штифты 92 диска 22 начинают выдавливать шарики 86 в криволинейных каналах 85 сухарей 84. Шарики 86 с противоположной стороны каналов 85 начинают давить на штыри 95 очистной пластины 27, поднимая ее. Стержни 23 торшонирующих элементов 7 скользят вдоль отверстий 52 очистной пластины 27, очищаясь от налипших на них отходов. В конце подъема очистная пластина 27 кратковременно прижимается к скребку 51, жестко закрепленному на крышке 42, в результате чего происходит очистка верхней плоскости очистной пластины 27 от слоя отходов обработки корешков книжных блоков, Когда нажимной ролик средства захвата сходит с ко- пира фигурного рычага 62, то всё узлы и детали узла 6 торшонирования возвращаются в исходное положение под действием пружин 83, 55 и 56. Книжный блок выходит из фрезерно-торшонирующего устройства, подвергнутый фрезерованию и торшонированию своего корешка, При дальнейшем перемещении средства захвата цепным транспортером происходят промазка корешка блока клеем, приклеивание обложки и выгрузка блока из автомата. Цикл очистки узла 6 торшонирования повторяется в дальнейшем, когда средство захвата, снабженное нажимным роликом, совершит полный оборот вместе с цепным транспортером. 2 з.п,ф-лы, 10 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционная машина для бесшвейного скрепления книжных блоков | 1989 |
|
SU1671474A1 |
| Автомат для бесшвейного скрепления книжных блоков | 1976 |
