Изобретение относится к технологии производства очковых оправ и предназначено для фрезерования внутреннего контура рамки целлулоидной очковой оправы.
Известно устройство для фрезерования деталей сложной конфигурации по внутреннему контуру, содержащее механизм поштучной выдачи заготовок, механизм для их шагового перемещения, зажимы для фиксации положения заготовок, копирные фрезерные головки и съемник готовых деталей.
Целью предлагаемого изобретения является создание такого автомата для фрезерования внутреннего контура рамки очковой оправы, который позволит повысить производительность труда и улучшить качество обрабатываемого контура.
Отличительными особенностями предлагаемого устройства являются попарно связанные в блоки головки, имеющие индивидуальные приводы на врезание и подачу на контур, позволяющие производить черновую и чистовую обработку контура на разных позициях одновременно. Подача деталей на позицию обработки осуществляется с помощью штангового транспортера с подпружиненными толкателями.
Планки с копирами установлены на направляющих и регулируются на любое межцентровое расстояние при помощи микрометрических винтов. Штанговые накопители, ориентированно собирающие обработанные детали, упрощают да.тьнейщую автоматизацию процесса обработки очковых оправ.
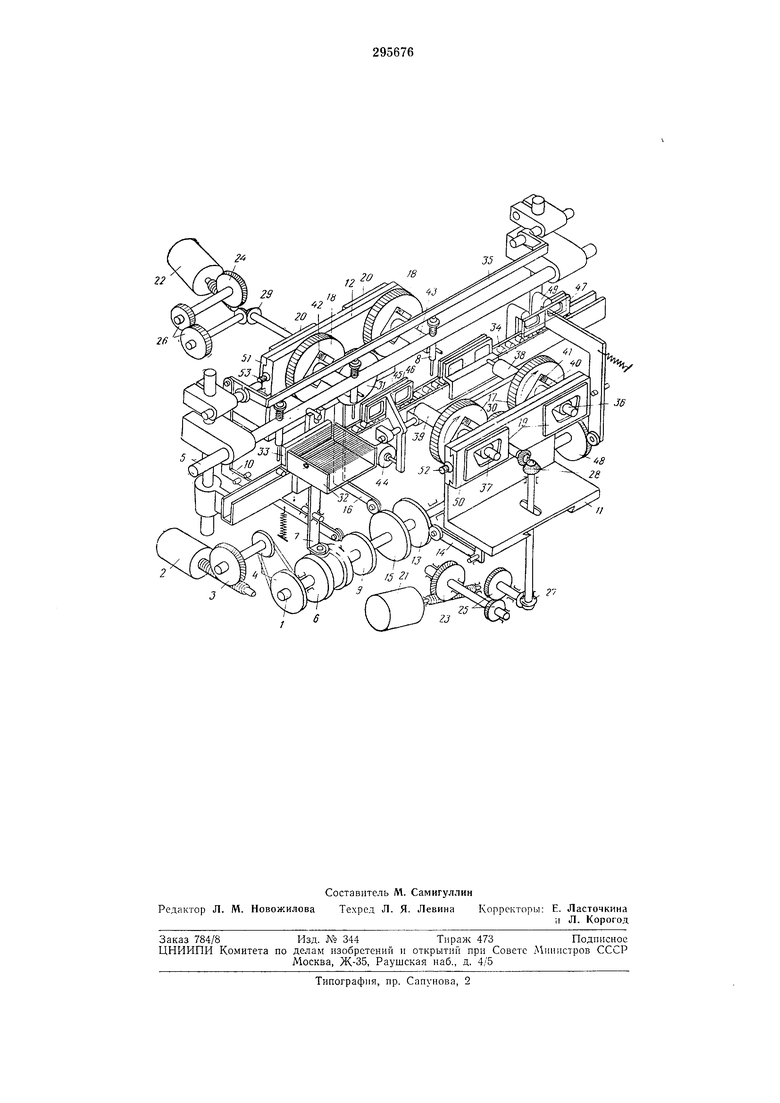
Сущность изобретения поясняется чертежом, изобрал ающим кинематическую схему автомата.
Автомат для фрезерования внутреннего контура рамки очковой оправы состоит из следующих основных частей: станины с приводами и кулачковым валом; загрузочного бункера, механизма подачи заготовок, блока фрезерных головок, механизма зажима заготовок, механизмов нодачи фрезерных головок.
