Изобретение относится к оборудованию для переработки пластмасс, в частности к литьевым машинам для термопластов и может быть использовано в химической промышленности.
Цель изобретения - повышение качества изготавливаемых изделий за счет интенсификации гомогенизации расплава.
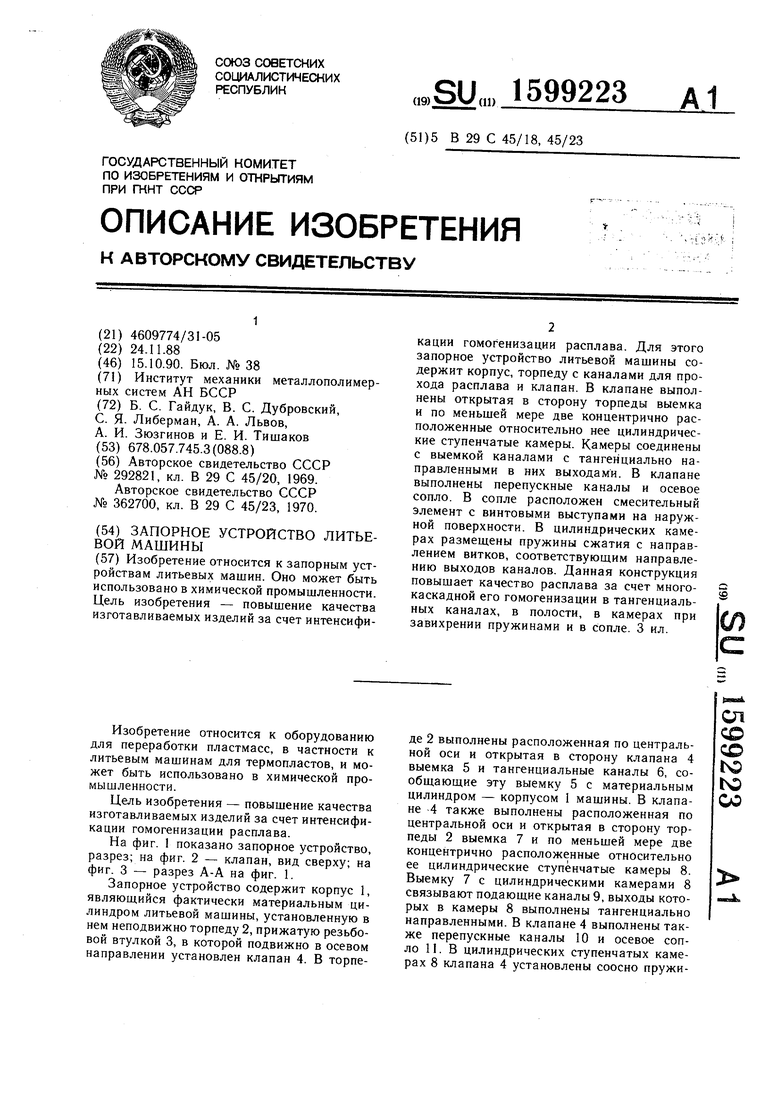
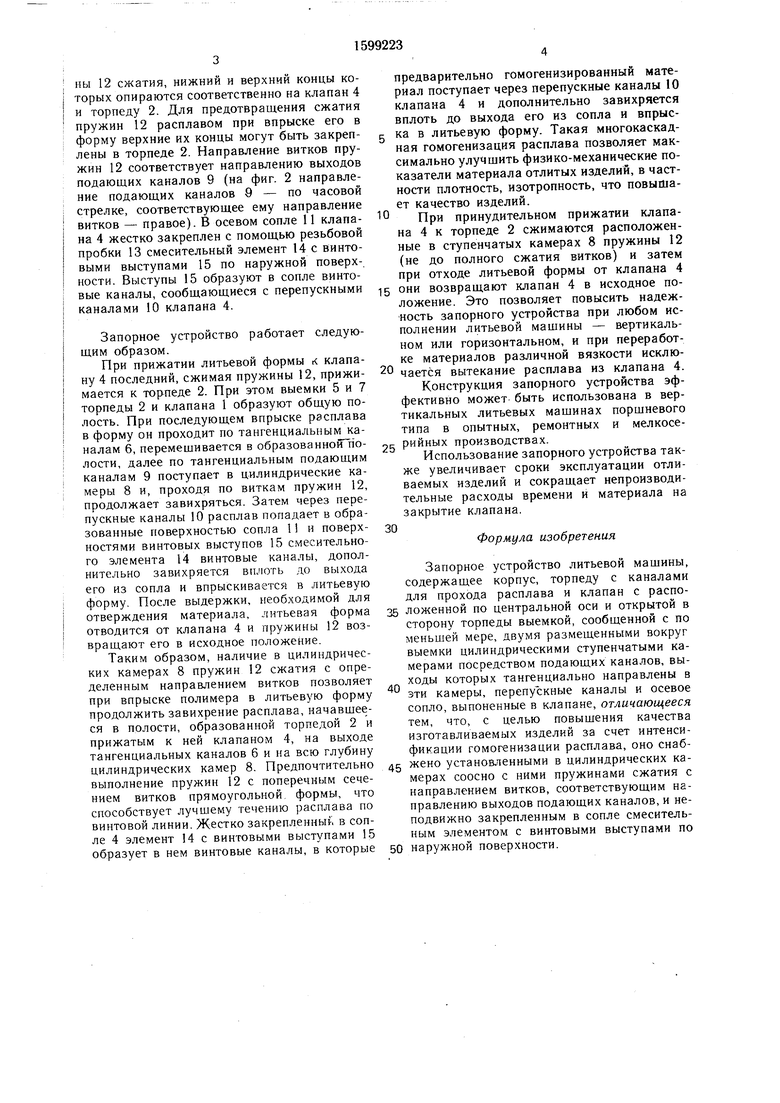
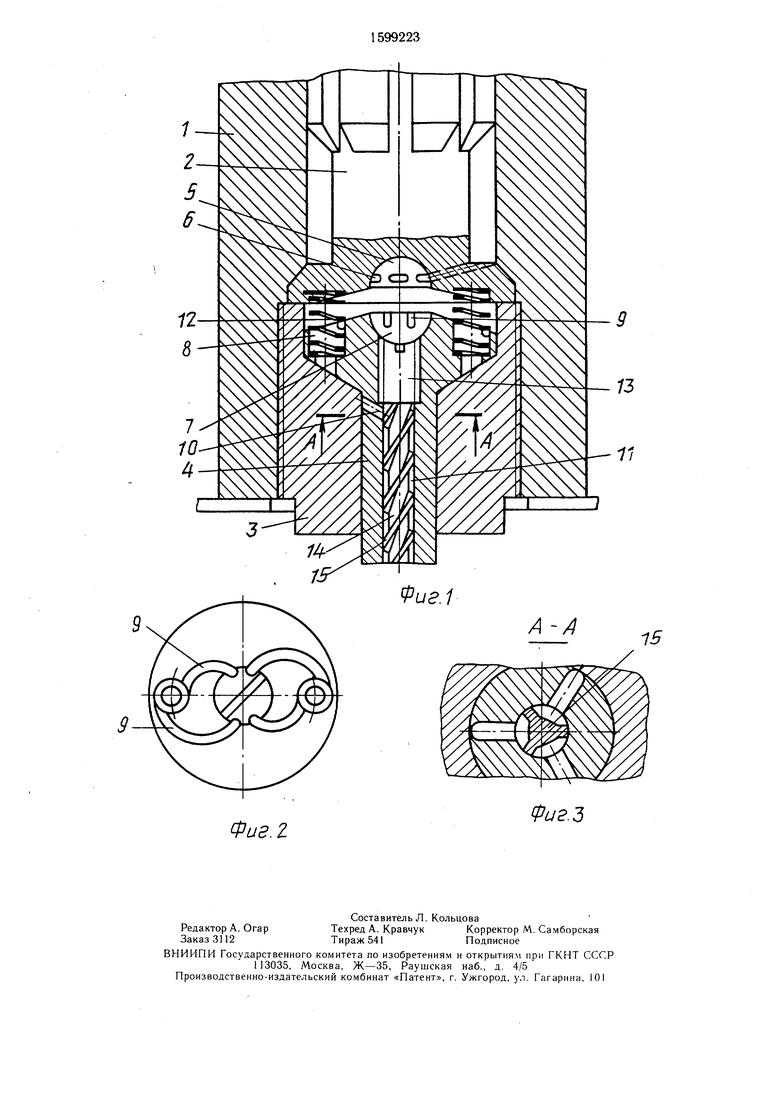
На фиг. 1 показано запорное устройство разрез; на фиг. 2 - клапан, вид сверху на фиг. 3 - разрез А-А на фиг. 1.
