Изобретение относится к неразрушающему контролю, а именно к магнитогра- .фической дефектоскопии, и может быть использовано для измерения полей рассеяния дефектов ферромагнитного материала изделий и их сварных соединений во всех областях машиностроения.
Целью изобретения.является определение количественной оценки качества контролируемого участка материала путем измерения величины индукции поля, несущей информацию о величине дефектов.
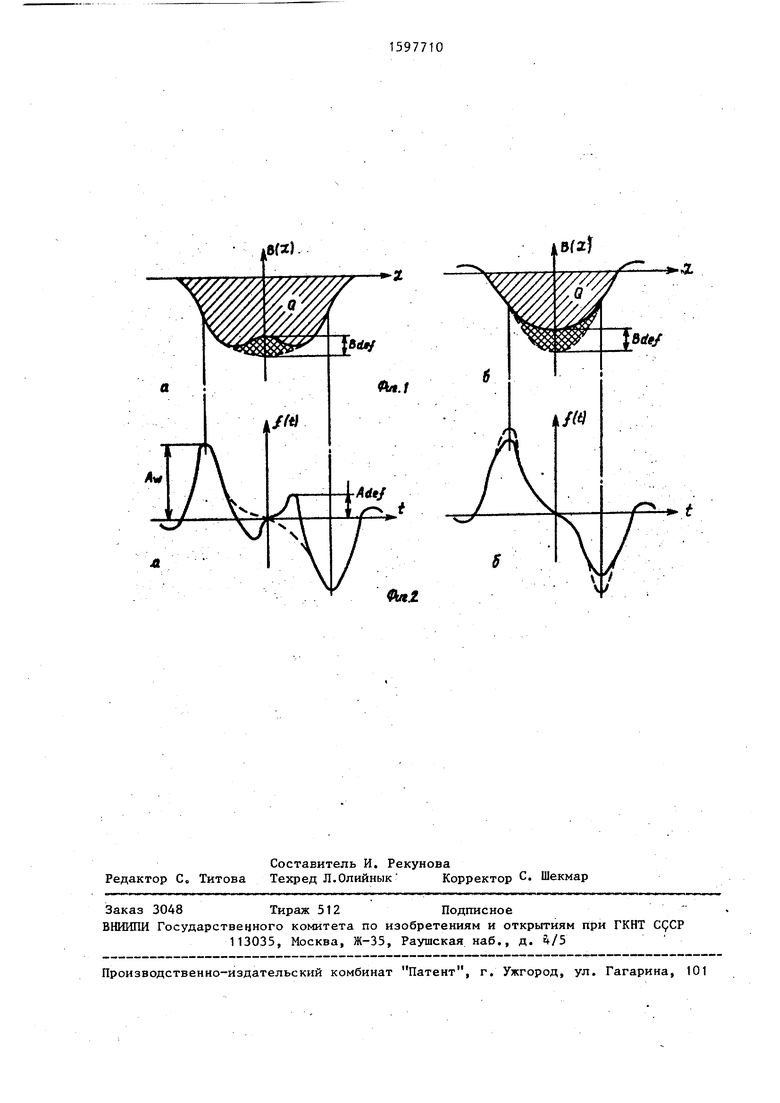
На фиг. 1 и 2 изображены графики топографии магнитного поля В (L) зафиксированного магнитной лентой на различных участках сварного соединения и соответствующие им злектрические
сигналы f(t), получаемые потокочувст- вительным преобразователем при построчном считывании данного участка магнитной записи.
Амплитуда сигнала, обусловленная формой сварного шва, обозначена А. Амплитуда сигнала, обусловленная дефектом, обозначена Ajgf .
Способ осуществляют следующим образом.
Магниточувствительным преобразователем поперечно сканируют магнитограмму контролируемого участка сварного шва и снимают N отсчетов амплитуд сиг- налов, определяют площадь под кривой изменения индукции по ширине магнитограммы за один цикл сканирования, выраженную в цифровом коде, или усредсд со -
ненное значение этой площади за несколько циклов сканирования и по полученной величине определяют качество контролируемого участка материала. j
Полученную величину площади или ее усредненное значение сравнивают с величиной площади, определяемой при последующем цикле сканирования, и в качестве информационного сигнала исполь- д зуют изменение сравниваемых величин. Это изменение отображают на цифровом табло в процентах дефектности.