|
SU666108A1 |
| Многопозиционная машина для бесшвейного скрепления предварительно зажатых в контейнеры книжных блоков | 1958 |
|
SU119866A1 |
| АВТОМАТ ДЛЯ ЗАКЛАДКИ МЕЖДУ ЛИСТАМИ КНИГИ | 1967 |
|
SU204316A1 |
| СПОСОБ ПОДГОТОВКИ КОРЕШКА КНИЖНОГО БЛОКА К НАНЕСЕНИЮ КЛЕЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2102245C1 |
| Поточная линия для изготовления блоков тонких книг | 1983 |
|
SU1150096A1 |
| Автомат для бесшвейного скрепления книжных блоков | 1976 |
|
SU598777A1 |
| Машина для вставки книжного блока в переплетную крышку | 1980 |
|
SU962011A1 |
| Автоматическая поточная линия для изготовления книг | 1986 |
|
SU1426848A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ СЛОЖНОЙ | 1971 |
|
SU295676A1 |
Изобретение относится к полиграфии, а именно к устройствам для бесшвейного скрепления книжных блоков. Целью изобретения является повышение качества бесшвейного скрепления книжных блоков за счет обеспечения периодической автоматической очистки торшонирующих элементов от отходов обработки корешков книжных блоков. Автомат содержит цепной транспортер со средствами захвата, фрезерно-торшонирующее устройство 5, клеевой аппарат и устройство для подачи и приклейки обложек. Когда средство захвата, содержащее нажимной ролик, подходит к фрезерно-торшонирующему устройству, последний нажимает на копир фигурного рычага 62. Рычаг 62 поворачивается и опускает кольцо 60, которое