Изобретение относится к черной металлургии и может быть использовано при лиаке сталей в изложницы.н н
вя ° Ретения - повышение качества центрального слитка путем уменьшрн1,а
ваниТиГлГ прГиспГзо- вании изложницы в качестве центровой
На фиг.1 изображено устройство для разливки металлов- на фиг.2 - схема оаспп пожения изложницсхема.расподержгг о °гГпГ::„г Гог е „7/.-ГЗ
закпрп ° в-полости изложницы и
телТно ™- тельно устройство снабжено фланцем 5 г
лГ установленным на поддоне под металлической трубой соосно с изложницей. Толщина фланца5 равна 3-5 толщины стенки трубы 4
снабжГн Гп Г Р части 6 и выпол- ной , -конуса ВЫСОТОЙ, равной 0,7-0,9 высоты изложницы и диаметрами нижнего и верхнего отверс й равными соответственно 0.4-0 7 и 02-0 з
среднего диаметра полости изложницы. tonuiHHa стенки трубы .
а к/.
где D - средний диаметр изложницы;
К-коэффициент, равный . Устройство работает следующим обра ° Расплавленный металл из разливочного открытой струей подают в полость тоубы 4. Наличие трубы 4 предотвращает (разбрызгивание металла и защищает стен- ки изложницы 3 от брызг. При заполн, полости трубы жидким металлом обеспечи- 1вается смягчение удара струи о поддон 1. {уменьшается разбрызгивание и размываю- щее действие струи на стенки изложницы. 3 и поддон 1, который защищен также флан- цем 5 В зто же время начинают расплав- Гляться стенки трубы 4. в результате чего i дальнейшее наполнение изложницы 3 про- исходит сифонно, практически без Разбрь|з- гивания. По мере наполнения изложниц металлом происходит оплавление трубы 4 Ребра-Фиксаторы 6 удерживают трубу 4 от падения внутрь изложницы 3. Через сифон- : ную проводку 2. расположенную в каналах поддона 1, происходит заполнение остальных изложниц.
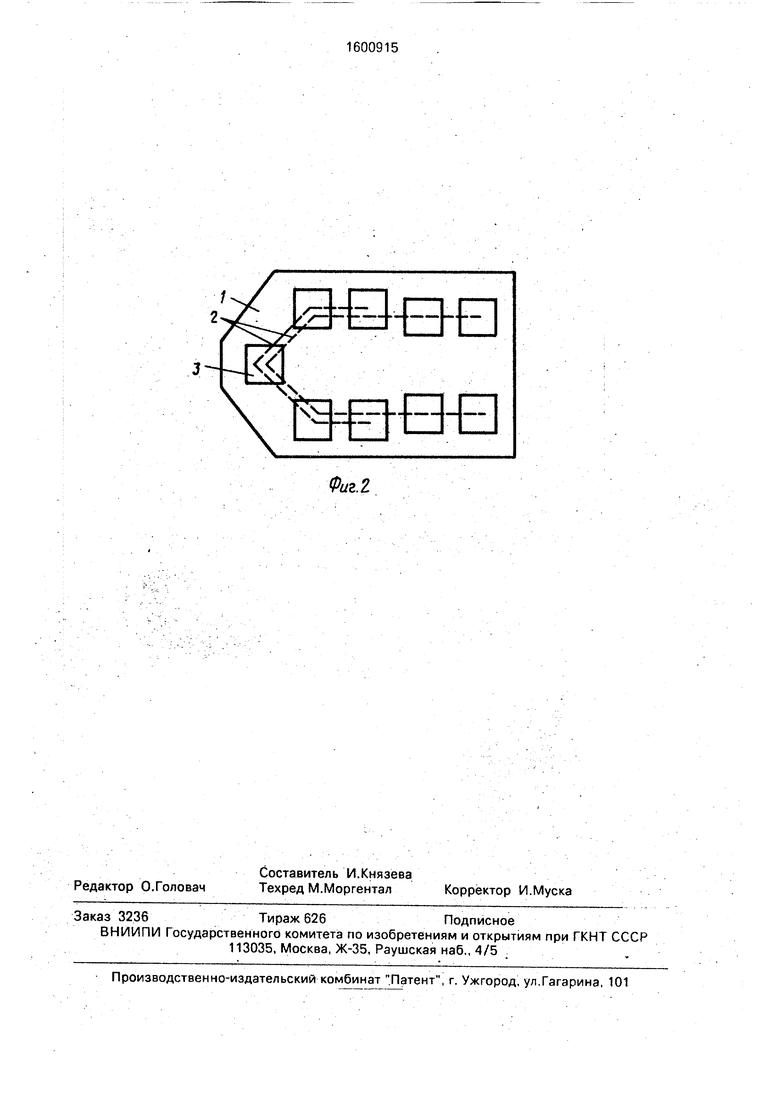
Устройство для разливки металлов применяется при установке изложницы, используемой в качестве центровой, на одном из краев пбддона (фиг.2). Такая схема расположения изложниц позволяет проводить разливку стали одновременно через два шиберных затвора разливочного ковша в две центральные изложницы, расположенные на смежных краях поддонов.
В устройстве для разливки металлов металлическую трубу устанавливают в полости
изложницы, и фланец защищает ее стенки и поддон от размывания потоком металла и
- заваривания, что позволяет использовать изложницу в качестве центровой при сифонной разливке стали и осуществить сифонное
