4 00 СО i4;ik
00
Изобретение относится к магнитографическому контролю и может быть использовано для обнаружения дефектов ферромагнитных изделий во всех облас- тях машиностроения.
Целью изобретения является повышение достоверности при контроле в слабых магнитных полях за счет линеаризации амплитудной характеристики ленты,
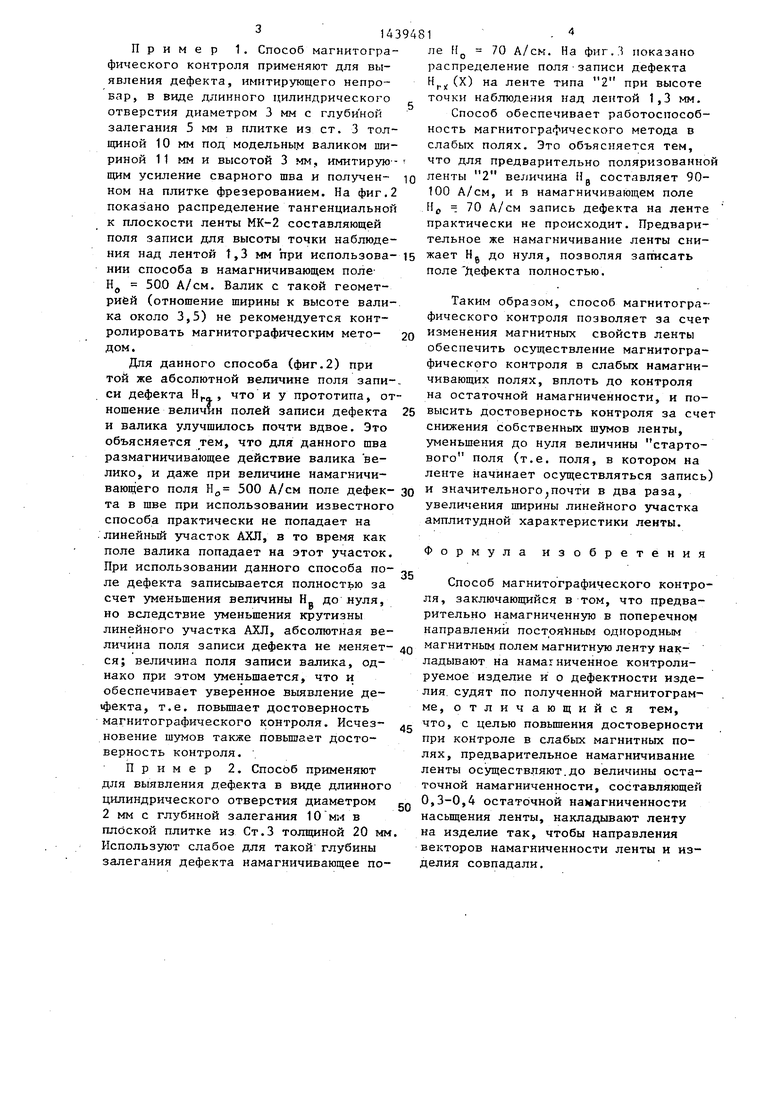
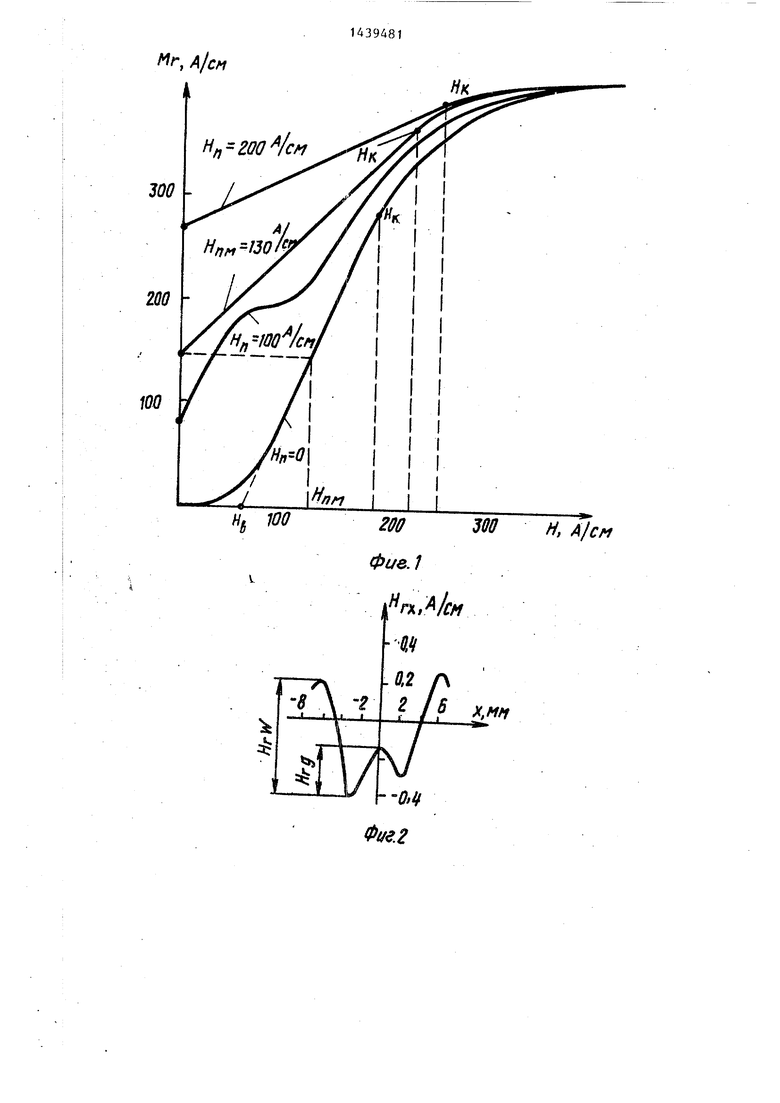
На фиг,1 показан график зависимоети амплитудной характеристики (оста- то чной намагниченности) ленты, например МК-20, от величины предварительно намагничивающего поля; на фиг.2 - распределение тангенциальной к плоскости ленты (МК-2), составляющей Н.. поля йаписи для высоты точки наблюдения над лентой 1,3 мм в намагничивающе;м поле Ло на фиг.З - распределение поля записи дефекта Hpjj (х) на типа при высоте точки наблюдения над лентой 1, 3 мм в намагничивают,ем поле 70 А/см.