Запорное устройство содержит корпус 1 являющийся фактически материальным ци- линдром литьевой мащины, установленную в нем неподвижно торпеду 2, прижатую резьбовой втулкой 3, в которой подвижно в осевом направлении установлен клапан 4. В торпеде 2 выполнены расположенная по центральной оси и открытая в сторону клапана 4 выемка 5 и тангенциальные каналы 6, сообщающие эту выемку 5 с материальным цилиндром - корпусом 1 мащины. В клапане 4 также выполнены расположенная по центральной оси и открытая в сторону торпеды 2 выемка 7 и по меньшей мере две концентрично расположенные относительно ее цилиндрические ступенчатые камеры 8. Выемку 7 с цилиндрическими камерами 8 связывают подающие каналы 9, выходы которых в камеры 8 выполнены тангенциально направленными. В клапане 4 выполнены также перепускные каналы 10 и осевое сопло 11. В цилиндрических ступенчатых камерах 8 клапана 4 установлены соосно пружкСЛ С© СО
ГО
го
со
ны 12 сжатия, нижний и верхний концы которых опираются соответственно на клапан 4 и торпеду 2. Для предотвращения сжатия пружин 12 расплавом при впрыске его в форму верхние их концы могут быть закреплены в торпеде 2. Направление витков пружин 12 соответствует направлению выходов подающих каналов 9 (на фиг. 2 направление подающих каналов 9 - по часовой стрелке, соответствующее ему направление витков - правое). В осевом сопле 11 клапана 4 жестко закреплен с помощью резьбовой пробки 13 смесительный элемент 14 с винтовыми выступами 15 по наружной поверх-, ности Выступы 15 образуют в сопле винтовые каналы, сообщающиеся с перепускными каналами 10 клапана 4.
Запорное устройство работает следующим образом.
При прижатии литьевой формы к клапану 4 последний, сжимая пружины 12, прижимается к тортеде 2. При этом выемки 5 и 7 торпеды 2 и клапана 1 образуют общую полость. При последующем впрыске расплава в форму он проходит по тангенциальны апредварительно гомогенизированный мате риал поступает через перепускные каналы 10 клапана 4 и дополнительно завихряется вплоть до выхода его из сопла и впрыс- р. ка в литьевую форму. Такая многокаскад- ная гомогенизация расплава позволяет максимально улучщить физико-механические показатели материала отлитых изделий, в частности плотность, изотропность, что повышает качество изделий.
10 При принудительном прижатии клапана 4 к торпеде 2 сжимаются расположенные в ступенчатых камерах 8 пружины 12 (не до полного сжатия витков) и затем при отходе литьевой формы от клапана 4 15 они возвращают клапан 4 в исходное положение. Это позволяет повысить надежность запорного устройства при любом исполнении литьевой мащины - вертикальном или горизонтальном, и при переработке материалов различной вязкости исклю- 20 чается вытекание расплава из клапана 4. Конструкция запорного устройства эффективно может быть использована в вертикальных литьевых машинах порщневого типа в опытных, ремонтных и мелкосеВ форму он НиилиА ICJ41 ....„ „ -г-п-зм
„а л/« 6. перемешивается .о6ра,о.а„„о„™о ,, Г „Г
лости по тангенциальным подающим каналам 9 поступает в цилиндрические камеры 8 и, проходя по виткам пружин 12, продолжает завихряться. Затем через перепускные каналы 10 расплав попадает в образованные поверхностью сопла 11 и поверх- зо ностями винтовых выступов 15 смесительного элемента 14 винтовые каналы, дополнительно завихряется вплоть до выхода его из сопла и впрыскивается в литьевую форму. После выдержки, необходимой для отверждения материала, литьевая форма отводится от клапана 4 и пружины 12 возвращают его в исходное положение.
Таким образом, наличие в цилиндрических камерах 8 пружин 12 сжатия с определенным направлением витков позволяет при впрыске полимера в литьевую форму продолжить завихрение расплава, нача вщее- ся в полости, образованной торпедой 2 и прижатым к ней клапаном 4, на выходе тангенциальных каналов 6 и на всю глубину
Использование запорного устройства также увеличивает сроки эксплуатации отливаемых изделий и сокращает непроизводительные расходы времени и материала на закрытие клапана.
Формула изобретения
Запорное устройство литьевой машины, содержащее корпус, торпеду с каналами для прохода расплава и клапан с распо- 35 ложенной по центральной оси и открытой в сторону торпеды выемкой, сообщенной с по меньшей мере, двумя размешенными вокруг выемки цилиндрическими ступенчатыми камерами посредством подающих каналов, выходы которых тангенциально направлены в эти камеры, перепускные каналы и осевое сопло, выпоненные в клапане, отличающееся тем, что, с целью повышения качества изготавливаемых изделий за счет интенсификации гомогенизации расплава, оно снаб40
- 1-;лвыполнение пружин 12 с поперечным сечением витков прямоугольной, формы, что способствует лучшему течению расплава по винтовой линии. Жестко закрепленный, в сопле 4 элемент 14 с винтовыми выступами 15
мерах соосно с ними пружинами сжатия с направлением витков, соответствующим направлению выходов подающих каналов, и неподвижно закрепленным в сопле смесительным элементом с винтовыми выступами по
пр iL McHl j CDrlrll - - - - .,
образует в нем винтовые каналы, в которые 50 наружной поверхности.