Из сопоставления фиг. 1 и 2 видно, что форма сигнала f(t) Не содержит 5 прямых сведений о размере дефекта В. Используется потокочувствительный преобразователь, воспроизводящий сигнал ГС), описывающий непосредственно функцию B(L).
Необходимо найти Р(С) по функции
f(t)
т
Y() Sf(t)dt . (1) О
Из представленных графиков видно, что дефектность изделия можно характеризовать площадью Q под кривой B(L) (заштрихованная область на фиг. 1 и 2),
f(t)
ё
Ь sin k
(4)
где
fr
b. - f (m) sin km - (k
n
1,2,..., n-1) Интегрируя (4), находят
F(i:) i F(o) + (i:
(5)
ir
llrf
1((
COS k - t)
(6)
20
25
откуда
f
Q J F(l)c/ i
FCo).T.r5;
F
i.T (7)
Полученное выражение (7) является простым для вычислений и удобно для построения алгоритма и разработки ар
Уменьшение этой площади обычно указы- JQ з итектуры аппаратных средств решения
вает на наличие дефекта.
Следовательно, решение задачи по дефектоскопии сварных соединений магнитографическим методом в общем виде можно представить как т . т
Q J dC J f(t)dt + F(0) . (2)
о о
При этом функцию f(t) задают отсчетами на отрезке LO, п + 1 равноотстоящих точках. Минимальное число отсчетов N, необходимое для восстановления FСt), можно определить на основании теоремы отсчетов из со- .отношения
35
40
задач по оценке дефектности сварного соединения в автоматическом режиме.
Таким образом, основным параметро указывающим качественные показатели контролируемого изделия, предложено считать величину площади Q под кри - вой импульсного сигнала, вьфаженную в цифровом коде. При этом, в качестве критерия дефектности используется величина сР, определяемая изменением данной площади на определенном участ ке исследуемого изделия
45
n
Z Q j
j
(8)
N 2 Т V,
(3)
где T - время считывания по строке, -j- верхняя частота передаваемого сигнала (для современных магнитографических дефектоскопов ) 150 кГц). Для нахождения Q по функции f(t) , метод тригонометрической интерполяции дает приближенную формулуjj
f(t)
ё
Ь sin k
(4)
fr
b. - f (m) sin km - (k
n
1,2,..., n-1) Интегрируя (4), находят
(5)
F(i:) i F(o) + (i:
ir
llrf
1((
COS k - t)
(6)
5 .
20
откуда
f
Q J F(l)c/ i
FCo).T.r5;.
F
i.T (7)
Полученное выражение (7) является простым для вычислений и удобно для построения алгоритма и разработки арз итектуры аппаратных средств решения
з итектуры аппаратных средств решения
задач по оценке дефектности сварного соединения в автоматическом режиме.
Таким образом, основным параметром, указывающим качественные показатели контролируемого изделия, предложено считать величину площади Q под кри - вой импульсного сигнала, вьфаженную в цифровом коде. При этом, в качестве критерия дефектности используется величина сР, определяемая изменением данной площади на определенном участке исследуемого изделия
n
Z Q j
j
(8)
где n - заданное число усреднений величин Q, отсчитанных вдоль сварного соединения.
Полученный сигнал дефектности d можно использовать для цветовой инди - кации или управления технологическим процессом дефектоскопии и сварки.
АА.Г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1990 |
|
RU2010225C1 |
| Устройство для воспроизведения магнитограмм при магнитографической дефектоскопии | 1988 |
|
SU1663522A1 |
| Способ магнитографического контроля | 1988 |
|
SU1633349A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1988 |
|
SU1534380A1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| Способ магнитографического контроля | 1988 |
|
SU1562836A1 |
| Способ магнитографического контроля | 1987 |
|
SU1439481A1 |
| Способ магнитографического контроля | 1987 |
|
SU1532862A1 |
| Способ магнитографического контроля и устройство для его осуществления | 1985 |
|
SU1462177A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЕФЕКТНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2019 |
|
RU2723368C1 |
| СПОСОБ ВИЗУАЛИЗАЦИИ МАГНИТНОЙ ЗАПИСИ | 0 |
|
SU393665A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Авторское- свидетельство СССР № 456572, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
