Изобретение относится к неразрушающему контролю магнитографическим методом дефектоскопии и может быть использовано при контроле качества изделий i их сварных соединений.
Цель изобретения - повышение чувст- ви ельности контроля за счет снижения вли- яния помех, считанных с изделия, на величину полезного сигнала от дефекта, перед оценкой качества изделия по магнитограмме.
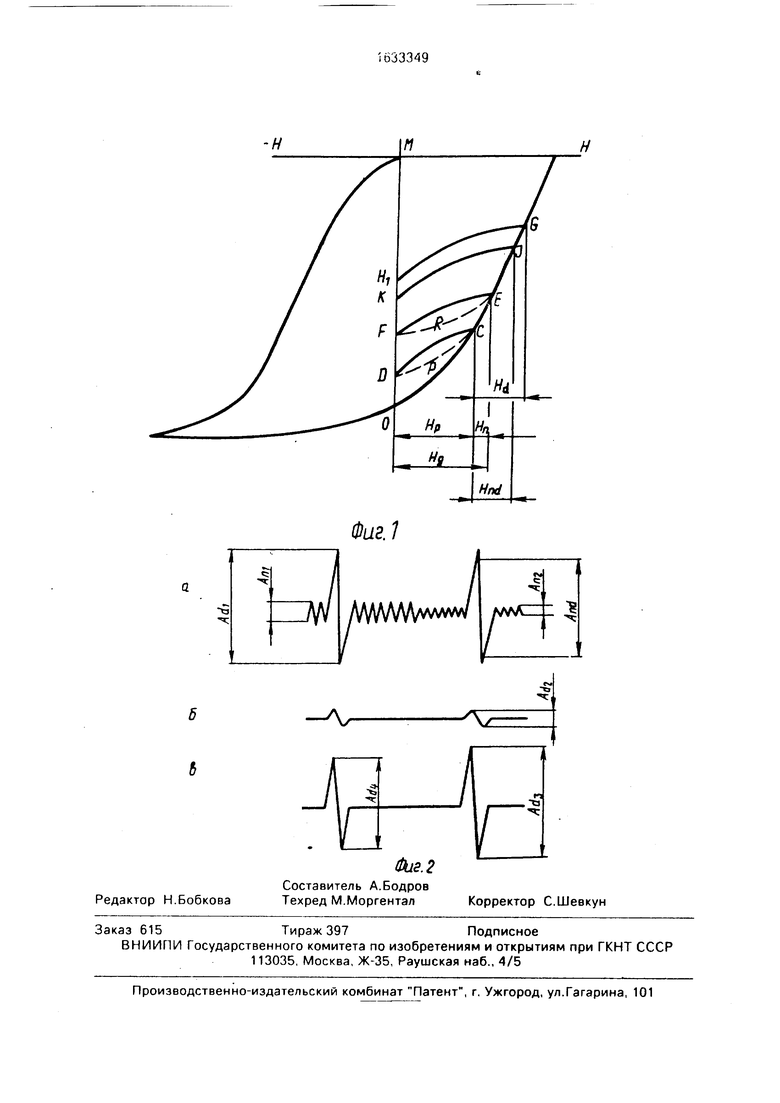
На фиг. 1 показан график записи полей воздействия на ленту, поясняющий процесс осуществления способа; на фиг. 2 - регист- рограммы сигналов, считанных с магнитограммы при наличии и отсутствии помех
Способ осуществляется следующим образом.
Магнитную ленту намагничивают в поперечном направлении до состояния насыщения, затем укладывают ее на контролируемую поверхность изделия, намагничивают изделие совместно с магнитной лентой полем рабочей напряженности и противоположно направлению поляризации ленты, затем ленту снимают с изделия и считывают запись, отмечая на ленте участки с приблизительно постоянной амплитудой помех, потом каждый участок ленты намагничивают дополнительным полем в том же направлении, что и полем рабочей напряженности. При этом периодически увеличивают напряженность и считывают запись до полного исчезновения помех, а по считанному сигналу при отсутствии помех определяют наличие дефекта.
При осуществлении способа (фиг. 1) поляризованная магнитная лентя, прижатая к изделию, под действием поля рабочей напряженности Нр перемагничивается по
CS
со
CJ
со
ю
сплошной кривой OCD. При этом участки ленты, на которые воздейстуют также поля помех Нп, меньшие поля наибольшего допустимого дефекта Hnd, перемагничиваются по сплошной кривой OCEF, а участки, на которые действуют поля недопустимых дефектов Hd, - по кривой OCEJGHf. Затем на ленту воздействуют дополнительным полем напряженностью Нд, равным сумме поля рабочей напряженности и помех, меньших поля наибольшего допустимого дефекта Hnd. При этом участки ленты, находящиеся только под действием поля рабочей напряженности, перемагничиваются по кривой DPCEF, а участки ленты, находящиеся под действием полей - помех Нп, по кривой FREF. Таким образом, контраст магнитной записи поля дефекта определяется отрезком HiF.
Способ реализуется при наличии случайных помех, амплитуда которых меньше амплитуды сигнала от наименьшего допустимого дефекта. Например, при воздействии посторонних полей, а также при контроле шва с разной чешуйчатостью поверхности в различных местах. Последнеее трудно учесть с помощью контрольного образца.
Пример. Изготавливают эталонную магнитную ленту. На нее производят запись полей с поверхности такого же объекта, что и контролируемый, но содержащий наибольший допустимый дефект (А 12 мВ).
Рабочую ленту подготавливают к контролю аналогично эталонной. Предварительно ленту типа и 4701- 35 намагничивают до насыщения (Н0 400 А/см). Затем контролируют дефектный шов. Ленту прижимают к поверхности сварного соединения и намагничивают объект контроля полем рабочей напряженности (60 А/см). Запись считывают, на экране осциллографа наблюдают сигнал 13 мВ и помехи 2 - 4 мВ. Рабочая лента разделена на участки, на которых амплитуда помех приблизительно стабильная: Амин 2 мВ и Амакс - 4 мВ. Эталонную и рабочую ленты помещают в однородное поле, несколько раз постепенно увеличивают поле и считывают запись, добиваясь отдельно на каждом участке полного исчезновения помех, однако так, чтобы сигнал от наибольшего допустимого дефекта на эталонной ленте не был равен нулю. Амплитуды сигналов от дефектов после исчезновения помех со- ставляют 9 и 11 мВ на отдельных участках (Ada и АоЧ фиг. 2 ).
Способ позволит повысить чувствительность контроля изделий, когда амплитуда полезного сигнала незначительно превышает амплитуду сигнала от наибольшего допустимого дефекта, а фон помех меньше
сигналов от наибольшего допустимого дефекта.
Формула изобретения 1. Способ магнитографического контроля изделий, заключающийся в том, что магнитную ленту намагничивают в поперечном направлении до состояния насыщения, укладывают ее на поверхность контролируемого изделия, намагничивают ленту совместно с изделием полем рабочей напряженности противоположного направления и по считанному с магнитограммы сигналу определяют начилие дефекта, отличающийся тем, что, с целью повышения чувствительности контроля за счет
уменьшения влияния помех, считанных с изделия, на величину полезного сигнала от дефекта, перед оценкой качества изделия по магнитограмме, ленту намагничивают по участкам с равными по амплитуде помехами
дополнительным полем, направление которого совпадает с направлением поля рабочей напряженности, а величина меньше суммы полей рабочей напряженности и поля от наибольшего допустимого дефекта.
2. Способ по п. 1, отличающийся тем, что величину напряженности дополнительного поля на каждом участке магнитограммы определяют путем постепенного увеличения поля рабочей напряженности до
полного исчезновения сигнала от помех, обусловленных шумами от поверхности изделия.
-н

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля изделий | 1990 |
|
SU1744630A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1988 |
|
SU1534380A1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОТРОЛЯ ИЗДЕЛИЙ С ПОВЕРХНОСТЬЮ МАЛОЙ КРИВИЗНЫ ИЗ МАГНИТОМЯГКИХ СТАЛЕЙ | 1993 |
|
RU2097758C1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2154818C2 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля | 1987 |
|
SU1532862A1 |
| Способ магнитного контроля стыковых сварных швов | 1989 |
|
SU1677601A1 |
| Способ магнитографического контроля | 1982 |
|
SU1599754A1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1991 |
|
RU2029298C1 |
Изобретение относится к неразрушающему контролю магнитографическим методом дефектоскопии при контроле качества изделий и их сварных соединений. Цель изобретения - повышение чувствительности контроля изделий из ферромагнитных материалов за счет увеличения амплитуды полезного сигнала и устранения помех. Для достижения цели магнитную ленту предварительно намагничивают в поперечном направлении до состояния насыщения, затем укладывают на контролируемое изделие и намагничивают совместно с изделием полем рабочей напряженности в противоположном направлении, снимают ленту с изделия и намагничивают полем заданной напряженности в направлении поля рабочей напряженности, а величину поля заданной напряженности устанавливают меньше суммы поля рабочей напряженности и от поля наибольшего допустимого дефекта. 1 з. п. ф-лы, 2 ил. Ё
б ь
Редактор Н.Бобкова
Фиг. 2
Составитель А.Бодров Техред М.Моргентал
Фиг.1
Корректор С.Шевкун
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1988 |
|
SU1534380A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
