1
(21)4414234/25-28
(22)25.04.88
(46) 0701.90. Бюл. № I
(71)Могилевскнй машиностроительный институт
(72)В. А. Новиков, Л. В Кублицкая и Т. М. Киселева
(53)620.079.14(088.8)
(56) Авторское свидетельство СССР № 102537, кл. О 01 N 27/85, 1952
Фалькеннч А. С., Хусаиов М. X. Магнитографический контроль сварных соединений.- М.: 1966, с. 45 - 46.
(54)СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ
(57) Изобретение относится к магнитной дефектоскопии. Целью изобретения является повышение чувствительности контроля изделий из ферромагнитных материалов. Эффект достигается за счет увеличения отношения амплитуд сигнал- шум путем регулирования пассивного участка характеристики магнитной ленты. Цель достигается тем, что после намагничивания до насыщения (поляризации ленты) ленту намагничивают повторно в противоположном направлении полем заданной напряженности, затем ленту укладывают на контролируемую поверхность и намагничивают изделие совместно с лентой в направлении повторного намагничивания полем рабочей напряженности, меньшей заданной. I з. п. ф-лы, 2 ил

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля сварных швов | 1991 |
|
SU1797033A1 |
| Способ магнитографического контроля | 1988 |
|
SU1633349A1 |
| Способ магнитографического контроля сварных соединений | 1989 |
|
SU1760439A1 |
| Способ магнитографического контроля стыковых сварных соединений | 1987 |
|
SU1506346A1 |
| Способ магнитографического контроля изделий | 1990 |
|
SU1744630A1 |
| Способ магнитного контроля стыковых сварных швов | 1990 |
|
SU1762217A2 |
| Способ магнитографического контроля | 1982 |
|
SU1599754A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1991 |
|
SU1797032A1 |
Изобретение относится к магнитной дефектоскопии. Целью изобретения является повышение чувствительности контроля изделий из ферромагнитных материалов. Эффект достигается за счет увеличения отношения амплитуд сигнал - шум путем регулирования пассивного участка характеристики магнитной ленты. Цель достигается тем, что после намагничивания до насыщения (поляризации ленты) ленту намагничивают повторно в противоположном направлении полем заданной напряженности, затем ленту укладывают на контролируемую поверхность и намагничивают изделие совместно с лентой в направлении повторного намагничивания полем рабочей напряженности, меньшей заданной. 1 з.п. ф-лы, 2 ил.
Изобретение относится к неразрушаюше- му кот рол ю магнитографическим мешдам дефектоскопии и может быть использовано при контроле качества изделий и их сварных соединений, выполненных сваркой плавлением во всех областях машиностроения.
Целью изобретения является повышение чувствительности контроля путем повышения отношения амплитуд сигнал -шум при считывании магнитограмм.
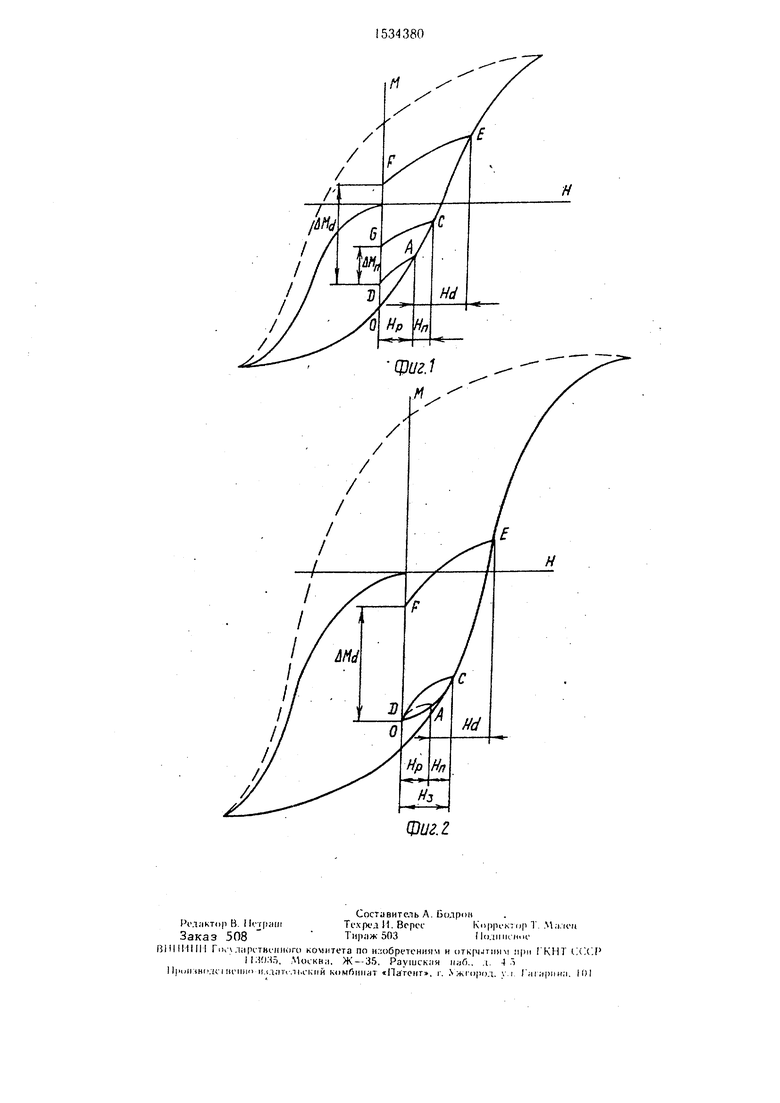
На фиг. I показан график записи полей рассеяния дефектов и помех на поляризованную ленту; на фиг. 2 - график записи полей от дефектов и помех с помощью пред- лэгземг :о способа.