своим нижним торцом нажимает на ролики 40 толкателей 29. В свою очередь толкатели 29 тянут за собой вниз диск 22 с торшонирующими элементами 7. При этом штифты 92 диска 22 начинают выдавливать шарики 86 в криволинейных каналах 85 сухарей 84. Шарики 86 с противоположной стороны каналов 85 начинают давить на штыри 95 очистной пластины 27, поднимая ее. Стержни 23 торшонирующих элементов 7 скользят вдоль отверстий 52 очистной пластины 27, очищаясь от налипших на них отходов. В конце подъема очистная пластина 27 кратковременно прижимается к скребку 51, жестко закрепленному на крышке 42, в результате чего происходит очистка верхней плоскости очистной пластины 27 от слоя отходов обработки корешков книжных блоков. Когда нажимной ролик средства захвата сходит с копира фигурного рычага 62, то все узлы и детали узла 6 торшонирования возвращаются в исходное положение под действием пружин 83, 55 и 56. Книжный блок выходит из фрезерно-торшонирующего устройства, подвергнутый фрезерованию и торшонированию своего корешка. При дальнейшем перемещении средства захвата цепным транспортером происходят промазка корешка блока клеем, приклеивание обложки и выгрузка блока из автомата. Цикл очистки узла 6 торшонирования повторяется в дальнейшем, когда средство захвата, снабженное нажимным роликом, совершит полный оборот вместе с цепным транспортером. 2 з.п. ф-лы, 10 ил.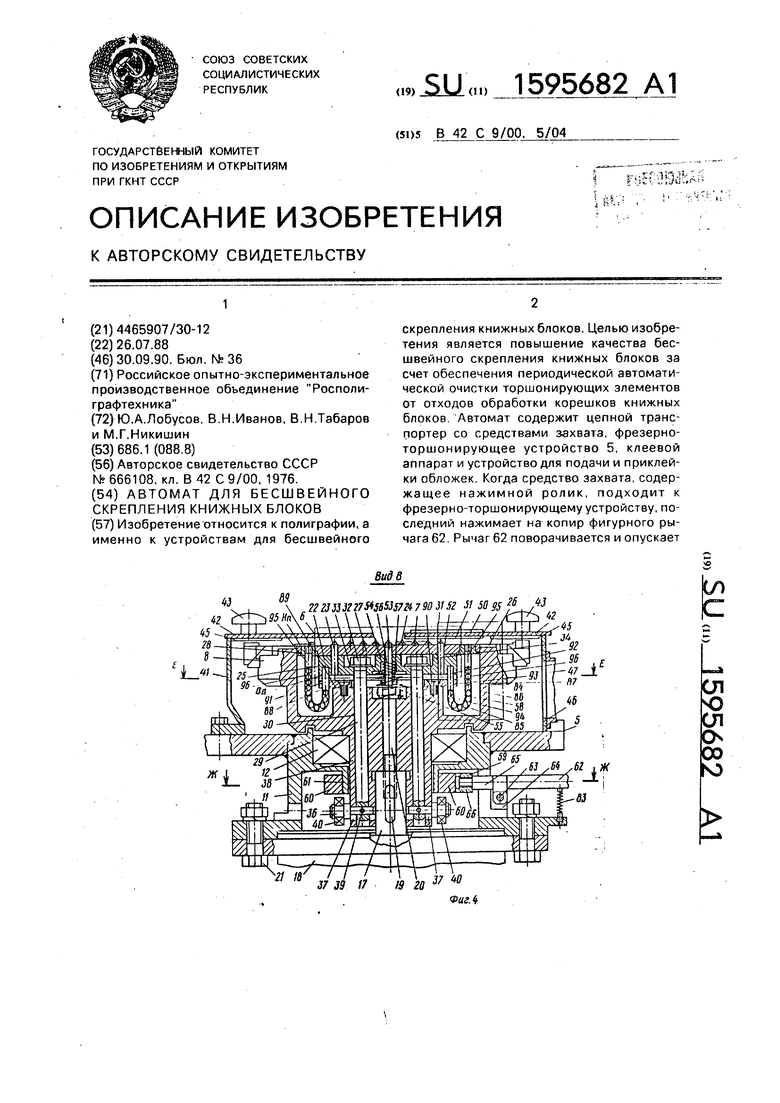