Кулачковый вал 1 служит для обеспечения цикла работы автомата и расположен внутри станины на подшипниковых опорах. Вращение на кулачковый вал передается от двигателя 2 через червячный редуктор 3 и цепную передачу 4.
Механизм подачи заготовок смонтирован на верхней плите станины. Штанговый транспортер 5 получает перемещение от кулачка 6 через рычаг 7. Опускание толкателей 8 транспортера осуществляется от кулачка 9 через рычаг 10.
рованы на верхней нлите станины на направляющих.
Перемещение блока // на врезание осуществляется от кулачка 13 через рычаг 14, а блока 12 от кулачка 15 через рычаг 16. Вращение на новодковые щестерни 17 и 18, заставляющие головки перемещаться по контуру копиров 19 и 20, передается от двигателей 21 и 22 через червячные редукторы 23 и 24, 25 и 26, конические зубчатые пары 27, 28, 29 и т. д. и щестерни 30, 31.
Работа на автомате производится следующим образом.
В бункер 32 вертикально укладываются прямоугольные заготовки. Заготовки под действием груза все время прижимаются к передней стенке 33 бункера, откуда но одной захватываются толкателями 8 щтангового транспортера 5 и по направляющим перемещаются па позицию обработки. Нижние панравляющие 34 - роликовые, это обеспечивает легкость перемещения заготовки и улучщает отвод стружки с позиции обработки.
Штанговый транспортер имеет поднружнненные толкатели, которые постоянно находятся в крайнем верхнем положении. Перед подачей заготовки из бункера к позиции обработки рычаг 10 под действием кулачка 9 и рычага 35 опускает толкатели, и транспортер захватывает заготовку и перемещает ее на таг.
На первой рабочей позиции производится черповая обработка контура, в то же время на ьторой рабочей позиции производится чистовая обработка контура.
На рабочей позиции происходит одновременная обработка двух отверстий двумя фрезерными головками,
Обработка контуров ведется по копирам. Копиры 19 смонтированы на корпусе блока, и щупы 36 и 37, закрепленные на головках 38 и 39, вводятся в копиры 19. Сами головки 38 и 39 заключены в сухари 40, вводятся в поводковые щестерни 17 и под действием нружин 41 все время прил имаются к копиру. Поводковые щестерни 17, вращаясь, заставляют
головки 55 и 39 соверщать обход но профилю копиров. Подача врезания осуществляется от кулачков 13 и 15 через рычаги 14 и 16, нричем оба блока движутся одновременно. В нравом блоке головка 39 - черновая, головка 38 - чистовая, в левом блоке головка 42 - черновая, головка 43 - чистовая.
При движении блоков на врезание происходит зажим заготовки. От кулачка срабатывает воздухораспределитель, который подает воздух в пневмоцилиндры 44 зажима, и заготовка зажимается между подвижной 45 и неподвижной 46 губками.
После чистовой обработки деталь транспортером перемещается на позицию выгрузки, где с помощью толкателя 47, действующего от кулачка 48, надевается на щтанговые накопители 49. Регулировка на необходимое межцентровое расстояние производится перемещением планок 50 и 51 с копирами нри помощи микрометрических винтов 52 и 53.
Предмет изобретения
1. Устройство для фрезерования деталей сложной конфигурации по внутреннему контуру, содержащее механизм нощтучной выдачи заготовок, механизм для их щагового перемещения, зажимы для фиксации положения
заготовок, копирные фрезерные головки и съемник готовых изделий, отличающееся тем, что, с целью повыщения производительности и качества обработки, фрезерные головки с копирами попарно объединены в блоки и установлены по обе стороны механизма щагового перемещения заготовок, выполненного в виде щтангового транспортера с подпружиненными толкателями, взаимодействующего посредством рычажной системы с кулачковым
распределительным валом.
2. Устройство по п. 1, отличающееся тем, что, с целью ориентированного сбора деталей после обработки, на позиции выгрузки установлен щтанговый накопитель, кинематически связанный с кулачковым распределительным валом устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1971 |
|
SU288988A1 |
| Агрегат для производства трикотажных язычковых игл | 1959 |
|
SU125793A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| Фрезерный станок для обработки деревянных заготовок | 1988 |
|
SU1630884A1 |
| Устройство для фрезерования шарниров очковых оправ из профильного проката | 1983 |
|
SU1117146A1 |
| Способ фрезерования поверхностей заготовок и обрабатывающий центр для его осуществления | 2014 |
|
RU2615387C2 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |