ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к области химической технологии, к катализируемым жидкими кислотами жидкофазным процессам каталитического алкилирования изоалканов олефинами с целью получения высокооктановой добавки к моторному топливу - алкилата, в частности к процессу сернокислотного алкилирования.
УРОВЕНЬ ТЕХНИКИ
Реакция, лежащая в основе данного процесса и катализируемая разнообразными жидкими и твёрдыми кислотными катализаторами, заключается в соединении олефинов (бутилен, пропилен и др.) с изоалканами (изобутан, изопентан и др.) с образованием сложной смеси углеводородов с разветвлённой цепью, в т.ч. высокооктановых изомеров триметилпентана (включая изооктан) - целевых продуктов данной реакции.
Для проведения процесса алкилирования в основном применяют жидкие катализаторы, такие как концентрированная серная кислота и фтористоводородная кислота, а также кислотные ионные жидкости (US5104840, B01J 31/02, 14.04.1992; US5824832, B01J 31/02, 20.10.1998). Существующие твёрдые катализаторы пока не нашли широкого промышленного применения для проведения процесса алкилирования ввиду их недостаточной стабильности и эффективности (Гарифзянов Г.Ф. и др./ Тенденции в разработке катализаторов алкилирования изобутана олефинами.// Вестник Технологического Университета. - 2016. - Т.19, № 2. - С. 57-60). В настоящее время подавляющее большинство установок промышленного алкилирования в мире используют серную кислоту в качестве катализатора (более 200 установок), что обусловлено рядом экологических и экономических причин, а также требованиями к безопасности производства, исключающих использование фтористоводородной кислоты (Ахмадова Х.Х. и др. / История, современное состояние и перспективы развития процесса алкилирования изобутана олефинами // Химическая технология. - 2018. - Т. 19, № 3. - С. 101-118). В тоже время постепенно происходит внедрение процессов алкилирования, использующих кислотные ионные жидкости в качестве катализаторов, к недостаткам которых можно отнести дороговизну и сложность таких установок алкилирования, высокую вязкость и коррозионную активность используемых ионных жидкостей, сложность процесса их регенерации. Тем не менее, использование ионных жидкостей позволяет решить одну из проблем сернокислотного алкилирования - крайне низкую растворимость изоалканов в серной кислоте.
Низкая растворимость изоалканов, таких как изобутан и изопентан, в серной кислоте приводит к значительной доле побочных реакций, обусловленных высокой растворимостью и реакционной способностью олефинов в среде серной кислоты. Побочные реакции приводят к снижению качества алкилата, быстрому расходованию серной кислоты, уменьшению селективности и возможного выхода алкилата. По этой причине для эффективного проведения данного процесса требуется интенсивное перемешивание для создания большой и быстро обновляемой поверхности контакта фаз "серная кислота - жидкий углеводород", вместе с эффективным отводом тепла из зоны реакции.
В то же время широко известно, что процесс алкилирования ускоряется и становится более эффективным по мере промежуточного накопления в реакционной среде высокомолекулярных побочных продуктов реакции алкилирования (так называемые кислоторастворимые масла (КРМ) или красное масло), растворимых в серной кислоте и обладающих поверхностной активностью. Увеличение эффективности процесса сернокислотного алкилирования изоалканов олефинами по мере накопления КРМ подтолкнуло к активному изучению методов интенсификации процесса путём добавления в реакционную среду поверхностно-активных веществ (ПАВ) (US4795728, B01J 31/02, 03.011989; SU988328, B01J 31/02, 15.01.1983, а также является предметом обсуждения в научных статьях Chen W.-S. / Solubility measurements of isobutane/alkenes in sulfuric acid: applications to alkylation // Appl. Catal. A Gen. - 2003. - Vol. 255, № 2. - P. 231-237; Кудинов А.В., Рябов В.Г., Углев Н.П. Механизм действия ПАВ в процессе сернокислотного алкилирования изобутана олефинами // Научно-технический вестник Поволжья: Технические науки. 2014. Vol. 2. P. 151-160).
Известны и подробно описаны в современной литературе термодинамически стабильные водно-органические микрогетерогенные системы или микроэмульсии (мкЭ), в которых наноразмерная двухфазная система стабилизирована за счёт использования специально подобранных ПАВ и сопутствующих поверхностно-активных веществ (со-ПАВ) (Saien et al. / Long chain imidazolium ionic liquid and magnetite nanoparticle interactions at the oil/water interface. // Journal of Petroleum Science and Engineering. - 2018. - Vol. 160. - P. 363-371; Salager et al. / How to Attain Ultralow Interfacial Tension and Three-Phase Behavior with Surfactant Formulation for Enhanced Oil Recovery: A Review. Part 1. Optimum Formulation for Simple Surfactant-Oil-Water Ternary Systems. // Journal of Surfactants and Detergents. - 2013. - Vol. 16, № 4. P. 449-472).
