Изобретение относится к катализаторам, в частности катализаторам для алкилирования изобутана С -олефинами, а также к способу получения алкилата.
Целью изобретения является повышение селективности катализатора в отношении триметилпентана за счет содержания в его составе в качестве промотора метил- трет-бутилового эфира при определенном содержании компонентов, а также получение алкилата с повышенным содержанием триметилпентана, являющегося высокооктановым компонентом.
Примера Процесс проводят в пилотной установке, оснащенной реактором автоклавного типа, изготовленным из медно-никелевого сплава, в котором изопа- рафин и олефиновый активирующий агент подвергают контактированию с кислотным
катализатором. После достаточного времени контактирования углеводородная и кислотная фазы выводят из автоклавного реактора и подают в отстойник, в котором указанные фазы подвергают разделению. Кислотную фазу далее выводят из отстойника и рециркулируют обратно в автоклавный реактор с целью контактирования с новой порцией углеводородов. Углеводородную фазу, содержащую алкилат, выводят из отстойника и подают на стадию нейтрализации, которую выполняют с помощью специальных средств. Далее углеводородную фазу собирают и подвергают анализом. Проводят два раздельных опыта на указанной пилотной установке. В соответствии с первым опытом используют кислотный катализатор, содержащий 90 мас.% фтористоводородной кислоты и 10 мас.%
СЛ
ю
00
сх сл сл
СА)
органических растворителей. Органический растворитель представляет собой олигоме- ризованный изобутилен с диапазоном углеродных чисел 07-023 и представляет собой, в основном, углеводород C8-Ci2. В соответствии с вторым опытом используют катализатор, представляющий собой 90 мас.% фтористоводородной кислоты и 10 мас.% метил-трет-бутилового простого эфира.
Эти опыты проводят в автоклавном реакторе при следующих условиях: температура 20°С, давление 9,14 кгс/см , время пребывания 10 мин, число оборотов мешзл- ки 1800 об/мин. Величина объемного отношения кислотной фазы к углеводородной в автоклаве 1,5. Величина молярного отношения между изобутаном и С4-олефинами 7,9. Параметры распределения для С4-олефи- нов следующие, %: 2-бутен 48.2; 1-бутен 23.2; изобутен 28,6.
В каждом опыте продукт-алкилат подвергают анализам.
Полученные продукты имеют составы и теоретические октановые числа, приведенные в табл. 1.
Как видно из табл. 1 в тех случаях, когда кислотный катализатор содержит простой эфирный компонент, то теоретическое октановое число на 0,9 выше, чем в тех случаях, когда кислотный катализатор содержит фторид водорода и органический растворитель. Более высокое октановое число, достигаемое в соответствии с предлагаемым изобретением, является прямым результатом образования в большей степени триметил- пентанов. чем диметилгексанов в алкилате. Увеличение содержания триметилпентана в алкилате и уменьшение содержания в алкилате диметилгексана является результатом присутствия простого эфирного соединения.
П р и м е р 2. Проводят два дополнительных опыта по алкилированию с целью определения стабильности простого эфирного компонента кислотного катализатора. Два опыта по реальному алкилированию проводят на пилотной установке, описанной в примере 1. Технологические условия аналогичны приведенным в примере 1.
В первом опыте процесс продолжается в течение 24 ч. и при этом подачу углеводорода на пилотную установку осуществляют только в течение примерно 5 ч. Второй опыт на пилотной установке проводят в течение 16 дней, но при этом подачу углеводорода производят в течение только 54 ч. Однако кислотные катализаторы присутствуют на установке в течение 24 ч и 16 дней соответственно. В конце каждого из экспериментов кислотную фазу подвергают анализам.
Полученные при этом результаты представлены в табл. 2.
Из данных табл.2 следует, что только незначительное количество метил-трет-бу- тилового простого эфира разложилось с образованием метанола. Определенное количество метил-трет-бутилового простого эфира, которое диссоциирует до метанола, обусловлено присутствием воды, которая 0 является загрязнителем. Однако подавляющая часть метил-трет-бутилового простого эфира остается непревращенной в метанол. П р и м е р 3 (сравнительный). На пилотной установке по алкилированию проводят 5 еще один эксперимент. Условия его проведения аналогичны тем. которые используют при проведении опытов в примерах 1 и 2. Однако в этом случае кислотный катализатор содержит 90 мас.% фторида водорода и 0 10 мас.% метанола.