Способ осуществляется следующим образом.
( Магнитную ленту предварительно намагничивают в поперечном направлении до величины остаточной намагниченности 0,3-0,4 остаточной намагниченности насыщения, затем укладывают ленту на намагниченное контролируемое изделие так, чтобы направление векторов намагниченности ленты и изделия совпадали, снимают ленту с изделия, а качество определяют по полученной маг- нитограмме.
Сущностьо-способа заключается в следующем. Для каждого типа магнитной ленты существует определенный диапазон значений предварительно намагничивающего ленту поля Н, использование которых обеспечивает линеаризацию амплитудной характеристики ленты (АХЛ) при повторном помещении ленты в магнитное поле Н того же, что и у Н, направления. На фиг.1 в качестве
п
примера показано, как влияет велшгина предварительно намагничивающего поля Н1 на форму амплитудной характеристики ленты МК-2. Видно, что использование предварительного намагничивания ленты может обеспечить не только снижение величины Hgi до нуля, но и рост величины Н за счет некоторого уменьшения крутизны линейного участка АХЛ В определенных пределах такое снижение крутизны вполне допус гч:мо в свя
д
5 0 5
д
Q г
0
зи с достаточно высокой чувствительностью современных датчиков магнитного поля ленты.
Существует некоторое м гнимальное значение предварительно намагничивающего поля f, , обеспечиваюп1ее линеаризацию амплитудной характеристики, и для ленты МК-2 эта величина Н порядка 130-140 А/см. Для лент других типов значение HnJ будет другим, однако для применяемых в магнитографической дефектоскопии лент величина Н „ соответствует созданию остаточной намагниченности, составляющей 0,3- 0,4 остаточной н магниченности насыщения ленты. Так, на фиг.1 для АХЛ, соответствующей Н„ 130 А/см, при нулевом повторно намагничивающем поле (т.е..при ) остаточная намагниченность предварительно гамагничен- ной ленты МК-2 равна 15G А/см, что составляет 0,35 остаточной намагниченности насьщения этой ленты, равной 420 А/см. Остаточная намагниченность насыщения лент является известным параметром.
Использование предварительно намагничивающих полей Н, меньших , не обеспечивает линеаризации АХЛ, С другой стороны, превьштение Н, более 0,4 нецелесообразно,так как ведет к росту собственных шумов ленты и неоправданному уменьшению крутизны АХЛ. Дей- ствительно, при предварительном на- магничиваНии ленты в поле Н 130 А/см крутизна линейного участка уменьшается по сравнению с предварительно размагниченной лентой (Н О на фиг.1) в 2,3 раза при росте ширины линейного интервала (Hg, Н) с 120 А/см у предварительно размагниченной ленты до 220 А/см у предварительно намагниченной в поле Н... ленты.
п М
Такое снижение крутизны, следовательно и величины поля записи легко компенсируется за счет запаса коэффициента усиления усилителя магнитографического дефектоскопа, в то же время наиболее существенно то, что ширина линейного интервала выросла почти вдвое. Использование подмагничивающего поля Hj, 200 А/см снижает крутизну еще в 2 раза по сравнению с Н „ (т.е. на 50%), увеличивая Н лишь на 20 А/см (т.е. на 9%); кроме того, с возрастанием намагниченности ленты растут ее собственные шумы.