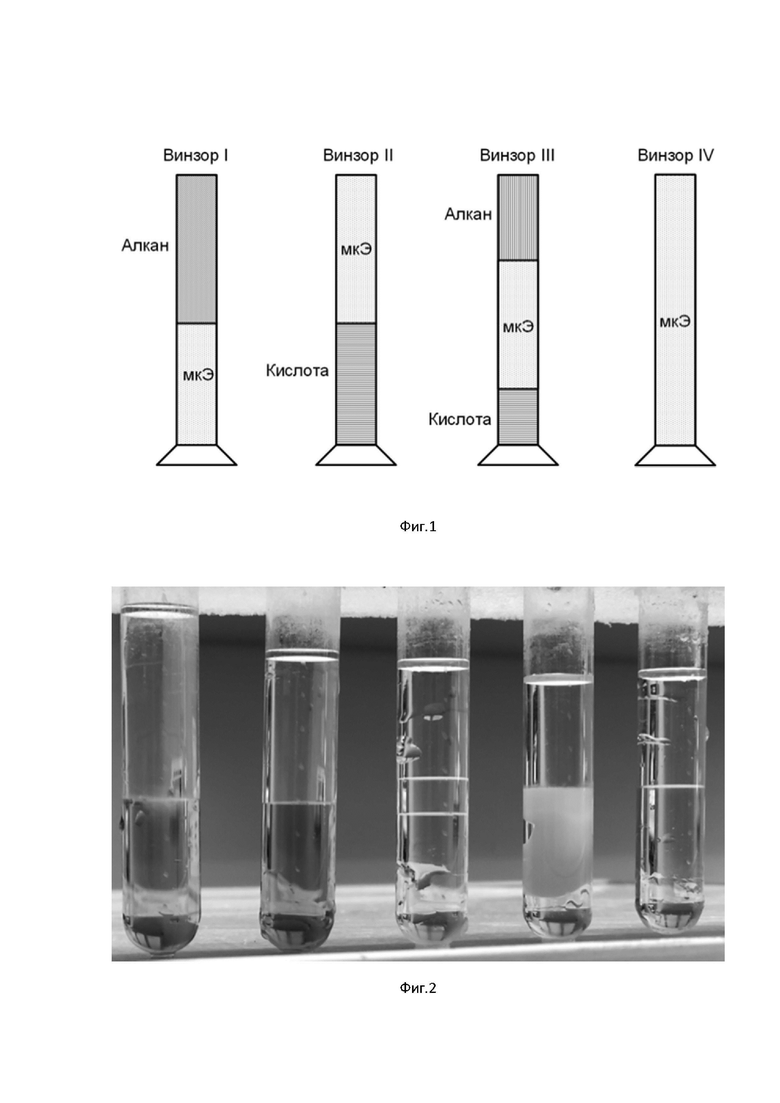
Известна классификация (Фиг. 1) таких систем по Винзору. В зависимости от типа и концентраций ПАВ/со-ПАВ, температуры, среднего числа атомов углерода молекул неполярной (органической) фазы, состава полярной фазы, возможно образование разнообразных по структуре микроэмульсий в нижней полярной фазе (тип Винзор I), верхней органической фазе (тип Винзор II), а также появление третьей средней фазы с микроэмульсией (тип Винзор III), расположенной между полярной и неполярными фазами.
В случае, если средняя фаза по типу Винзор III содержит равные или близкие объёмы полярной и неполярной фаз, то такая система называется сбалансированной. В случае увеличения количества ПА/со-ПАВ, добавляемых в систему, возможно также образование одной сплошной микроэмульсионной фазы (тип Винзор IV), имеющих самую разнообразную структуру. Близкие к сбалансированным микроэмульсии типа Винзор III представляют собой идеальную среду для проведения межфазных каталитических процессов, что отмечено в ряде работ (Piradashvili et al. Reactions and Polymerizations at the Liquid-Liquid Interface. Chemical Reviews. (2016) 116(4), 2141-2169; Wielpütz et al. A Journey toward Sulfolane Microemulsions Suggested as Inert, Nonaqueous Reaction Media. Langmuir. (2015) 31(41) 11227-11235; Rico-Lattes et al. Organized molecular systems as reaction media. Comptes Rendus Chimie. (2011) 14(7) 700-715).