Изобретение относится к полиграфии, а именно к устройствам для бесшвейного скрепления книжных блоков.
Цель изобретения - повышение качества скрепления блоков за счет обеспечения периодической автоматической очистки торшонирующих элементов.
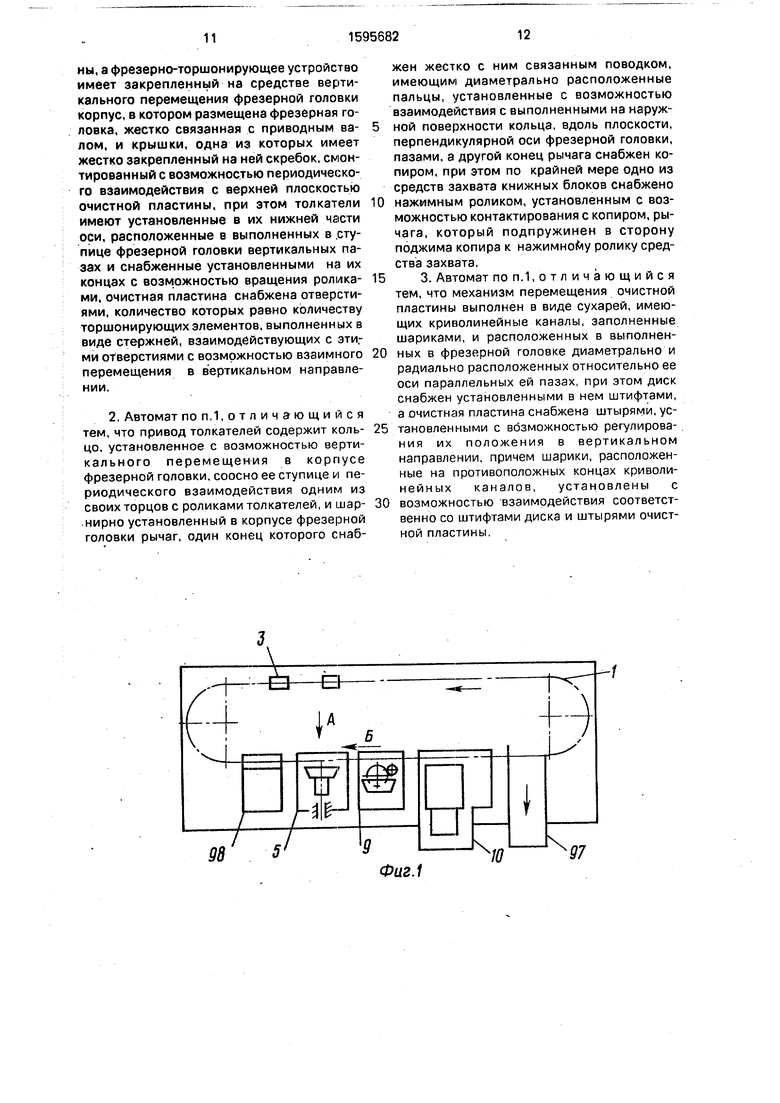
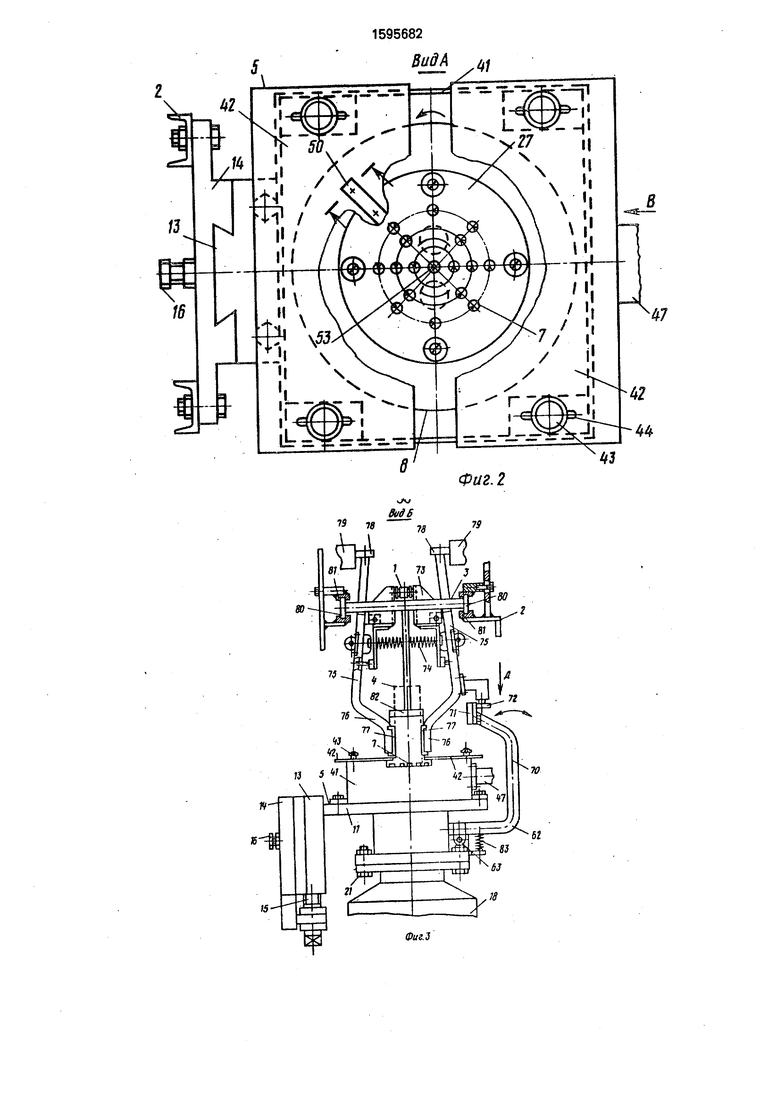
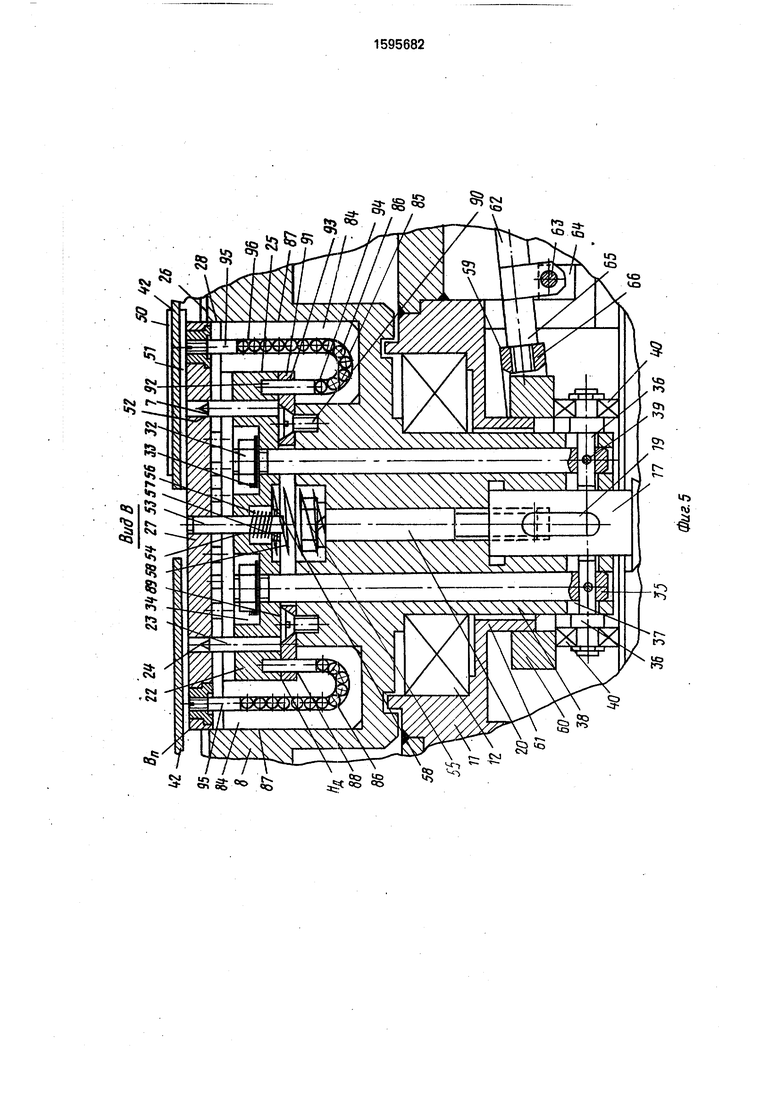
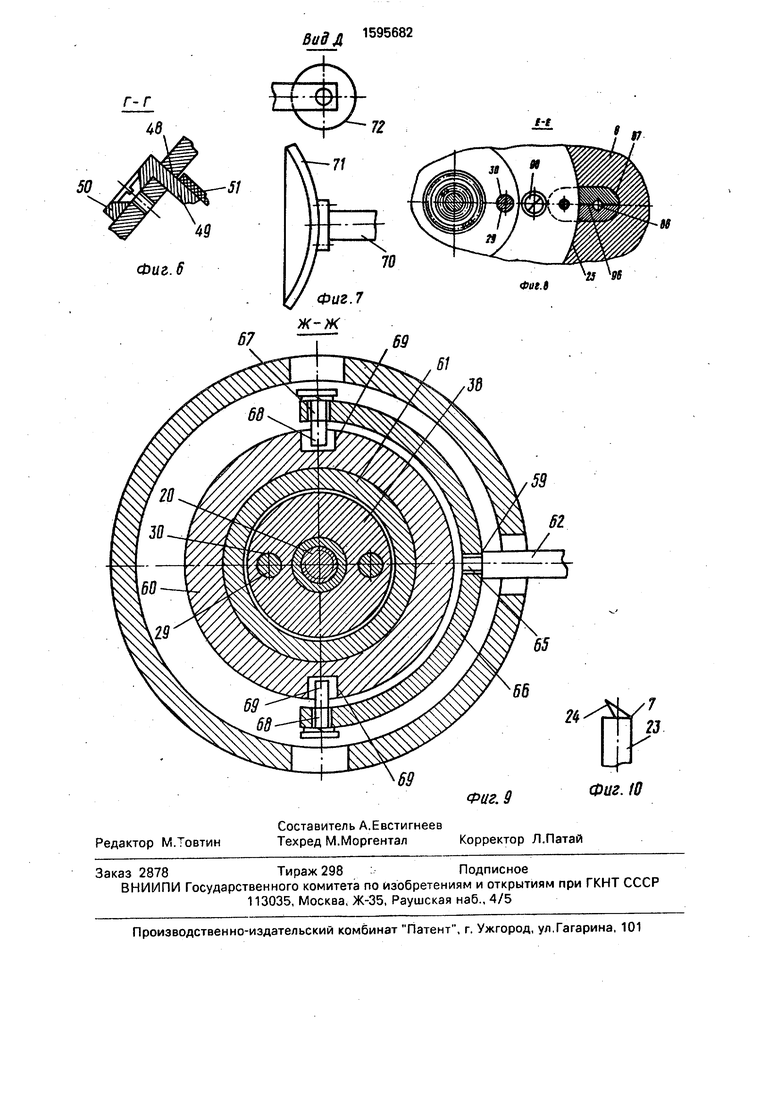
На фиг. 1 изображен автомат,общий вид; на фиг.2 - вид А на фиг.1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - вид В на фиг, 2; на фиг, 5 - очистная пластина и диск с торшонирующими элементами в раздвинутом положении; на фиг. 6 - сечение Г-Г на ф иг.2; на фиг. 7 - вид Д на фиг.3; на фиг. В - сечение Е-Е на фиг.4; на фиг. 9 - сечение Ж-Ж на фиг.4; на фиг. 10 - вариант выполнения режущей кромки торшонирующего элемента. Автомат содержит цепной транспортер 1, установленный на станине 2, со средствами 3 захвата книжных блоков 4. На станине 2 смонтировано также с возможностью перемещения в вертикальном направлении фрезерно-торшонируюа4ее устройство 5, которое содержит узел торшонированмя 6 с торшонирующими элементами 7 и фрезерную головку 8. В состав автомата входят также зак репленные на станине 2 клеевой аппарат 9 и устройство 10 для подачи и приклейки обложек, в состав которого вхо- . дят самонаклад для обложек и механизм их подъема и обжима на корешке блока (не показаны).
