Изобретение относится к керамической промьшшенности, преимущественно к изготовлению абразивов, и может . быть использовано для изготовления дробильных дисков и облицовочных материалов в машинах для дробления резины, дерева и других материалов.
Цель изобретения - упрощение технологии за счет исключения обжига и i повышение прочности.
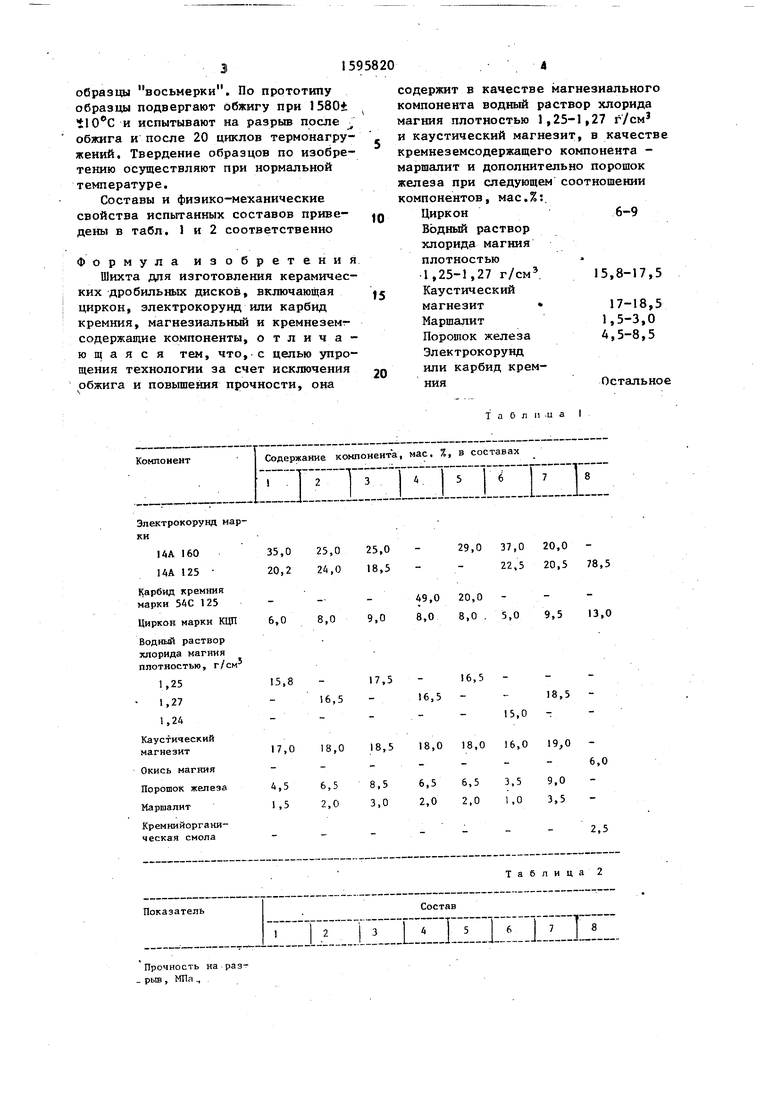
П р и м е р. В составе смесей для керамического материала используют карбид кремния марки 54С, отвечающий т ребованиям ГОСТ 26327-84, злектро- Корунд марки 24А, отвечающий требованиям ОСТ2 МТ7 1-5-84, зернистости 160, 125 .(ГОСТ 3647-80), либо смесь указанных материалов. Железный порошок используют марки ПЖ4С в соответ- с ГОСТ 9849- 6, циркон (ZrSi04) - , в соответствии с ОСТ 48-82-81, каустический магнезит марки МПК-83 предварительно про каленный при 300-350 С .в течение 1,5-2,0 ч. Хлористый магний, отвечаюпу1Й требованиям ГО СТ 7759-73, растворяют в воде дo..плoтJн;o- cти раствора 1,25-1,27 г/см, маршалит используют в соответствии с ГОСТ 9077-82, при его следующем химическом составе, мас.%: кремнезем не менее 98; окись железа 0,05-0,15; окись алюминия 0,5-1,0; окись кальция 0,5-1,0; металлическое железо 0,05-0,25. Дня определения предела прочности на разрьш изготавливают из смесей по прототипу и по изобретению
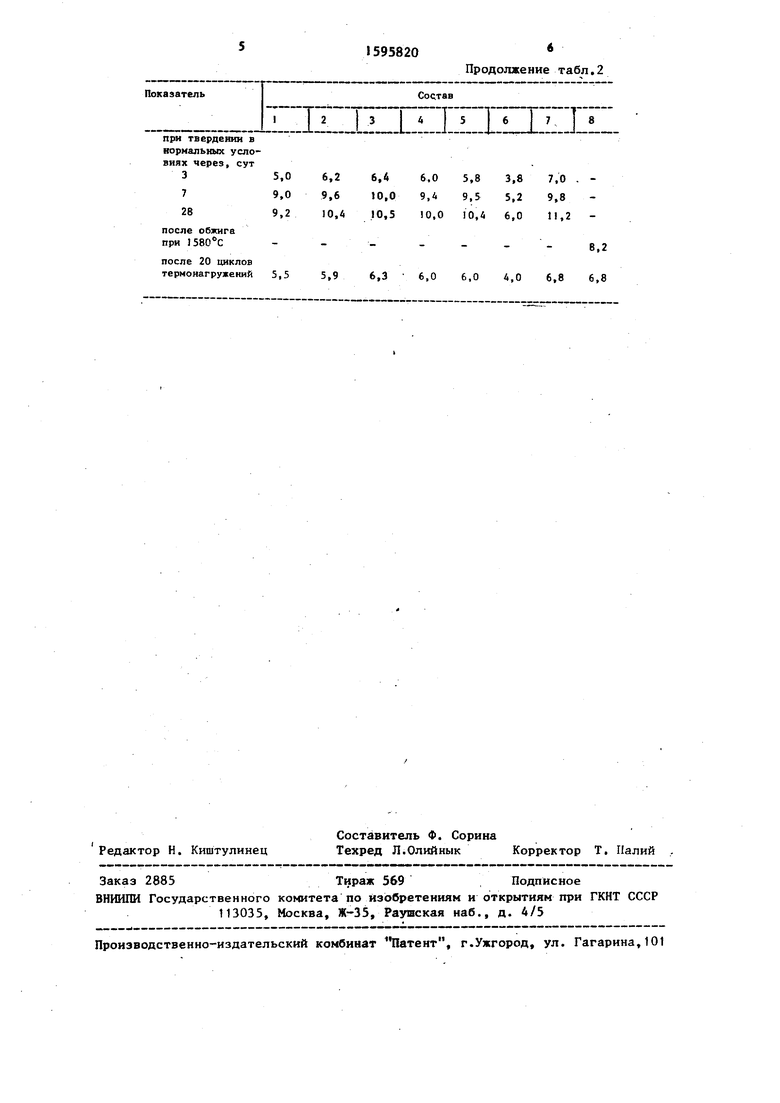
образцы восьмерки. По прототипу образцы подвергают Обжигу при 1580 и испытывают на разрыв после обжига и после 20 циклов термонагру- жеиий. Твердение образцов по изоб1 е- тению осуществляют при нормальной температуре.
Составы и физико-механические свойства испытанных составов приве- дены в табл. 1 и 2 соответственно
Формула изобретения Шихта дпя изготовления керамических дробильных дисков, включающая циркон, электрокорунд или карбид кремния, магнезиальный и кремнеземт- содержащие компоненты, отличающаяся тем, что, с целью упрощения технологии за счет исключения обжига и повыщения прочности, она
содержит в качестве магнезиального компонента водный раствор хлорида магния плотностью 1,25-1,27 г/см и каустический магнезит, в качеств кремнеземсодержащего компонента - маршалит и дополнительно порошок железа при следующем соотношении компонентов, мае.%:,
Циркон
Водный раствор
хлорида магния
плотностью
1,25-1,27 г/см .
Каустический
магнезит
Маршалит
Порошок железа
Электрокорунд
или карбид кремнияОстально
т а о л и .ц а I
6-9
15,8-17,5
17-18,5 1.5-3,0 4,5-8,5
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ НА ОСНОВЕ МАГНЕЗИАЛЬНОГО ВЯЖУЩЕГО | 2001 |
|
RU2246464C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА МАГНЕЗИАЛЬНОЙ ОСНОВЕ | 2009 |
|
RU2415099C1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1994 |
|
RU2076038C1 |
| ПЕНОБЕТОН НА МАГНЕЗИАЛЬНОМ ВЯЖУЩЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2103242C1 |
| МОДИФИКАТОР МАГНЕЗИАЛЬНОГО СОСТАВА ДЛЯ КОНВЕРТЕРНОГО ШЛАКА И СПОСОБ МОДИФИЦИРОВАНИЯ КОНВЕРТЕРНОГО ШЛАКА | 2009 |
|
RU2404262C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ ПОЛЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ ЛИТЬЕМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2018 |
|
RU2691435C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2078678C1 |
| Шихта для изготовления огнеупоров | 1982 |
|
SU1058940A1 |
| Масса для изготовления абразивного инструмента | 1983 |
|
SU1151442A1 |
| Способ получения пористой спеченной магнезии, шихты для получения грубокерамического огнеупорного изделия с зернистым материалом из спеченной магнезии, изделия такого рода, а также способы их получения, футеровки промышленной печи и промышленная печь | 2018 |
|
RU2752414C2 |
Изобретение относится к керамической промышленности, преимущественно к изготовлению абразивов, и может быть использовано для изготовления дробильных дисков и облицовочных материалов в машинах для дробления резины, дерева и других материалов. Целью изобретения является упрощение технологии за счет исключения обжига и повышения прочности. Изобретение реализуют путем использования керамического материала из циркона 6-9%, каустического магнезита 17-18,5%, водного раствора хлорида магния плотностью 1,25-1,27 г/см 3 15,8-17,5%, маршалита 1,5-3,0%, порошка железа 4,5-8,5%, электрокорунда или карбида кремния - остальное. Керамический материал твердеет при нормальной температуре и не требует высокотемпературного обжига. 1 табл.
6,0 8,0 9,0
- 16,5
-
17,0 18,0 18,5
- - 4,5 6,5 8,5 1,5 2,0 3,0
- Показатель
Прочность на раз- . рьш , МПа .,
9,5 13,0
16,5
16,5
18,5
15,0
18,016,019,0 ---6,0
2,01,03,5
--- 2,5
Таблица2
Состав
LJIII Il JПоказатель
I
5,0
.IjLlLj..Zil
6,2 9.6
5,5
10,4 10,5 0,0 10,4 6,0 11,2 - ------8,2
5,96,3 6,0 6,0 4,0 6,8 6,8
Продолжение табл.2
Состав
