Изобретение относится к переработ- ке эластомеров и может быть использовано для принудительной усадки по-, имерного материала, в частности шпри-j цованных резиновых заготовок шинного производства.
Цель изобретения - повьшение качества обработки полимерного материаа.10 На фиг.1 изображено предлагаемое устройство, обшзнй вид; на фиг.2 - узел I на фиг.1; на фиг.З - вид А на фиг.2; на фиг.4 - сечение Б-Б на фиг.1; на фиг.5 - вид линии, в кото- t5 рой может быть установлено предлагае- мое устройство.
Устройство содержит смонтированную в защитном кожухе 1 камеру 2, заполненную рабочей средой и снабженную 20 верхней плитой 3, по торцам которой выполнены продольные направляющие пазы 4. В камере 2 выполнены щелевые отверстия 5, которые образованы плоски- мрт элементами 6 с У-образными передни-:5 ми и задними стенками 7 и 8. Элементь 6 смонтированы в направляющих пазах 4 и снабжены приводом для их перемещения, выполненным в виде электропривода 9, кинематически связанного с ним ю ходового винта 10. На элементах 6 жестко закреплены с их нерабочей стороны стяжки 11 для их связи с гайками 12 ходового винта 10. Сверху вдоль камеры 2 жестко закреплено транспортирующее средство 13, например рольганг, состоящий из ряда роликов уменьшающегося по ходу полимерного мате.риала ,. диаметра..
I40
С целью обеспечения равномерного
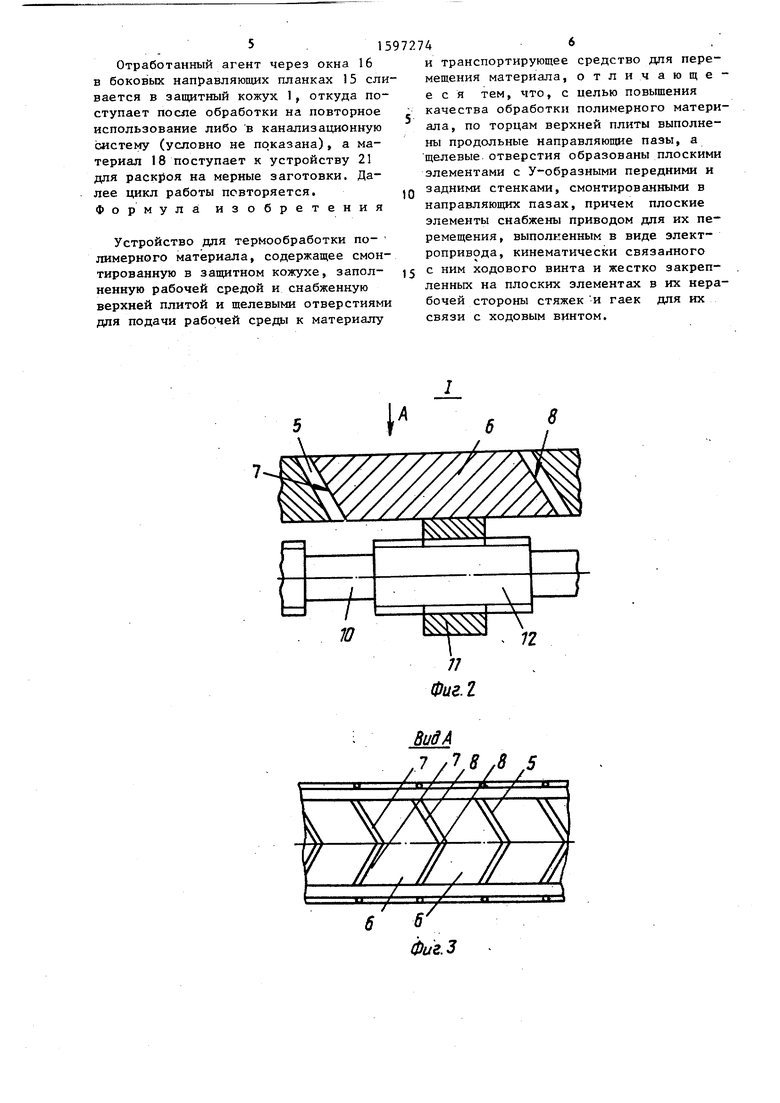
распределения давления жидкой рабочей среды внутри камеры 2, она выполнена в виде усеченного конуса. При этом расход жидкости регулируется венти- 45 лем 14. Для ориентации полимерного материала в процессе перемещения на несущей поверхности плиты 3 вдоль всего участка усадки вьтолнены направляющие боковые планки 15 с окнами 16 дпя от- JQ вода отработанной жидкости. Отвод от-t работанной рабочей среды, с целью последующего ее использования в системе замкнутого цикла, осуществляется через сливное отверстие 17 в защитном кожухе 1. Зоны соприкосновения плоскцх элементов 6 с плитой 3 .и стенками камеры 2, с целью повьш1ения их герметичности, выполнены с уплотнителями (
.