Фрезерная головка 8 размещена с воз- можнрстью вращения в корпусе 11 с помощью подшипника 12. Корпус 11 жестко закреплен на ползуне 13 фрезерно-торш нирующегго устройства 5, который установлен с возможностью вертикального переме- щения в направляющей 14, жестко закрепленной на станине 2. Перемещение ползуна 13 осуществляется посредством пары винт-гайка, из которой винт 15 установлен с возможностью вращения на направляющей 14 и зафиксирован от осевого перемещения любым известным спосо- бом, а роль гайки выполняет резьбовое отверстие в ползуне 13. Фиксация ползуна 13 в рабочем положении осуществляется винтом;16, снабженным контргайкой.
Фрезерная головка 18 жестко связана с приводным валом 17 электродвигателя 18 посредством шпонки 19 и фиксируется от осевого смещения с помощью болта 20. Электродвигатель 18 жестко закреплен на корпусе 11 устройства 5 болтами 21. Узел торшонирования 6 выполнен в виде диска 22 с жестко закрепленными в нем (например, запрессовкой) торшонирующими элементами 7, которые представляют собой стержни 23, верхние торцы которых скабже- ны режущими кромками 24. Диск 22 установлен с возможностью вертикального перемещения в цилиндрической полости 25, выполненной в верхнем торце 26 фрезерной
головки 8.
Узел торшонирования 6 снабжен также очистной пластиной 27, установленной с возможностью вертикального перемещения в выточке 28 цилиндрической полости 25 фрезерной головки 8, Узел торшонирования содержит, кроме того, толкатели 29, которые установлены с возможностью
вертикального перемещения в отверстиях 30, выполненных во фрезерной головке 8 параллельно ее оси и диаметрально расположенных относительно этой оси, и механизм 31 перемещения очистной пластины 27. Верхняя часть толкателей 29 выполнена резьбовой, снабжена гайками 32, законтренными от отворачивания шайбами 33, и взаимодействует с диском 22. При этом гайки 32 утоплены в отверстиях 34, выполнен- ных в диске 22. В нижней своей части толкатели 29 содержат жестко установленные в отверстиях 35 оси 36, расположенные в вертикальных пазах 37 ступицы 38 фрезерной головки 8. Оси 36 зафиксированы от смещения штифтами 39, а на наружных концах осей 36 установлены с возможностью вращения ролики 40, выполненные, например, в виде подшипников.
Фрезерно-торшонирующее устройство 5 снабжено каркасом 41, жестко закрепленным на корпусе 11. К каркасу 41 крепятся крышки 42, размещенные с возможностью возвратно-поступательного перемещения в горизонтальной плоскости и фиксации в ра- бочем положении с помощью фиксаторных винтов 43, проходящих через пазы 44, выполненные в крышках 42 и завернутые.в резьбовые отверстия платиков 45, жестко закрепленных на каркасе 41. В каркасе 41 выполнено отверстие 46, которое перекрывается жестко установленным патрубком 47, соединенным с отсосом (не показано) для вытяжки отходов обработки корешков блоков 4, На одной из крышек 42 выполнен радиальный паз 48, в котором размещена полка 49 уголка 50. жестко закрепленного на этой крышке. К полке 49 жестко крепится скребок 51, выполненный из неметаллического материала. Скребок 51 имеет возмож- ность периодически взаимодействовать с верхней плоскостью очистной пластины 27 в ее верхнем положении (Вп). Очистная пластина 27 может, кроме того, занимать другое крайнее положение - нижнее (Нп). Диск 22 также может занимать два крайних положения - верхнее (Вд) и нижнее (Нд).
-( Очистная пластина 27 снабжена отверстиями 52 по числу торшонирующих элементов 7, которые размещены в этих отверстиях 52 с возможностью перемещения в верти- калъном направлении. Очистная пластина 27 снабжена стержнем 53, жестко закрепленным в ее центральной части, причем стержень 52, в свою очередь, размещен в отверстии 54 в центре диска 22 с возможностью вертикального перемещения в нем, как в направляющей. Диск 22 подпружинен пружиной 55 в сторону очистной пластины 27 относительно фрезерной головки 8. Очистная пластина 27 подпружинена пружиной 56 относительно диска 22 с торшонирующими элементами 7 в сторону этого диска 22. При этом пружина 56 надета на стержень 53, размещена внутри пружины 55 и взаимодействует одним концом с шайбой 57, упирающейся в штифт 58 в нижнем конце стержня 53, а другим концом взаимодействует с нижней поверхностью диска 22.
Автомат, кроме того, снабжен приводом 59 перемещения толкателей 29 узла торшо- нирования 6. Привод 59 перемещения толкателей 29 выполнен в кольца 60, которое установлено с возможностью вертикального перемещения на цилиндрической направляющей части 61 корпуса 11 фрезерной головки 8 соосно ступице 38 фрезерной головки 8. Кольцо 60 имеет возможность периодического взаимодействия своим нижним торцом с роликами 40 толкателей 29. Привод 59 снабжен также фигурным рычагом 62, шарнирно установленным на оси 63, размещенной в стойках 64, жестко закрепленных на корпусе 11 фрезерной головки 8.
Один конец 65 рычага 62 жестко связан посредством резьбы с поводком 66, выполненным в виде полукольца, охватывающим кольцо 60. Поводок 66 снабжен жестко закрепленными на его концах.с помощью резьбы, диаметрально расположенными и законтренными от отворачивания любым известным способом пальцами 67. которые своими концами 68 взаимодействуют с пазами 69, выполненными на наружной поверхности пальца 60 вдоль плоскости, перпендикулярной оси фрезерной головки 8. Противоположный конец 70 фигурного рычага 62 снабжен копиром 71.
По крайней мере одно из средств захвата 3 блоков 4 цепного транспортера 1 снабжено нажимным роликом 72, имеющим возможность периодического взаимодействия с копиром 71 рычага 62. Нажимной ролик 72 крепится на одном из шарниров, подвешенных на каретке 73 и соединенных между собой посредством пружины 74 зажимных рычагов 75.На одном конце 76 рычагов 75 закреплены фиксирующие планки 77, а на другом ролики 78, имеющие возможность взаимодействия с нажимными клиньями 79, закрепленными на станине 2 в месте загрузки и выгрузки блоков 4. На каретке 73 захватов.3 раз.мещены ориентирующие ролики 80, расположенные в пазах направляющих 81, также закрепленных на станине 2. Для заталкивания блоков 4 в средства захвата 3 на каретке 73 закреплено средство 82 ввода книжных блоков 4. Рычаг 62 подпружинен пружиной 83 в сторону поджима
копира 71 к нажимному ролику 72 соответствующего средства захвата 3. Один конец пружины 83 связан для этого с рычагом 62, а второй соединен с корпусом 11 фрезерной
головки 8.
Механизм 31 перемещения очистной пластины 27 выполнен в виде Г-образных сухарей 84, снабженных криволинейными каналами 85. заполненными ша|эиками 86. Для облегчения изготовления каждый сухарь 84 выполнен из двух продольных половин и в каждой половине сухаря.84 выполнена своя половина криволинейного канала 85. Обе половины каждого сухаря 84 расположены в пазах 87, выполненных во фрезерной головке 8, диаметрально и ради- ально расположенных относительно этой оси фрезерной головки 8. Полка 88 выступающей части Г-образных сухарей 84 находится на одном уровне с дном 89 цилиндрической полости 25 в верхнем торце 26 фрезерной головки 8. К дну 89 цилиндрической полости 25 с помощью винтов 90 жестко крепится стопорное кольцо 91, которое своим нижним торцом и боковой поверхностью фиксирует сухари 84 от смещения в любой плоскости. Диски 22 снабжены жестко закрепленными в них штифтами 92 по числу сухарей 84, которые пропущены сквозь отверстие 93 в стопорном кольце 91. Противоположные концы штифтов 92 входят в прямую часть 94 криволинейных каналов 85 сухарей 84, находящуюся под стопорным кольцом 91, и взаимодействуют с крайними шариками 85, находящимися в этих прямых частях 94 криволинейных каналов 85.
Очистная пластина 27 снабжена штырями 95 по числу сухарей 84. Штыри 95 установлены на резьбе и поэтому имеют возможность регулировки своего положения в вертикальном направлении, что позволяет повысить надежность работы всего устройства: Противоположные концы штырей 95 входят в прямолинейные части 96 криволинейных каналов 85, расположенные под очистной пластиной 27 и взаимодействуют своими торцами с крайними шариками 86 этих прямолинейных частей 96.
Элементы электроавтоматики автомата для бесшйейного скрепления книжных блоков не показаны. Прошедшие через автомат книжные блоки 4 отводятся выводным транспортером 97. В случае необходимости автомат может быть снабжен вибратором 98.