Результаты этих экспериментов представлены в табл. 3. В табл . 3 также включены результаты, полученные при проведении опыта в примере 1. в рамках 5 которого катализатор содержит фтористоводородную кислоту и метил-трет-бутило- вый простой эфир.
Как видно из данных табл. 3, применение кислотного катализатора, содержащего 0 простой эфирный компонент, обеспечивает получение результатов, превосходящих результаты, достигаемые при применении кислотного катализатора, содержащего спиртовый компонент. Применение просто- 5 го эфирного компонента обеспечивает увеличение октанового числа на 0,4 ед. теоретического октанового числа по сравнению с тем случаем, когда применяют кислотный катализатор, содержащий метанол. Это 40 увеличение октанового чисяа обусловлено увеличением количества образующегося триметилпентана (75,7 мас.% в противоположность 72.9 мас.% и соответствующим снижением количества образующегося ди- 45 метилгексана.
П р и м е р 4. Процесс осуществляют в пилотной установке, включающей автоклав из монеля. в котором осуществляют контактирование изопарафина и олефина с кислотным катализатором. Спустя достаточное время, углеводородную и кислотную фазы удаляют из автоклава и направляют в отстойник, в котором осуществляют разделение фаз. После разделения кислотную фазу удаляют из отстойника и возвращают а автоклав, где ее снова контактируют с углеводородом. Углеводородную фазу,« содержащую алкилат. удаляют из отстойника и направляют в устройство для нейтрализации, после чего ее собирают для анализа.
В пилотной установке проводят 1-5 опыты по изобретению и сравнительные опыты 6-8. В каждом опыте используют кислотный катализатор, содержащий 85- 98 мас.% фтористоводородной кислоты и 2-15 мас,% метил-трет-бутилового эфира (МТБЭ). Все опыты проводят при 20°С и давлении в автоклаве 896 кПа, время пребывания составляет 10 мин, скорость вращения мешалки 1800 об/мин. Объемное отношение кислотной и углеводородной фаз 1,5. Молярное отношение изобутана и С4-олефина 7,9. Состав С4-олефинов, %; 2-бутен 48,2; 1-бутен 23,2; изобутилена 28,6.
После каждого опыта проводят анализ полученного алкилата, при этом для состава и октановых чисел получают значения, приведенные в табл. 4.
П р и м е р 5. Сопоставляют алкилат - продукт процесса алкилирования, при котором используют катализатор, содержащий фтористоводородную кислоту и метил-трет- бутиловый эфир, с продуктом процесса, в котором используют как катализатор только фтористоводородную кислоту. Параметры процесса: температура в реакционной зоне 32°С и давление 1216 кП&.
Скорость подачи исходных материалов в процессе и компоненты являются одинаковыми в обоих случаях и указаны в табл. 5 и 6.
Дополнительные рабочие параметры включают молярное отношение изобу- тан/олефин, равное примерно 1,0.
В первом опыте используют катализатор, содержащий 97 мас.% фтористоводородной кислоты и 3,0 мас.% метил-трет-бутилового эфира. Во втором опыте используют катализатор, который содержит только 100 мас.% фтористоводородной кислоты.
Продукт процесса алкилирования подвергают стадии разделения для удаления легких нереактивных углеводородов от продукта алкилирования. Первое разделение происходит в пропаноотгонной колонне, работающей под давлением 260 кПа и при температуре верхнего погона 50°С. Продукт верхнего погона из пропаноотгонной колонны указан для первого и второго опытов соответственно в табл. 5 и 6 как продукт пропана. Остаток из пропаноотгонной колонны подают на второе разделение в колонну для отгонки изобутана. Продукт остатков со дна колонны для отгонки изобутана представляет собой продукт алкилирования. Продукт верхнего погона из секции отгона изобутана назван как п родукт бутана
и состав его для первого и второго опытов указан соответственно в табл. 5 и 6.