5 Q
ловно не показаны) либо обработаны гидрофобной смазкой.
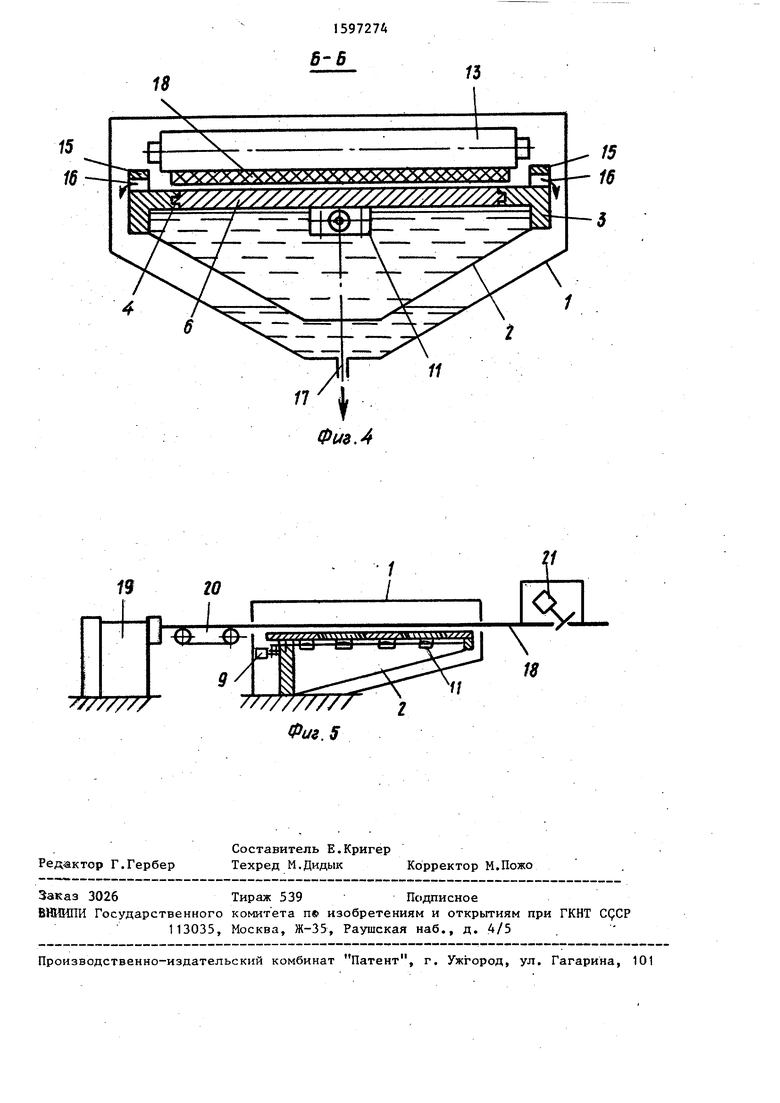
Функционирование устройства показано на примере работы протекторного аг- герата дпя изготовления профилированных заготовок из полимерного материала.
Полимерный материал 18, выходящий из головки червячного пресса 19 (фиг.5), поступает по приводному транспортеру 20 через загрузочное ответс- тие (условно не показано) в защитном кожухе.1 устройства на-несущую поверхность плиты 3 камеры 2. В камеру 2 через трубопровод подается жидкая рабочая среда, например вода, которая через щелевые отверстия 5 попадает под материал 18 и создает здесь гидродинамическую прослойку.
Находясь во взвешенном состоянии, полимерный материал I8 прижимается к роликам жестко закрепленного при- 1ВОДНОГО рольганга 13,-действие кото- рого основано на торможении. Первый ролик рольганга движется со скоростью приводного транспортера 20, а каждый последующий ролик движется медленнее предшествующего за счет того, что длина его окружности меньше, чем у каждого предыдущего ролика, а число оборотов равное.
Струи жидкого агента, поступающие из щелевых отверстий 5, направлены под углом навстречу протягиваемому посредством приводного рольганга 13 полимерному полотну материала 18. Си- ла, с которой пЪлимерный материал 18 прижимается к элементам усадочного рольганга, пропорциональна тормозящему усилию в гидродинамической прослойке. Оно регулируется расходом рабочей среды и (или) изменением проходного сечения щелевых отверстий 5. Последнее достигается продольным перемещением плоских элементов 6 в направляющих пазах 4 плиты 3 за счет вращения ходового винта 10 в стяжках 11.
При вращении ходового винта 10 величина перемещения каждой парь; плоских элементов 6 различается на величину изменения ширины щелевого отверстия 5 между ними.
Изменением проходного сечения отверстий 5 позволит равномерно регулировать силу динамического воздействия прослойки рабочей среды на материал 18, как и силу его прижатия к элементам, транспортирующего устройства 13.
Отработанный агент через окна 16 в боковых направляющих планках 15 сливается в защитный кожух 1, откуда поступает после обработки на повторное использование либо в канализационную систему (условно не показана), а материал 18 поступает к устройству 21 дпя раскроя на мерные заготовки. Далее цикл работы повторяется. Формула; изобретения
Устройство дпя термообработки по- лимерного материала, содержащее смонтированную в защитном кожухе, заполненную рабочей средой и снабженную верхней плитой и щелевыми отверстиями для подачи рабочей среды к материалу
и транспортирующее средство для перемещения материала, отличающееся тем, что, с целью повышения
качества обработки полимерного матери- ала, по торцам верхней плиты выполнены продольные направляющие пазы, а щелевые отверстия образованы плоскими элементами с У-образными передними и
. задними стенками, смонтированными в направляющих пазах, причем плоские элементы снабжены приводом для их перемещения, выполненным в виде электропривода, кинематически связанного
f с ним ходового винта и жестко закрепленных на плоских элементах в их нерабочей стороны стяжек и гаек для их связи с ходовым винтом.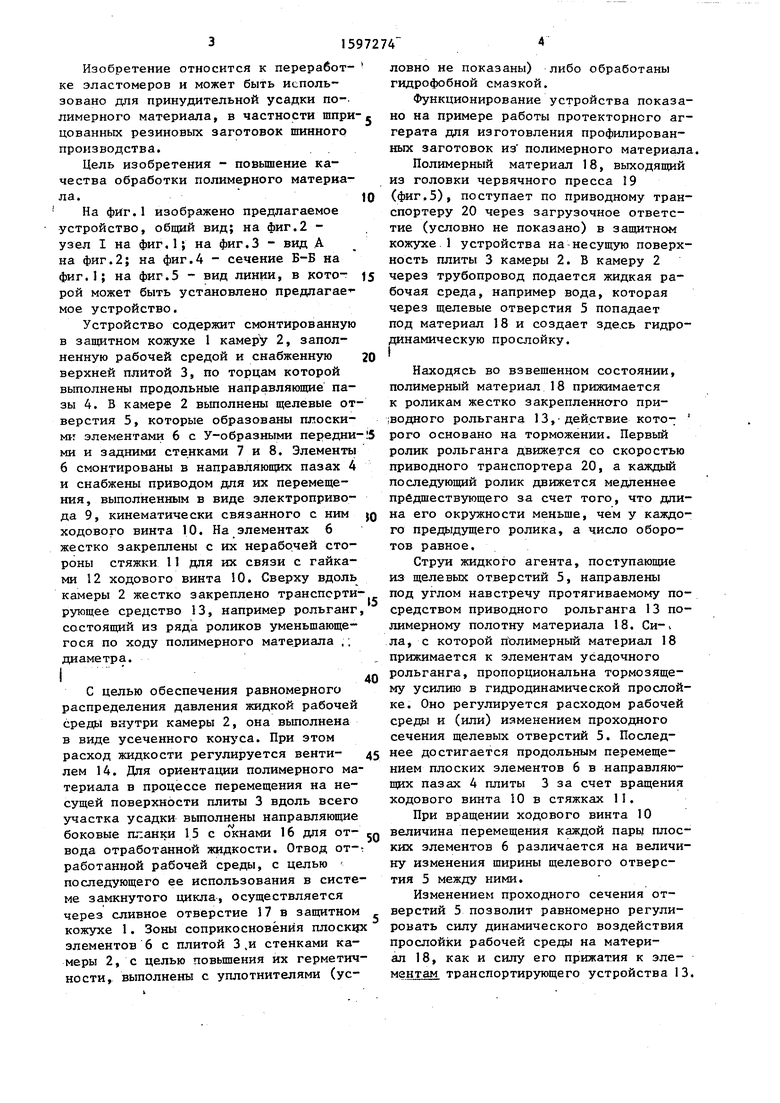
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ РЕЗИНОВЫХ ЗАГОТОВОК | 2000 |
|
RU2188128C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ФИКСИРОВАНИЯ ЗАГОТОВОК | 1995 |
|
RU2080229C1 |
| Механизм подъема рулона материала к устройству для резки материала | 1976 |
|
SU607865A1 |
| Линия для нанесения защитного покрытия на наружную поверхность труб | 1989 |
|
SU1703192A1 |
| ЛЮК ЗАЩИТНО-ГЕРМЕТИЧЕСКИЙ (ВАРИАНТЫ) | 2008 |
|
RU2374395C1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ПРОЕМА ВЗРЫВОЗАЩИТНОГО СООРУЖЕНИЯ | 2002 |
|
RU2215108C1 |
| КОНЦЕВОЙ ЗАТВОР КАМЕР ЗАПУСКА И ПРИЕМА ПОТОЧНЫХ СРЕДСТВ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2009 |
|
RU2394657C1 |
| Устройство для термообработки ленточного материала | 1985 |
|
SU1299813A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ РЕЗИНОВЫХ ЗАГОТОВОК | 1993 |
|
RU2045407C1 |
Изобретение относится к переработке эластомеров и может быть использовано для принудительной усадки полимерного материала, в частности шприцованных резиновых заготовок шинного производства. Цель изобретения - повышение качества обработки полимерного материала. Для этого по торцам верхней плиты 3 выполнены продольные направляющие пазы. Щелевые отверстия 5 образованы плоскими элементами 6 с У-образными передними и задними стенками, смонтированными в направляющих пазах. Плоские элементы 6 снабжены приводом для их перемещения, выполненным в виде электропривода 9, кинематически связанного с ним ходового винта 10 и жестко закрепленных на плоских элементах с их нерабочей стороны стяжек 11 и гаек 12 для их связи с ходовым винтом 10. При работе устройства резьбовые пары обеспечивают линейные перемещения соответствующих соседних элементов, отличающиеся на величину изменения зазора между ними. Таким образом, продольным перемещением плоских элементов за счет вращения ходового винта 10 обеспечивается одновременное равновеликое изменение проходного сечения щелевых отверстий 5. Устройство позволяет гарантированно получать стабильные геометрические параметры полотна, повысив тем самым его качество. 5 ил.
ВийА
/V /V/
f9
7777///
///////// Фиг, 5
| Устройство для охлаждения ленточного полимерного материала | 1986 |
|
SU1399138A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для термообработки ленточного материала | 1985 |
|
SU1299813A1 |
| Солесос | 1922 |
|
SU29A1 |