заполнение центральной изложницы при разливке. В этом случае исключается приваривание центрального слитка к поддону и изложнице, улучшается качество боковой поверхности центрального слитка за счет исключения разбрызгивания, исключается невыход металла в сифонные изложницы, а также упрощается процесс разливки стали, -V так как разливщику хорошо виден верхний торец трубы, куда должен подаваться параметры устройства определены экспериментальным путем.
Толщина фланца равна 3-5 толщины
стенки трубы б.
5
10
15
20 25
3
При толщине фланца менее 3 толщин тенки трубы слиток приваривается к подону При толщине фланца более 5 толщин стенки трубы имеются трещины на линии сплавления слитка и фланца, что снижает
качество слитка.
Металлическая труба выполнена в виде усеченного конуса высотой 0.7-0,9 высоты
высоте трубы более 0,9 высоты из- ложницы ее верхняя часть не Расплавляет ся что приводит к увеличению головной
обрези. При ВЫСОТ6 трубы менее 0,7 высоты изложницы устройство не защищает стенок .
изложницы от брызг металла, что приводит к снижению качества слитка.
Постоянная подпитка слитка горячим металлов при использовании изложницы в качестве центровой требует .увеличения объема трубы в нижней части изложницы поэтому металлическая труба выполнена в виде усеченного конуса с диаметрами нижнего и верхнего отверстий, соответственно равных 0.4-0.7 и 0.2-0.3 среднего диаметра полости изложницы D.,„рп
Увеличение диаметра нижнего отвер стия трубы свыше 0,7 среднего диаметра полости изложницы снижает качество центрального слитка, так как близкое располо- жение стенки трубы и стенки изложницы создает условия для образования корочки слитка неравномерной толщины, и приусадке слитка в процессе его охлаждения на его поверхности образуются поперечные тре- R шины Уменьшение диаметра нижнего отверстия трубы менее 0,4 среднего Диаметра полости изложницы приводит к быстрому растворению трубы в жидком металле, что повышает вероятность приваривания слит- 0 ка к поддону и изложнице.
Применение трубы с диаметром верхнего отверстия менее 0,2 среднего диаметра полости в изложницы затрудняет эксплуатацию устройства, поскольку струя металла 45 попадает на торец трубы и наружную поверхность трубы. Уменьшение диаметра трубы в верхней части слитка создает условия для медленного застывания прибыльной части слитка, тем самым уменьшая ее объем, а 50 следовательно, увеличивая °бьем годной ча сти слитка. Узеличение диаметра верхнего отверстия трубы свыше 0,3 среднего диаметра полости изложницы.ухудшает условия кристаллизации головной части слитка, 55 что приводит к увеличению головной обре При коэффициенте К меньшем 100 слиток приваривается к стенке изложницы. При коэффициенте большем 220 происходит несплавление в теле слитка.