Дополнительным важным фактором является объемное отношение кислоты к углероду в загрузке, которое в этом полимере равно 10. Способ, осуществляемый в указанных условиях, способен дать примерно 51,3 м /ч продукта алкилирования с октановым числом примерно 96,0.
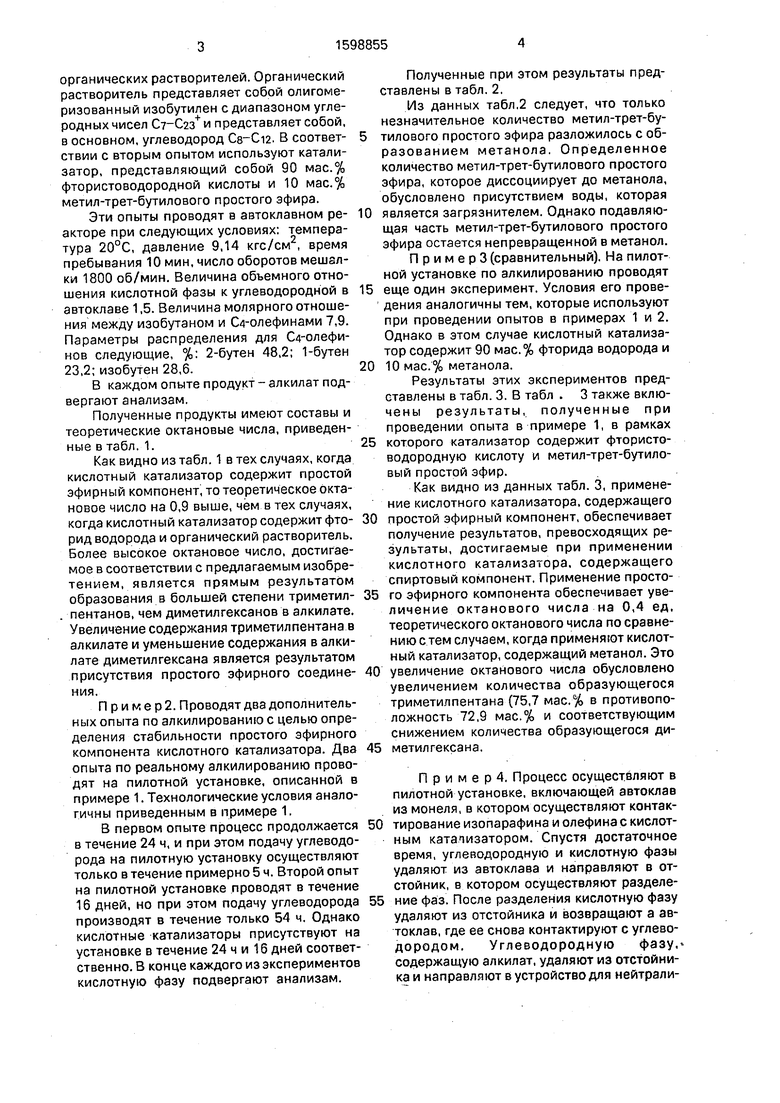
В табл. 5 и 6 для первого и второго опытов соответственно приводится состав и количество сырья полученных продуктов. В табл. 7 приведены для сравнения составы продукта алкилирования, полученные в первом и втором опытах примера 5.
Сравнительный анализ продукта алкилирования из первого и второго опытов показывает, что продукт алкилирован ия в первом опыте 1, полученный при испрльзовании катализатора для алкилирования, содержащего фтористоводородную кислоту и метил-трет-бутиловый эфир, имеет более высокое содержание триметилпентана, чем продукт, полученный при использовании катализатора, содержащего только фтористоводородную кислоту, как во втором опыте. Дополнительное содержание триметилпентана в продукте из первого опыта обеспечивает алкилату более высокое октановое
число (RON), чем продукту из второго опыта. Это является убедительным подтверждением того, что катализатор алкилирования в соответствии с предлагаемым изобретением, содержащий 8598 мас.% фтористоводородной кислоты и 15-2 мас.% метил-трет-бутилового эфира, превосходит известный катализатор, содержащий только фтористоводородную кислоту, давая алкилат с более высоким
октановым числом.