3143
Пример 1. Способ магнитографического контроля применяют для выявления дефекта, имитирующего непро- вар, в виде длинного цилиндрического отверстия диаметром 3 мм с глуби ной залегания 5 мм в плитке из ст. 3 толщиной 10 мм под модельным валиком шириной 11 мм и высотой 3 мм, имитирую - щим усиление сварного шва и получен- ном на плитке фрезерованием. На фиг.2 показ ано распределение тангенциальной к плоскости ленты МК-2 составляющей поля записи для высоты точки наблюдения над лентой t,3 мм при использова- НИИ способа в намагничивающем поле Нд 500 А/см. Валик с такой геометрией (отношение ширины к высоте валика около 3,5) не рекомендуется контролировать магнитографическим мето- дом.
Для данного способа (фиг.2) при той же абсолютной величине поля записи дефекта Н , что и у прототипа, отношение величин полей записи дефекта и валика улучшилось почти вдвое. Это объясняется тем, что для данного шва размагничивающее действие валика велико, и даже при величине намагничивающего поля HO 500 А/см поле дефек- та в шве при использовании известного способа практически не попадает на линейный участок АХЛ, в то время как поле валика попадает на этот участок. При использовании данного способа по- ле дефекта записывается полностью за счет уменьшения величины Н до нуля, но вследствие уменьшения крутизны линейного участка АХЛ, абсолютная величина поля записи дефекта не меняет- ся; величина поля записи валика, однако при этом уменьшается, что и обеспечивает уверенное выявление де- 1фекта, т.е. повьш1ает достоверность магнитографического контроля. Исчез- новение шумов также повьштает достоверность контроля.
Пример 2. Способ применяют для выявления дефекта в виде длинного цилиндрического отверстия диаметром 2 мм с глубиной залегания 10 мм в плоской плитке из Ст.З толщиной 20 мм Используют слабое для такой глубины залегания дефекта намагничивающее по1-
ле ftp 70 А/см. На фиг..Ч показано распределение полязаписи дефекта (X) на ленте типа 2 при высоте точки наблюдения над лентой 1,3 мм.
Способ обеспечивает работоспособность магнитографического метода в слабых полях. Это объясняется тем, что для предварительно поляризованно ленты 2 величина ilg составляет 90- 100 А/см, и в намагничивающем поле Н 70 А/см запись дефекта на ленте практически не происходит. Предварительное же намагничивание ленты снижает Hg до нуля, позволяя записать поле Дефекта полностью.
Таким образом, способ магнитографического контроля позволяет за счет изменения магнитных свойств ленты обеспечить осуществление магнитографического контроля в слабых намагничивающих полях, вплоть до контроля на остаточной намагниченности, и повысить достоверность контроля за сче снижения собственных шумов ленты, уменьшения до нуля величины стартового поля (т.е. поля, в котором на ленте начинает осуществляться запись и значительного почти в два раза, увеличения ширины линейного участка амплитудной характеристики ленты.
Формула изобретения
Способ магнитографического контроля, заключающийся в том, что предварительно намагниченную в поперечном направлений постоянным однородным магнитным полем магнитную ленту накладывают на намагниченное контролируемое изделие и о дефектности изделия, судят по полученной магнитограмме, отличающийся тем, что, с целью повьшгения достоверности при контроле в слабых магнитных полях, предварительное намагничивание ленты осуществляют.до величины остаточной намагниченности, составляющей 0,3-0,4 остаточной намагниченности насьш5ения ленты, накладывают ленту на изделие так, чтобы направления векторов намагниченности ленты и изделия совпадали.
H. A/CM
6 X.ftfl
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1990 |
|
RU2010225C1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ СТЫКОВЫХ СВАРНЫХ ШВОВ ДВУМЯ ЛЕНТАМИ | 1993 |
|
RU2086973C1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1987 |
|
SU1413513A1 |
| Ферромагнитная масса для магнитографического контроля | 1989 |
|
SU1793357A1 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля стыковых сварных соединений | 1987 |
|
SU1506346A1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОТРОЛЯ ИЗДЕЛИЙ С ПОВЕРХНОСТЬЮ МАЛОЙ КРИВИЗНЫ ИЗ МАГНИТОМЯГКИХ СТАЛЕЙ | 1993 |
|
RU2097758C1 |
| Способ магнитографического контроля изделий | 1990 |
|
SU1744630A1 |
| Способ магнитного контроля стыковых сварных швов | 1989 |
|
SU1677601A1 |
| Способ магнитографического контроля сварных соединений | 1989 |
|
SU1748036A1 |

Изобретение относится к магнитографической дефектоскопии и может быть использовано для обнаружения дефектов ферромагнитных материалов. Целью изобретения является повышение достоверности при контроле в слабых магнитных полях путем снижения собственных шумов ленты и линеаризации амплитудной характеристики ленты (AXJ1) за счет уменьшения стартового поля ленты до нуля при одновременном расширении линейного участка АХЛ в сторону сильных полей. Для достижения поставленной цели ленту предварительно намагничивают в поперечном направлении до остаточной намагниченности, составляющей 0,3-0,4 остаточной намагниченности насыщения ленты, и подготовленную ленту накладьшают на изделие так, чтобы иааравления векторов намагни- S ченности ленты и изделия совпадали. 3 ил.(/)
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ | 0 |
|
SU174415A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