Принятые обозначения. //,, -- поле рабочей напряженности; //„ - поле помех; Н,, - иоле дефектом; Н}моле заданной напряженности, опреде. 1ясмое с помощью контрольных образной с допустимыми дефектами; ЛЛ1„ - контраст записи на ленте н местах действия полей помех; ,/(, контраст записи п местах действия полей рассеяния дефектов
Способ осуществляется следующим обра юм.
Магнитную ленту предварительно намагничивают в поперечном направлении до состояния насыщения (ленту поляризуют), перед укладкой ленты на изделие на нее воздействуют полем заданной напряженности, равным сумме внешнего поля и поля рассеяния от наибольших допустимых дефектов (предварительно измеряют на контрольных образцах), направление которого противоположно полю поляризации, укладывают ее на контролируемое изделие, намагничивают изделие совместно с магнитной лентой полем рабочей напряженности в направлении поля заданной напряженности, а по считанному с магнитограммы сшналу определяют качество изделия.
Причем при определении поля заданной напряженности поляризованную ленту укладывают на контрольный образец с наибольшими допустимыми дефектами, намагничивают ее полем рабочей напряженности в направлении, противоположном полю noел
со
4
СО
оо
ляризации, снимают ленту с изделия, намагничивают однородным полем в направлении рабочего поля и путем постепенного увеличения поля с одновременным считыванием его добиваются значения величины поля, когда сигналы от допустимых дефектов при считывании записи с ленты исчезают.
В предлагаемом способе контроля поляризованная лента вначале намагничивается нолем заданной напряженности кривой по OCD (фиг. 2), а затем совместно с изделием - полем рабочей напряженности Нр по кривой DA- На ленту воздействуют также поля помех Н,„ подмагничивая отдельные ее участки до точки С, и поля дефектов, подмагничивая соответствующие ее участки до точки Ј.
После прекращения действия намагничивающего поля участки ленты, не подвергавшиеся действию полей помех и полей дефектов, приобретают остаточную намагниченность, соответствующую точке D (пере- магничивание происходит по пунктирной линии AD), такую же намагниченность приобретают участки ленты в местах действия полей помех Н„ (перемагничивание по верхней кривой CD). Контраст записи полей помех равен нулю. Контраст записи на участ- кзх ленты, подвергшихся действию полей дефектов, равен /И,,. Таким образом, отношение амплитуд сигнал - шум стремится к бесконечности.
Пример. Контролируют образец, выполненный ручной дуговой сваркой. Используют магнитную ленту типа И4701-35 с коэрцитивной силой 80 А/см. Предварительно ленту намагничивают до насыщения, помещая в поле напряженностью 400 А/см. Затем магнитную ленту укладывают и плотно прижимают к поверхности изделия, намагничивая полем противоположного направления А/см - тюле рабочей напряженности. При считывании записи с ленты на экране дефектоскопа наблюдают помехи амплитудой 11 мВ и полезный сигнал амплитудой 54 мВ. Отношение амплитуд сигнал - шум равно пяти.
Пример 2. Предварительно намагничивают ленту типа И4701-35 полем напряженностью 400 А/см. Затем контролируют бел- дефектный участок шва при рабочем режиме
намагничивания: напряженность поля на поверхности шва 60 А/см. При считывании записи с ленты на экране осциллографа дефектоскопа наблюдают помехи амплитудой
I I мВ Затем помешают ленту в однородное поле, постепенно намагничивая в том же направлении ( А/см) и считывая запись до тех пор, пока амплитуда помех становится равной нулю. Затем ленту уклаП дывают на поверхность дефектного шва и намагничивают в том же направлении при А/см. При считывании записи с ленты оказывается, что помехи отсутствуют, а полезный сигнал уменьшается. Однако отношение А /А -+.
Применение способа магнитографического контроля позволит повысить чувствительность контроля.
Формула изобретения
укладывают ее на контролируемое изделие, намагничивают изделие совместно с магнит- нон лентой полем -рабочей напряженности противоположной направленности, а по считанному с магнитной ленты сигналу определяют качество изделия, отличающийся
тем, что, с целью повышения чувствительности контроля, на-ленту перед укладкой на изделие воздействуют полем заданной напряженности, направление которого совпадает с рабочим, а величина равна сумме внешнего поля и поля рассеяния от наибольте го допустимого дефекта.
сигнала от допустимого дефекта и полученную величину поля принимают как заданную