Автомат работает следующим образом. Перед началом работы автомата осуществляют регулировку фрезерно-торшониру. ющего устройства и, при необходимости, других узлов и механизмов автомата.
Регулировки, которым подвергается фрезерно-торшонирующее устройство 5, за- ключаются в следующем. Отворачивают винты 43 и сдвигают крышки 42 симметрично относительно оси устройства 5, параллельной оси цепного транспортера 1,таким образом, чтобы обеспечить зазор между 0 крышками 42, соответствующий толщине обрабатываемых блоков 4. При этом пазы 44 крышек 42 смещаются относительно фикси- РУЮ1ЩИХ винтов 43. После чего винты 43 затягиваются, фиксируя крышки 42 в этом 5 положении.
Затем вращением винта 15 устанавливают требуемое положение фрезерно-тор- шонирующего устройства по высоте, за счет перемеш,ения ползуна 13 с установленным 0 на нем устройством 5 по направляющей 14. После чего затяжкой винта 16с контргайкой ползун 13 окончательно жестко фиксируется в рабочем положении. Перед началом работы диск 22 узла торшонирования 6 на- 25 ходится в крайнем верхнем положении (Вд), а очистная пластина 27 находится в крайнем нижнем положении (Нп).
После этого включается привод (не показан) цепного транспортера и при подходе 30 очередной каретки 73 к месту загрузки ролики 78 попадают на нажимные клинья 79, которые отклоняют их. При этом.рычаги 75 поворачиваются преодолевая усилие пружины 74, и фиксирующие планки 77 расхо- 35 дятся. В таком положении поступающие с листоподборочной машины скомплектованные книжные блоки захватываются средством ввода книжных блоков 4 и устанавливаются между фиксирующими 40 планками 77. При дальнейшем перемещении ролики 78 сходят с нажимных клиньев 79 и средства 3 захвата под действием пружин 74- закрываются, фиксируя блок 4. В зажатом состоянии блок 4 поступает к фрезерно-тор- 45 шонирующему устройству 5, которое производит обработку, т.е. фрезерование и торшонирование корешка блока 4.
При этом, если средство 3 захвата блоков 4, подходящее к фрезерно-торшонирующему 50 устройству 5 снабжено нажимным роликом 72, то работа фрезерно-торшонирующего устройства осуществляется следующим образом.
Когда нажимной ролик 72 находит на 55 копир 71, фигурный рычаг 62 привода 59 перемещения толкателей 29 поворачивается влево вокруг оси 63 и растягивает пружину 83. При этом конец 65 фигурного рычага 62 начинает опускаться и, воздействуя через поводок 66 и закрепленные на его концах пальцы 67 на кольцо 60, смещает его вниз по направляющей части 61 корпуса 11. При этом кольцо 60 вступает во взаимодействие с роликами АО толкателей 29. размещенных в отверстиях 30 фрезерной головки 8, которая бращается с рабочей скоростью от электродвигателя 18.
Толкатели 29, опускаясь, тянут за собой диск 22 узла торшонирования 6. который, опускаясь, сжимает пружину 55. При этом штифты 92, запрессованные в диске 22, давят на шарики 86. находящиеся в криволинейных каналах 85 сухарей 84. В результате штифты 92 входят в прямолинейные части 94 криволинейных каналов 85 и выдавливают шарики 86, заставляя их перемещаться по каналу 85. Шарики 86 при этом, поднимаясь по прямолинейной части 96 криволинейных каналов 85 выжимаются вверх и, надавливая на штыри 95. размещенные в очистной пластине 27, поднимают ее в верхнее положение (Вп), в Котором она своей верхней плоскостью кратковременно поджимается к скребку 51, производящему очистку ее от налипших отходов обработки корешков блоков 4. Штыри 95, кроме того, удерживают очистную пластину 27 в этот момент, от проворачивания, так как в момент контакта ее со скребком 51 на нее кратковременно воздействует крутящий момент. При этом имеет место обоюдное перемещение торшонирующих элементов 7 вниз и отверстий 52 диска 22 вверх, в результате чего стержни 23 торшонирующих элементов 7 с их режущими кромками 24 утапливаются в отверстиях 52, не препятствуя очистке верхней плоскости очистной пластины 27. Кроме того, при взаимном расхождении вверх и вниз, соответственно, ОЧИСТНОЙ пластины 27 и диска 22, происходит сжатие пружины 56.