Действительно, в случае микроэмульсии по Винзор III наблюдается минимально возможное межфазное поверхностное натяжение, что приводит к исчезновению энергетического барьера межфазного переноса. Аналогом таких систем в химической технологии являются сверхкритические среды, использование которых позволяет достичь значительного увеличения скорости обменных процессов. Кроме того, в близких к сбалансированным системах типа Винзор III часто образуются би-непрерывные структуры, имеющие поверхность нулевой кривизны с огромной удельной площадью контакта между фазами и сохраняющимся контактом (перколяцией) между содержимым средней микрогетерогенной фазы как с полярной, так и с неполярной фазами, при этом в полярной и неполярной фазах микроэмульсия и ПАВ отсутствуют.
Изменение температуры или состава органической фазы приводит к смещению равновесия в микрогетерогенных системах и возможно как появление, так и исчезновение третьей фазы по типу Винзор III, с исчезновением микроэмульсии или появлением микроэмульсий по типу I, II, что позволяет управлять реакционной системой и облегчает процесс разделения реакционной смеси. В то же время добавление дополнительных со-ПАВ в систему, уже содержащую основное ПАВ, позволяет контролировать и изменять свойства системы в нужную сторону до, после и/или во время протекания реакции. Механизм действия со-ПАВ заключается в изменении в нужную сторону свойств основного ПАВ, в основном за счёт изменения геометрических параметров поверхностной плёнки основного ПАВ. Как правило, со-ПАВ должны быть хорошо растворимы в одной из фаз двухфазной системы.
Применение систем ПАВ/со-ПАВ, способных к образованию микроэмульсий в среде сильная кислота - изоалкан, может благоприятно сказаться на качестве моторного топлива, получаемого методом жидкофазного кислотного алкилирования. Известен способ алкилирования, катализируемый серной кислотой (US11639322, C07C 2/62, 02.05.2023), в котором используется ПАВ (третичной соли аммония - диоктадецилдиметиламмония хлорида), нерастворимый ни в углеводородной, ни в кислотной фазах, с образование микроэмульсии с жидкой кислотой и изоалканом по типу Винзор III.
Наиболее близким к предлагаемому изобретению по совокупности существенных признаков является способ алкилирования изоалканов олефинами, катализируемого жидкой кислотой (RU2782562, B01J 31/00, C07C 2/70, 31.10.2022), с резким увеличением поверхности контакта между кислотной и углеводородной фазами, существенным признаком которого является использование ПАВ, нерастворимых ни в углеводородной, ни в кислотной фазах (заявленная растворимость ПАВ менее 0,5 % масс. в условиях реакции), которые образуют микроэмульсии с жидкой кислотой и изоалканом по типу Винзор III. Продемонстрировано резкое увеличение исследовательского октанового числа (ОЧ) до 100 единиц при сильном уменьшении скорости расходования серной кислоты и отсутствии необходимости накопления в кислотной фазе высокомолекулярных растворимых в кислоте побочных продуктов реакции олефинов с серной кислотой при использовании в качестве ПАВ третичной соли аммония - диоктадецилдиметиламмония хлорида (ДОДМАХ). В указанном способе процесс начинают со стадии предварительного смешения серной кислоты, ПАВ и чистого изоалкана с целью приготовления смеси содержащей микроэмульсионную фазу, что требует длительного предварительного перемешивания, ввиду низкой скорости данного процесса, связанного с нерастворимостью данного ПАВ в кислотной фазе.
К недостаткам указанного способа, которые влияют на конечную стоимость и технологическую сложность процесса, можно отнести следующее:
• Заявленная нерастворимость в серной кислоте и алкилате используемого ПАВ приводит к сложности разделения реакционной смеси и трудности в повторном использовании ПАВ, так как после реакции и разделения реакционной смеси на фазу кислоты и фазу алкилата, ПАВ либо остаётся в виде микроэмульсии кислота-алкилат, либо находится в виде плёнки на поверхности раздела углеводород-кислота из-за смещения равновесия в процессе образования микроэмульсии ввиду увеличения средней длины углеродной цепи в алкилате и исчезновения микроэмульсии;
• Нерастворимость ПАВ в кислотной и углеводородной средах приводит к необходимости в первоначальном длительном смешении кислоты и изоалкана в отсутствии олефина с целью первоначального получения микроэмульсии, что приводит к невозможности использования в качестве реагента готовой смеси изоалкан-олефин и трудностям при организации непрерывного проточного процесса алкилирования;
• Отсутствие хорошо растворимых в реакционной среде со-ПАВ, как описано в примерах использования указанного способа, не позволяет, за счёт изменения мольного соотношения ПАВ/со-ПАВ, управлять свойствами микроэмульсии, адаптируя её свойства и область её существования к изменениям температуры, концентраций, кислотности, а также средней длины углеродной цепи углеводородной фазы. В примерах продемонстрированно только образование микроэмульсии по типу Винзор III только при контакте жидкого C4/C5 с концентрированной серной кислотой.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задачей, решаемой настоящим изобретением, является разработка способа жидкофазного кислотного алкилирования изоалканов олефинами с применением ПАВ/со-ПАВ, позволяющих получать микроэмульсии в реакционной среде процесса алкилирования, с целью получения алкилата, являющегося высокооктановым компонентом моторного топлива.
Технический результат, по сравнению с системами, не содержащими микроэмульсии в реакционной среде, - увеличение селективности и/или выхода целевого продукта - алкилата, высокие значения его октанового числа, уменьшение расходования кислотного катализатора алкилирования за счёт снижения скорости образования побочных продуктов реакции алкилирования.
Задача решается способом жидкофазного кислотного алкилирования, включающим взаимодействие олефинов с изоалканами, содержащимися в алкилируемой смеси углеводородов, в присутствии жидкого кислотного катализатора и растворимого в нем ПАВ или смеси ПАВ и/или с добавлением растворимых в кислотном катализаторе со-ПАВ с образованием реакционной смеси, содержащей продукт реакции алкилирования. При этом растворимость каждого из ПАВ и со-ПАВ в кислотной фазе составляет более 0,5% масс. в условиях проведения реакции алкилирования, и в реакционной смеси, до или во время протекания реакции алкилирования, происходит образование микроэмульсии по типу Винзор III и/или Винзор I. Возможно первоначальное образование в реакционной смеси до и/или во время протекания реакции алкилирования микроэмульсии по типу Винзор III, а по окончании реакции алкилирования образование микроэмульсии по типу Винзор I. ПАВ и со-ПАВ добавляют до начала реакции алкилирования в жидкий кислотный катализатор, при этом добавление со-ПАВ позволяет управлять свойствами микроэмульсий, образующихся на границе контакта кислота-жидкий углеводород.
В отличие от прототипа - способа проведения реакции алкилирования при использовании нерастворимых ПАВ, также способных к образованию микроэмульсий по типу Винзор III в среде сильная кислота-жидкий углеводород, в предлагаемом способе используются растворимые в среде кислотной фазы ПАВ/со-ПАВ (растворимость более 0,5% масс.). В сравнении с прототипом, предлагаемый способ обеспечивает более широкий диапазон существования микроэмульсии по типу Винзор III, в том числе за счёт возможности использования хорошо растворимых со-ПАВ, возможность более полного разделения реакционной смеси после проведения реакции алкилирования с полным возвратом используемых ПАВ/со-ПАВ в следующий цикл использования жидкого кислотного катализатора, возможность контролируемого изменения свойств микроэмульсии за счёт варьирования соотношения ПАВ/со-ПАВ с целью обеспечения оптимального режима процесса при заданной температуре и средней длине углеродной цепи в среде алкилата. Повышенная растворимость ПАВ/со-ПАВ способствует контролируемому изменению фазового состояния системы, что может использоваться для разделения целевого продукта алкилирования от основной массы реакционной среды за счёт смещения равновесия в микроэмульсии путём повышения температуры, с переходом микроэмульсии от типа Винзор III к типу Винзор I.
Смесь ПАВ/со-ПАВ может добавляться как в совокупности, так и каждое ПАВ по отдельности к жидкому кислотному катализатору. Смесь жидкого кислотного катализатора/ПАВ/со-ПАВ может быть первоначально смешана с изоалканом или другим алкилируемым реагентом, после чего в систему может быть добавлен олефин. Возможен вариант, когда ПАВ/со-ПАВ добавляются в кислотный катализатор, который потом приводится в контакт с готовой смесью изоалкан/олефин.
Можно использовать любое ПАВ или смесь ПАВ/со-ПАВ, соответствующих критериям образования микроэмульсионной фазы Винзор III и/или Винзор I в условиях проведения реакции алкилирования, растворимость которых выше 0,5% масс. при расчёте на любой компонент системы.