Отливают слитки из кипящих сталей массой 0,6; 3; 7,2 и 8,3 т. Температура металла 1580-1585°С. На поддоне устанавливают 8 сифонных изложниц, центральную изложницу устанавливают на краю поддона.
При этом центральный слиток не приваривается к поддону.
Применение предлагаемого устройства для разливки металлов позволяет также улучшить качество стали по включениям, так как исключена центровая с засыпкой порошка между огнеупорными втулками и стенкой центровой, ускорить сборку состава под разливку и облегчить труд рабочих, занятых на сборке составов.
Формула изобретения Устройство для разливки металлов, включающее установленную на поддоне изложницу и металлическую трубу, размещенную в полости изложницы и закрепленную в ее верхней части, отличающееся тем,
что, с целью повышения качества центрального слитка путем уменьшения его привари- вания к поддону при использовании изложницы в качестве центров0й,устройство снабжено фланцем с отверстием в центре, установленным на поддоне под металлической трубой соосно с изложницей толщиной, равной 3-5 толщинам стенки этой трубы, а также ребрами-фиксаторами
для закрепления металлической трубы, при этом последняя выполнена в виде усеченного конуса высотой, равной 0,7-0,9 высоты изложницы, и диаметрами отверстий снизу и сверху, равными соответственно 0,4-0,7 и
0,2-0,3 среднего диаметра полости изложницы, а толщина д стенки металлической трубы равна
a K/VD , где К- коэффициент, равный 100-220;
D - средний диаметр полости изложницы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разливки стали | 1987 |
|
SU1454568A1 |
| ЦЕНТРОВАЯ ДЛЯ СИФОННОЙ РАЗЛИВКИ СТАЛИ | 1989 |
|
RU2062678C1 |
| Устройство для сифонной разливки стали | 1986 |
|
SU1416263A1 |
| УСТРОЙСТВО ДЛЯ СИФОННОЙ РАЗЛИВКИ МЕТАЛЛА | 1990 |
|
RU2061575C1 |
| Устройство для сифонной разливки стали | 1989 |
|
SU1671401A1 |
| Устройство для сифонной разливки стали | 1988 |
|
SU1662742A1 |
| УСТРОЙСТВО ДЛЯ СИФОННОЙ РАЗЛИВКИ СТАЛИ | 1990 |
|
RU2061576C1 |
| Устройство для отливки слитков сверху | 1988 |
|
SU1600916A1 |
| Способ сифонной разливки стали | 1988 |
|
SU1538987A1 |
| Центровая для сифонной разливки стали | 1990 |
|
SU1763083A1 |
Изобретение относится к черной металлургии, а именно к разливке сталей в изложницы. Цель изобретения - повышение качества центрального слитка путем уменьшения его приваривания к поддону при использовании изложницы в качестве центровой. Устройство для разливки металлов включает установленную на поддоне изложницу и металлическую трубу, размещенную в ее полости и закрепленную в верхней части изложницы. Устройство дополнительно снабжено фланцем с отверстием в центре, установленным на поддоне под металлической трубой соосно с изложницей, толщина которого равна 3-5 толщины стенки этой трубы, при этом труба в верхней части снабжена ребрами-фиксаторами и выполнена в виде усеченного конуса высотой, равной 0,7-0,9 высоты изложницы, с диаметрами нижнего и верхнего отверстий, равными соответственно 0,4-0,7 и 0,2-0,3 среднего диаметра полости изложницы, а толщина стенки трубы равна δ=K√D, где D - средний диаметр полости изложницы, K - коэффициент, равный 100-220. 2 ил.
Фиг.Г
Фиг.2,