Формула изобретения
1.Катализатор для алкилирования изо- бутана С -олефинами, содержащий фтористоводородную кислоту и промотор, отличающийся тем. что, с целью повышения селективности катализатора в отношении триметилпентана, в качестве промотора он
содержит метил-трет-бутиловый эфир и представляет собой безводную, не содер- жащую спирта .гомогенную смесь при следующем содержании компонентов, мас.%:
Фтористоводородная
кислота85-98
Метил-трет-бутиловый эфир2-15 .
2.Способ получения алкилата путем алкилирования изобутана С -олефинами в жидкой фазе в присутствии катализатора.
содержащего фтористоводородную кислоту и промотор, при температуре 20-32°С, давлении 896-1216 кПа, отличающийся тем, что, с целью повышения содержания в алкилате триметилпентана, используют катализатор, представляющий безводную, не содержащую спирта гомогенную смесь, содержащую в качестве промотора метил- трет-бутиловый эфир, при следующем
0
соотношении компонентов в катализаторе, мас.%:
Фтористоводородная
кислота85-98
Метил-трет-бутиловый
эфир2-15
и процесс проводят при объемном отношении фтористоводородной кислоты к углеводородам сырья 1,5-10,0.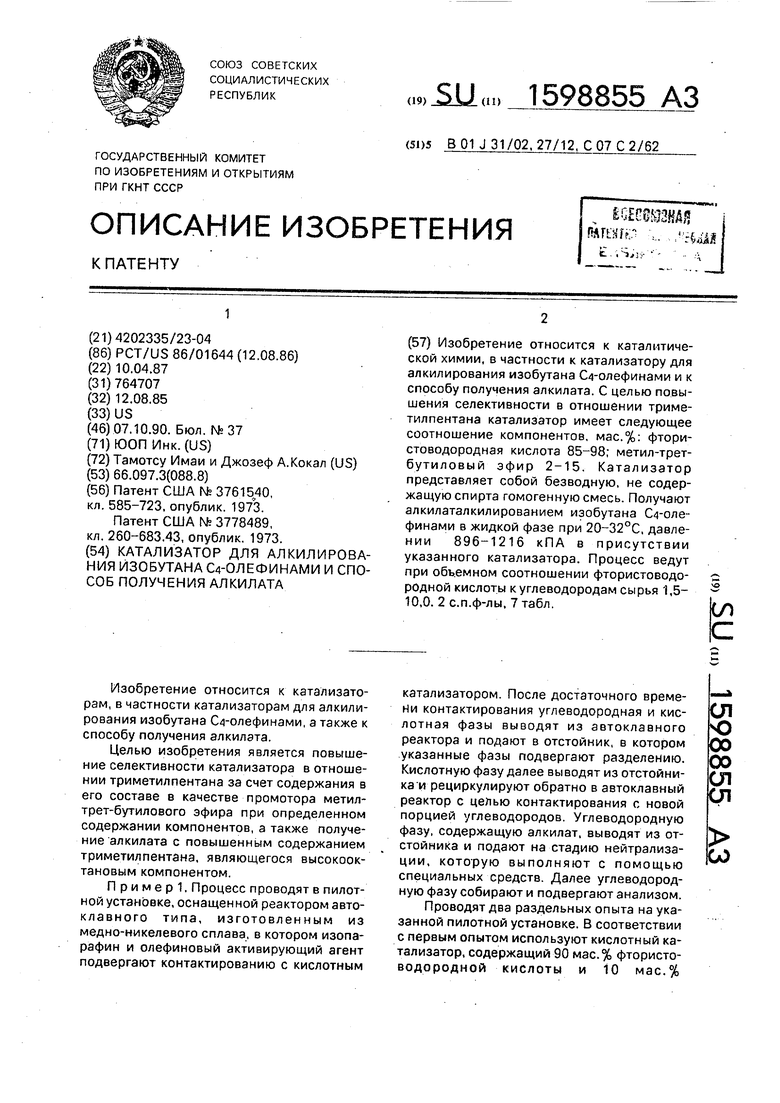



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения высокоокта-НОВОгО КОМпОНЕНТА МОТОРНОгО ТОп-лиВА | 1976 |
|
SU799642A3 |
| СПОСОБ ЖИДКОФАЗНОГО АЛКИЛИРОВАНИЯ ОЛЕФИНА | 1993 |
|
RU2138471C1 |
| КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ ДЛЯ ЖИДКОФАЗНОГО АЛКИЛИРОВАНИЯ ОЛЕФИНОВ И СПОСОБ ЖИДКОСТНОГО АЛКИЛИРОВАНИЯ ОЛЕФИНОВ (ВАРИАНТЫ) | 1993 |
|
RU2104087C1 |
| КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ ДЛЯ АЛКИЛИРОВАНИЯ ОЛЕФИНОВ ИЗОПАРАФИНОМ, СПОСОБ ИНГИБИРОВАНИЯ КОРРОЗИИ В ПРОЦЕССЕ КАТАЛИТИЧЕСКОГО АЛКИЛИРОВАНИЯ И СПОСОБ АЛКИЛИРОВАНИЯ ОЛЕФИНОВ | 1993 |