При осуществлении данного изобретения смесь ПАВ/со-ПАВ может содержать карбоновую кислоту и/или соль карбоновой кислоты, в сочетании с фторированной алкилсульфоновой кислотой и/или её солью, но не ограничивается ими. Например, используемые ПАВ или смеси ПАВ/со-ПАВ могут включать комбинации стеариновой кислоты, додекановой кислоты, тридекановой кислоты, тетрадекановой кислоты, пентадекановой кислоты, гексадекановой кислоты, гептадекановой кислоты, октадекановой кислоты, нонандекановой кислоты, эйкозановой кислоты или их изомеров, а также, нонанфторбутансульфокислоты, ундекафторпентансульфокислоты, тридекафторгексансульфокислоты, гептафторбутановой кислоты, гептадекафторнонановой кислоты, ундекафторгексановой кислоты, гептадекафтороктансульфоамид, ангидрид нонанфторбутансульфокислоты, а также их соли, но не ограничиваются ими.
Типичные изоалканы, подлежащие алкилированию с целью получения моторных топлив, представляют собой изобутан и/или более тяжёлые изоалканы, содержащие третичный атом углерода, такие как изопентан и изогексан. Смеси, которые также могут использоваться как сырьё в реакции алкилирования, могут содержать в себе, помимо изоалканов, другие алканы, бензол, толуол, ксилол, нафталины, фенолы, ароматические амины, тиофены.
Используемые для проведения реакции алкилирования олефины, как правило, представляют собой линейные или разветвлённые углеводороды, содержащие в себе как минимум одну двойную углерод-углеродную связь. При осуществлении данного способа используемый олефин может представлять собой С2-С20 алкен. Также могут использоваться олефины не линейного строения и/или с более чем одной двойной связью.
Присутствие жидкого кислотного катализатора активирует реакцию алкилирования. В качестве жидкого кислотного катализатора могут выступать минеральные кислоты, такие как серная кислота, фтористоводородная кислота и тому подобные, а также кислотные ионные жидкости или смеси минеральных кислот и ионных жидкостей, или смеси минеральных кислот между собой. Минеральные кислоты поддерживаются в жидком состоянии и с минимальным содержанием воды. Жидкий кислотный катализатор также может содержать смесь минеральной кислоты и/или ионной жидкости с галогенидом металла, таким как хлорид алюминия, бромид алюминия, трифторид бора, либо с другими донорами протонов.
Условия реакции алкилирования включают давление, достаточное для поддержания углеводородов и кислоты в жидкой фазе, при этом общий диапазон находится в пределах примерно от 0 кПа до 10000 кПа. Условия реакции алкилирования также включают температуру, находящуюся в диапазоне от -10°С до +80°С. Реакция протекает при почасовых объёмных скоростях жидкости, находящихся в диапазоне от 0,1 ч-1 до 60 ч-1 .Указанные условия не распространяются на другие элементы установки, в которых не протекает реакция алкилирования.
Важной величиной в процессе алкилирования является мольное соотношение алкилируемого вещества к олефину. Для получения алкилата высокого качества типичные условия процесса алкилирования включают высокое соотношение мольной концентрации изоалкана к мольной концентрации олефина. Диапазон указанного соотношения находится в примерно в пределах от 2:1 до 20:1. В случае использования системы изобутан/бутен отношение изоалкан/олефин, как правило, находится в диапазоне от 3:1 до 10:1.
Условия реакции алкилирования могут включать в себя мольные соотношения изоалкан/олефин от 2:1 до 20:1.
Ещё одной переменной величиной в процессе алкилирования является мольное соотношение жидкого кислотного катализатора к олефину. Низкое мольное соотношение жидкого кислотного катализатора к олефину означает, что в процессе требуется меньшее количество жидкого кислотного катализатора. Мольное соотношение жидкого кислотного катализатора к олефину может находиться в диапазоне от 0,005:1 до 200:1.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фигуре 1 показаны возможные варианты микроэмульсий (мкЭ) по классификации Винзор - Винзор I, Винзор II, Винзор III, Винзор IV.
На фигуре 2 показана фотография модифицирования системы 96% серная кислота и ряда углеводородов (слева направо в пробирках: изобутан, изопентан, н-гексан, н-гептан, изооктан) путём добавления смеси ПАВ/со-ПАВ - стеариновая кислота и нонанфторбутансульфонат калия в мольном соотношении 1:2. Наблюдается образование микроэмульсии по типу Винзор III для образцов со средним числом атомов углерода 6 и 7 (н-гексана и н-гептан), после выдерживания при температуре 5-8°С.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Пример 1
Для определения подходящих для осуществления изобретения систем ПАВ/со-ПАВ проводится их поиск путём смешения концентрированной кислоты (серная кислота) и смеси различных ПАВ/со-ПАВ, с насыщенными углеводородами, имеющими различную длину углеродной цепи, так как из литературных данных известно (Salager et al. / How to Attain Ultralow Interfacial Tension and Three-Phase Behavior with Surfactant Formulation for Enhanced Oil Recovery: A Review. Part 1. Optimum Formulation for Simple Surfactant-Oil-Water Ternary Systems. // Journal of Surfactants and Detergents. - 2013. - Vol. 16, № 4. P. 449-472), что именно средняя длина углеводородной цепи определяется область существования систем Винзор III/Винзор I.