Отходы обработки корешков блоков 4 отсасываются с помощью пневмоотсоса (не показан) через патрубок 47. После схода нажимного ролика 72 с копира 71 рычаг 62 под действием пружины 83 возвращается в исходное положение, кольцо 60 поднимается, освобождая от нажима ролики 40 толкателей 29. Диск 22 вместе с толкателями 29 поднимается под действием пружины 56. Очистная пластина 27 опускается. В результате все механизмы фрезерно-торшонирую- щего устройства 5 возвращаются в исходное положение. Поскольку длина копира невелика по сравнению с длиной блока 4, операция очистки верхней плоскости очистной пластины 27 длится недолго, так что качество фрезерования и торшонирования
корешка блока 4, находящегося в этом средстве захвата 3, практически не страдает.
После фрезерования и торшонирования корешок блока 4 проклеивается клеевым
5 аппаратом 9 и при дальнейшем движении средства захвата 3 блок 4 поступает на устройство 10 для подачи и приклейки обложек. После позтапного прохода всех операций средство захвата 3 поступает на позицию
0 разгрузки, где ролики 78 набегают на нажимные клинья 79, рычаги 75, преодолевая усилие пружины 74, расходятся и готовое изделие выпадает на выводной транспортер 97 и выводится из автомата.
5 Если нажимной ролик 72 установлен только на одном средстве захвата 3. то обработка корешков блока 4, находящихся в других средствах захвата 3, происходит без проведения операции очистки. И лишь ког0 да средство захвата 3 с нажимным роликом 72 совершает полный оборот вместе с цепью цепного транспортера 1. операция очистки фрезерно-торшонирующего устройства повторится.
5
Формула изобретения
1, Автомат для бесшвейного скрепления книжных блоков, включающий установлен0 ные на станине цепной транспортер со
средством захвата .снижных блоков, фрезерно-торшонирующее устройство, содер. жащее узел торшонирования с фрезерной
головкой и торшонирующими элементами и
5 средство вертикального перемещения фрезерной головки, клеевой аппарат и устрой- Ч;тводля подачи и приклейки обложек, от- личающийся тем, что, с целью повышения качества скрепления за счет обеспече0 ния периодической автоматической очистки торшонирующих элементов, узел торшонирования содержит установленный с возможностью вертикального перемещения в выполненной в верхнем торце фрезерной
5 головки цилиндрической полости и подпружиненный относительно фрезерной головки .в сторону книжного блока диск, на котором жестко закреплены торшонирующие элементы, установленную с возможностью вер0 тикального перемещения в выполненной в цилиндрической полости фрезерной головки выточке и подпружиненную относительно диска очистную пластину, толкатели с приводом, установленные с возможностью
5 вертикального перемещения в выполненных в фрезерной головке параллельных и диаметрально расположенных относительно центральной ее оси отверстиях и взаимодействия своей верхней частью с диском, и механизм перемещения очистной пластины, а фрезерно-торшонирующее устройство имеет закрепленный на средстве вертикального перемещения фрезерной головки корпус, в котором размещена фрезерная головка, жестко связанная с приводным ва лом, и крышки, одна из которых имеет жестко закрепленный на ней скребок, смонтированный с возможностью периодического взаимодействия с верхней плоскостью очистной пластины, при зтом толкатели имеют установленные в их нижней части оси, расположенные в выполненных в ступице фрезерной головки вертикальных пазах и снабженные установленными на их концах с возможностью вращения роликами, очистная пластина снабжена отверстиями, количество которых равно количеству торшонирующих элементов, выполненных в виде стержней, взаимодействующих с эти,- ми отверстиями с возможностью взаимного перемещения в вертикальном направлении.
жен жестко с ним связанным поводком, имеющим диаметрально расположенные пальцы, установленные с возможностью взаимодействия с выполненными на наруж- 5 ной поверхности кольца, вдоль плоскости, перпендикулярной оси фрезерной головки, пазами, а другой конец рычага снабжен копиром, при этом по крайней мере одно из средств захвата книжных блоков снабжено 10 нажимным роликом, установленным с возможностью контактирования с копиром, рычага, который подпружинен в сторону поджима копира к нажимно |у ролику средства захвата.
15 3. Автомат по п.1, о т л ич а ю щи и с я тем, что механизм перемещения очистной пластины выполнен в виде сухарей, имеющих криволинейные каналы, заполненные шариками, и расположенных в выполнен- 20 ных в фрезерной головке диаметрально и радиально расположенных относительно ее оси параллельных ей пазах, при этом диск снабжен установленными в нем штифтами, а очистная пластина снабжена штырями, ус- 25 тановленными с возможностью регулирования их положения в вертикальном направлении, причем шарики, расположенные на противоположных концах криволинейных каналов, установлены с 30 возможностью взаимодействия соответственно со штифтами диска и штырями очистной пластины.
Q7
Фиг.1
IS
Фаг. 2
Фиг.3
IT «vj
t
ЧЭ
Г-Г
17
Фиг, 9
| Автомат для бесшвейного скрепления книжных блоков | 1976 |
|
SU666108A1 |
| кл | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