|
RU2106198C1 |
| СПОСОБ АЛКИЛИРОВАНИЯ ИЗОПАРАФИНОВ С - С ОЛЕФИНАМИ С - С | 1994 |
|
RU2111201C1 |
| СПОСОБ АЛКИЛИРОВАНИЯ, КАТАЛИЗИРУЕМОГО ЖИДКОЙ КИСЛОТОЙ | 2019 |
|
RU2782562C2 |
| СОВМЕСТНОЕ ПОЛУЧЕНИЕ МТБЭ И АЛКИЛАТА | 2018 |
|
RU2742810C1 |
| СПОСОБ ЖИДКОФАЗНОГО КИСЛОТНОГО АЛКИЛИРОВАНИЯ ИЗОАЛКАНОВ ОЛЕФИНАМИ | 2023 |
|
RU2815695C1 |
| СПОСОБ АЛКИЛИРОВАНИЯ ИЗОПАРАФИНОВ C - C ОЛЕФИНАМИ C - C | 1995 |
|
RU2114808C1 |
| СПОСОБ АЛКИЛИРОВАНИЯ ПАРАФИНА (ВАРИАНТЫ), СПОСОБ АЛКИЛИРОВАНИЯ ИЗОПАРАФИНА, СПОСОБ ПРОИЗВОДСТВА АЛКИЛАТА (ВАРИАНТЫ) | 2003 |
|
RU2303024C2 |
Изобретение относится к каталитической химии, в частности к катализатору для алкилирования изобутана C4-олефинами и к способу получения алкилата. С целью повышения селективности в отношении триметилпентана катализатор имеет следующее соотношение компонентов, мас.% : фтористоводородная кислота 85-98
метил-трет-бутиловый эфир 2-15. Катализатор представляет собой безводную, не содержащую спирта гомогенную смесь. Получают алкилат алкилированием изобутана C4-олефинами в жидкой фазе при 20-32°С, давлении 896-1216 кПА в присутствии указанного катализатора. Процесс ведут при объемном отношении фтористоводородной кислоты к углеводородам сырья 1,5-10,0. 2 с.п. ф-лы, 3 табл.
Таблица 1
Таблица 2
Таблица 3
Таблица 4
Таблица 5
11
1598855
12 Таблица 6
Таблица
| Патент США N° 3761540, кл | |||
| Аппарат для предохранения паровых котлов, экономайзеров, кипятильников и т.п. приборов от разъедания воздухом, растворенным в питательной воде | 1918 |
|
SU585A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Патент США Ms 3778489, кл | |||
| Прибор для периодического прерывания электрической цепи в случае ее перегрузки | 1921 |
|
SU260A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