Для получения микроэмульсии (фиг. 1) по типу Винзор III в серию пробирок, содержащих 4 мл 96% серной кислоты и 4 мл различных насыщенных углеводородов (используются изобутан, изопентан, н-гексан, н-гептан, изооктан), добавляют смесь ПАВ - стеариновая кислота и со-ПАВ - нонанфторбутансульфонат калия в мольном соотношении 1:2. Стеариновая кислота и нонанфторбутансульфонат калия являются хорошо растворимыми в серной кислоте соединениями (растворимость существенно больше 0,5 % масс.). После взбалтывания, выдерживания при температуре 8°С и расслоения, наблюдается образование микроэмульсии по типу Винзор III для образцов со средним числом атомов углерода 6 и 7 (н-гексан и н-гептан), для образца с октаном (число атомов углерода равно 8) наблюдается образование микроэмульсии по типу Винзор III, что видно по увеличению объёма кислотной фазы по сравнению с первоначальным. При этом для образца с гексаном (число атомов углерода равно 6) наблюдается образование системы Винзор III близкой к сбалансированной (примерное равенство объёмов кислотной и углеводородной фаз, вовлечённых в образование средней микроэмульсионной фазы). В среде изобутана и изопентана (число атомов углерода равно 4 и 5 соответственно), которые являются основными объектами алкилирования для получения моторных топлив, не наблюдается образование микроэмульсий, наблюдается только образование обычных эмульсий, исчезающих после отстаивания, при этом используемые ПАВ растворены в кислотной фазе. Мольное соотношение ПАВ/со-ПАВ в средней фазе для образца с гексаном определяется с помощью ЯМР анализа, оно составляет 1:1.
Пример 2
Реакция алкилирования проводится в реакторе (объём реактора 100 мл), изготовленном из нержавеющей стали. Реактор оснащён механическим перемешивающим устройством, представляющим из себя мешалку с наклонными лопастями, а также охлаждающей рубашкой для отвода тепла реакции алкилирования. Используемые ПАВ/со-ПАВ предварительно растворяют в концентрированной серной кислоте с небольшим подогревом раствора до 30-35°С в сухой атмосфере. Загрузка кислотной фазы в реактор осуществляется с помощью насоса, реактор предварительно продувается сухим азотом. Изоалкан (изобутан) подаётся в реактор в жидком состоянии в виде готовой смеси с алкеном (бутен) в необходимой пропорции. На каждом этапе масса реактора измеряется с целью контроля количества загруженных компонентов. Состав углеводородной фазы анализируется с помощью метода газовой хроматографии. Так как в качестве изоалкана используется изобутан, находящийся при нормальных условиях в газообразном состоянии, то перед вскрытием реактора излишки непрореагировавшего изобутана медленно сбрасываются через холодную ловушку для улавливания следов алкилата, с проведением хроматографического анализа состава. Эксперимент проводится до полной (100%) конверсии алкена. Скорость вращения механической мешалки составляет 750 об/мин, отношение объёма серной кислоты к объёму изоалкана - 1:1, температура реакции варьируется в диапазоне 5-20°С, общее соотношение изоалкан/олефин составляет 15:1.
Проводят реакцию алкилирования изобутана бутеном-1, катализируемую концентрированной серной кислотой, в которую предварительно добавляют смесь ПАВ/со-ПАВ, состоящую из стеариновой кислоты и нонанфторбутансульфоната калия с мольным соотношением около 1:2, в количестве 0,03% масс. и 0,06% масс. по отношению к серной кислоте, соответственно. Реакцию проводят при температуре 5°С. Селективность превращения бутена-1 в триметилпентаны составляет 109,7%. (моль/моль). Селективность по продукту С8 - 121,9% (моль/моль) или 2,5 (масса С8/масса бутена-1). Выход алкилата составляет 2,9 (масса алкилата/масса бутена-1). Расчётное октановое число по исследовательскому методу (ОЧИ) - 99. Отношение прореагировавшего изобутана к бутену-1 составляет около 1,9 мол/мол, что означает значительный вклад реакции автоалкилирования.