предварительно гомогенизированный мате риал поступает через перепускные каналы 10 клапана 4 и дополнительно завихряется вплоть до выхода его из сопла и впрыс- р. ка в литьевую форму. Такая многокаскад- ная гомогенизация расплава позволяет максимально улучщить физико-механические показатели материала отлитых изделий, в частности плотность, изотропность, что повышает качество изделий.
10 При принудительном прижатии клапана 4 к торпеде 2 сжимаются расположенные в ступенчатых камерах 8 пружины 12 (не до полного сжатия витков) и затем при отходе литьевой формы от клапана 4 15 они возвращают клапан 4 в исходное положение. Это позволяет повысить надежность запорного устройства при любом исполнении литьевой мащины - вертикальном или горизонтальном, и при переработке материалов различной вязкости исклю- 20 чается вытекание расплава из клапана 4. Конструкция запорного устройства эффективно может быть использована в вертикальных литьевых машинах порщневого типа в опытных, ремонтных и мелкосе„ „ -г-п-зм
,, Г „Г
, Г „Г
зо
Использование запорного устройства также увеличивает сроки эксплуатации отливаемых изделий и сокращает непроизводительные расходы времени и материала на закрытие клапана.
Формула изобретения
Запорное устройство литьевой машины, содержащее корпус, торпеду с каналами для прохода расплава и клапан с распо- 35 ложенной по центральной оси и открытой в сторону торпеды выемкой, сообщенной с по меньшей мере, двумя размешенными вокруг выемки цилиндрическими ступенчатыми камерами посредством подающих каналов, выходы которых тангенциально направлены в эти камеры, перепускные каналы и осевое сопло, выпоненные в клапане, отличающееся тем, что, с целью повышения качества изготавливаемых изделий за счет интенсификации гомогенизации расплава, оно снаб40
мерах соосно с ними пружинами сжатия с направлением витков, соответствующим направлению выходов подающих каналов, и неподвижно закрепленным в сопле смесительным элементом с винтовыми выступами по
.,
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАПОРНОЕ УСТРОЙСТВО ЛИТЬЕВОЙ МАШИНЫ | 1973 |
|
SU362700A1 |
| Модульный статический смеситель-активатор | 2021 |
|
RU2775588C1 |
| КОМБИНИРОВАННЫЙ СТАТИЧЕСКИЙ СМЕСИТЕЛЬ-АКТИВАТОР | 2015 |
|
RU2592801C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КРАСНОГО ПИЩЕВОГО КРАСИТЕЛЯ | 1993 |
|
RU2041898C1 |
| ДОЗИРУЮЩЕЕ УСТРОЙСТВО | 2007 |
|
RU2440841C2 |
| Способ смазки форм стеклоформующего автомата и устройство для его осуществления | 1984 |
|
SU1234379A1 |
| Запорное устройство литьевой машины | 1984 |
|
SU1193005A1 |
| Узел пластикации литьевой машины | 1987 |
|
SU1412983A1 |
| Устройство для пластикации термопластов | 1979 |
|
SU946969A1 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ ВЫПУСКА СРЕД | 1990 |
|
RU2032482C1 |
Изобретение относится к запорным устройствам литьевых машин. Оно может быть использовано в химической промышленности. Цель изобретения - повышение качества изготавливаемых изделий за счет интенсификации гомогенизации расплава. Для этого запорное устройство литьевой машины содержит корпус, торпеду с каналами для прохода расплава и клапан. В клапане выполнена открытая в сторону торпеды выемка и по меньшей мере две концентрично расположенные относительно нее цилиндрические ступенчатые камеры. Камеры соединены с выемкой каналами с тангенциально направленными в них выходами. В клапане выполнены перепускные каналы и осевое сопло. В сопле расположен смесительный элемент с винтовыми выступами на наружной поверхности. В цилиндрических камерах размещены пружины сжатия с направлением витков, соответствующим направлению выходов каналов. Данная конструкция повышает качество расплава за счет многокаскадной его гомогенизации в тангенциальных каналах, в полости, в камерах при завихрении пружинами и в сопле. 3 ил.
| ПРИНУДИТЕЛЬНО ОТКРЫВАЮЩИМСЯ КЛАПАНОМ | 0 |
|
SU292821A1 |
| Солесос | 1922 |
|
SU29A1 |
| ЗАПОРНОЕ УСТРОЙСТВО ЛИТЬЕВОЙ МАШИНЫ | 0 |
|
SU362700A1 |
| Солесос | 1922 |
|
SU29A1 |
| Й ОИСТВО ЛИТЬЕ. | |||