Пример 3
Проводят реакцию алкилирования изобутана бутеном-1 в условиях, аналогичным примеру 2, только при повышенной температуре процесса 20°С. Селективность превращения бутена-1 в триметилпентаны составляет 60,1 % (моль/моль), селективность по продукту С8 - 76,2% (моль/моль) или 1,6 (масса С8/масса бутена-1). Выход алкилата составляет 2,3. Расчётное ОЧИ - 94.
Пример 4
Проводят реакцию алкилирования изобутана бутеном-1, катализируемую концентрированной серной кислотой с добавлением только стеариновой кислоты в качестве ПАВ. Реакцию в остальном проводят в реакторе и при условиях, описанных в примере 2. Селективность превращения бутена-1 в триметилпентаны составляет 58,6% (моль/моль), селективность по продукту С8 - 65,9% (моль/моль) или 1,3 (масса С8/масса бутена-1). Выход алкилата составляет 1,6. Расчётное ОЧИ - 97.
Пример 5
Проводят реакцию алкилирования изобутана бутеном-1, катализируемую концентрированной серной кислотой без добавления ПАВ. Реакцию в остальном проводят в реакторе и при условиях, описанных в примере 2. Селективность превращения бутена-1 в триметилпентаны составляет 38,3% (моль/моль), селективность по продукту С8 - 44,9% (моль/моль) или 0,9 (масса С8/масса бутена-1). Выход алкилата составляет 1,6. Расчётное ОЧИ - 93. По данным ЯМР анализа, за время эксперимента, количество образовавшихся КРМ более чем в 10 раз превосходит количество образовавшихся КРМ для примера 2, что является прямым свидетельством резкого снижения скорости расходования кислотного катализатора алкилирования, так как образование КРМ предполагает расходование кислоты.
В примерах проведения реакции алкилирования наблюдается значительное увеличение выхода продукта и исследовательского октанового числа при проведении реакции жидкофазного кислотного алкилирования изоалканов олефинами с применением ПАВ/со-ПАВ, позволяющих получать микроэмульсии по типу Винзор в реакционной среде процесса алкилирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЛКИЛИРОВАНИЯ, КАТАЛИЗИРУЕМОГО ЖИДКОЙ КИСЛОТОЙ | 2019 |
|
RU2782562C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ ПАРАФИНА (ВАРИАНТЫ), СПОСОБ АЛКИЛИРОВАНИЯ ИЗОПАРАФИНА, СПОСОБ ПРОИЗВОДСТВА АЛКИЛАТА (ВАРИАНТЫ) | 2003 |
|
RU2303024C2 |
| СПОСОБ ЖИДКОФАЗНОГО АЛКИЛИРОВАНИЯ ОЛЕФИНА | 1993 |
|
RU2138471C1 |
| СПОСОБ УПРАВЛЕНИЯ МНОГОФАЗНЫМ РЕАКТОРОМ С НИСХОДЯЩИМ ПОТОКОМ | 2003 |
|
RU2318591C2 |
| Способ получения алкилбензинов в каталитическом реакторе с внутренним осевым распределением алкилирующего агента | 2018 |
|
RU2715540C1 |
| СПОСОБ АЛКИЛИРОВАНИЯ С-С-ИЗОАЛКАНА С-С-ОЛЕФИНОМ, УСТРОЙСТВО И КАТАЛИЗАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА | 1991 |
|
RU2077525C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ КОМПОНЕНТОВ БЕНЗИНА И КАТАЛИЗАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2091360C1 |
| КОНТАКТНЫЕ СТРУКТУРЫ | 2003 |
|
RU2318590C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ С УЛУЧШЕННЫМ ОКТАНОВЫМ ЧИСЛОМ | 2018 |
|
RU2762589C2 |
| КАТАЛИЗАТОР И СПОСОБ АЛКИЛИРОВАНИЯ ИЗОБУТАНА | 2006 |
|
RU2306175C1 |
Изобретение относится к области химической технологии, к катализируемым жидкими кислотами жидкофазным процессам каталитического алкилирования изоалканов олефинами с целью получения высокооктановой добавки к моторному топливу - алкилата, в частности к процессу сернокислотного алкилирования. В частности, изобретение относится к способу жидкофазного кислотного алкилирования, включающему взаимодействие олефинов с изоалканами, содержащимися в алкилируемой смеси углеводородов, в присутствии жидкого кислотного катализатора и растворимого в нем ПАВ или смеси ПАВ, и/или с добавлением растворимых в кислотном катализаторе сопутствующих ПАВ с образованием реакционной смеси, содержащей продукт алкилирования. Способ характеризуется тем, что растворимость каждого из ПАВ и сопутствующих ПАВ в кислотной фазе составляет более 0,5% масс. в условиях проведения реакции алкилирования, и в реакционной смеси до или во время протекания реакции алкилирования происходит образование микроэмульсии по типу Винзор III и/или Винзор I. Технический результат - увеличение селективности и/или выхода целевого продукта - алкилата, высокие значения его октанового числа, уменьшение расходования кислотного катализатора алкилирования за счёт снижения скорости образования побочных продуктов реакции алкилирования. 5 з.п. ф-лы, 2 ил., 5 пр.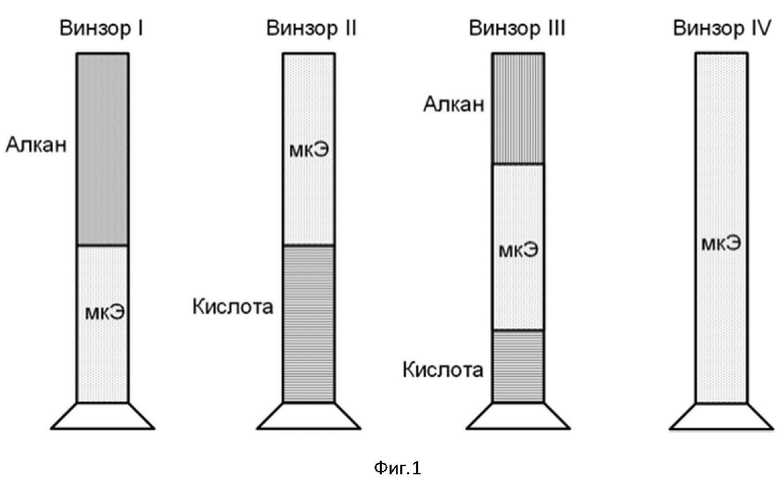
1. Способ жидкофазного кислотного алкилирования, включающий взаимодействие олефинов с изоалканами, содержащимися в алкилируемой смеси углеводородов, в присутствии жидкого кислотного катализатора и растворимого в нем ПАВ или смеси ПАВ, и/или с добавлением растворимых в кислотном катализаторе сопутствующих ПАВ с образованием реакционной смеси, содержащей продукт алкилирования, характеризующийся тем, что растворимость каждого из ПАВ и сопутствующих ПАВ в кислотной фазе составляет более 0,5% масс. в условиях проведения реакции алкилирования, и в реакционной смеси до или во время протекания реакции алкилирования происходит образование микроэмульсии по типу Винзор III и/или Винзор I.
2. Способ по п.1, характеризующийся тем, что в реакционной смеси до и/или во время протекания реакции алкилирования первоначально происходит образование микроэмульсии по типу Винзор III, а по окончании реакции алкилирования происходит образование микроэмульсии по типу Винзор I.
3. Способ по п.1, характеризующийся тем, что ПАВ и сопутствующие ПАВ добавляют до начала реакции алкилирования в жидкий кислотный катализатор.
4. Способ по п.1, характеризующийся тем, что в качестве ПАВ используют карбоновую кислоту и/или её соль или смесь карбоновых кислот и/или их солей, а в качестве сопутствующих ПАВ - частично или полностью фторированные алкилсульфоновые кислоты и/или их соли.
5. Способ по п.1, характеризующийся тем, что жидкий кислотный катализатор содержит серную кислоту, или фтороводородную кислоту, или кислотную ионную жидкость, или их сочетания.
6. Способ по п.1, характеризующийся тем, реакция алкилирования протекает при следующих условиях: температура от -10°С до +80°С, давление от 0 кПа до 10000 кПа, почасовая объемная скорость подачи жидкости от 0,1 ч-1 до 60 ч-1, мольное соотношение концентраций алкилируемого изоалкана к олефину от 2:1 до 20:1.
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛБЕНЗИНА | 1998 |
|
RU2140894C1 |
| СПОСОБ АЛКИЛИРОВАНИЯ ИЗОПАРАФИНОВ C-C ОЛЕФИНАМИ C-C | 1996 |
|
RU2127716C1 |
| US 4891466 A1, 02.01.1990 | |||
| CN 105170163 B, 07.11.2017 | |||
| US 5120895 A, 09.06.1992 | |||
| US 11639322 B2, 02.05.2023 | |||
| US 4795728 A1, 03.01.1989. | |||

