Изобретение относится к черной металлургии, а именно к устройствам для отливки слитков сверху.
Цель изобретения - повышение качества слитка за счет уменьшения его приваривания к поддону и изложнице.
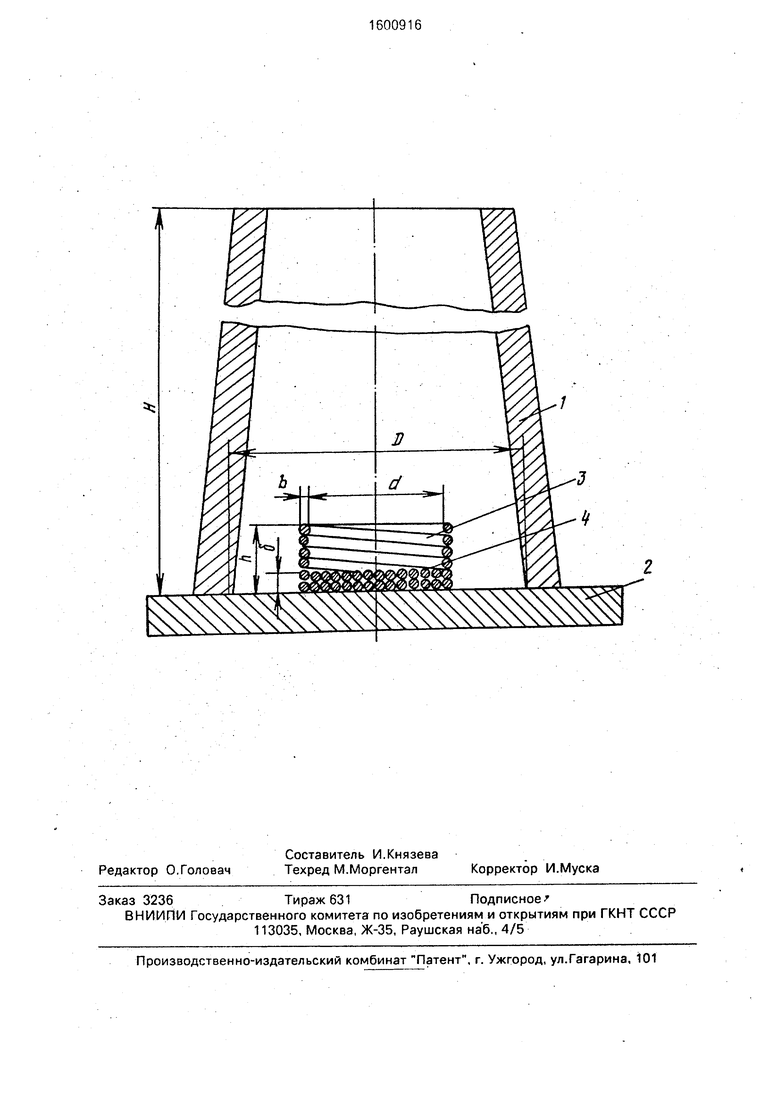
На чертеже изображено устройство для отливки слитков сверху. ;
Устройство содержит поддон 1, установленную на нем изложницу 2 высотой Н и размещенную на поддоне соосно ей стальную трубу 3 высотой h с дном 4 толщиной о . Диаметр полости трубы d, толщина стенки трубы Ь. Диаметр рабочей полости изложницы 2 у нижнего торца D.
Труба 3 выполнена в виде сплошной спирали высотой и диаметром полости соответственно h 0,,055 Н ,13-0,17 Н. - Толщина стенки трубы b 0,007-0,010 D. Дно 4 выполнено в виде плоских сплошных спиралей, установленных одна на другую, при зтом толщина дна S 0,0045-0,011 Н. Труба и дно выполнены из отходов продукции проволочного прокатного производства. Все параметры устройства определены экспериментальным путем.
Сборку устройства производят в следующей последовательности.
На поддон 1 по центру устанавливают друг на друга требуемое количество плоских спиралей, образующих дно 4, затем устанавливают трубу в виде цилиндрической спирали 3 и изложницу 2.
с о о ю
Устройство работает следующим обра50М.
i При наполнении изложницы 2 расплавом стенки трубы 3 защищают донную часть изложницы от разбрызгивания, а дно 4 от размывания поддона потоками расплава. В процессе наполнения изложницы расплавленным металлом в условиях сильного развития гидродинамических потоков стенки трубы и дна расплавляются и полностью -{растворяются в расплаве. Полному растио- рению их способствует развитая поверх- ность спиралей, из которых изготовлены
труба и дно, При этом плавление начинается ;в местах стыка витков спиралей одновременно по всей поверхности трубы и дна, которые по мере.наполнения изложницы
; полностью растворяются в расплаве.
Высота трубы зависит от высоты изложницы Н и связана с высокой интенсивно стью гидродинамических потоков в нижней
части полости трубы, вызывающей разбрыз- : гивание. Если высота трубы меньше 0,04 высоты изложницы, то высокая интенсивность потоков вызывает преждевременное растворение трубы и повышается приваривание слитков к изложнице. Если высота трубы больше 0,055 высоты изложницы, то в структуре сохраняются остатки проволоки спирали верхней части трубы, что связано с ослаблением гидропотоков по мере наполнения Tpy6t;i.
Если диаметр полости трубы будет меньше 0,13 высоты изложницы, то повышается вероятность попадания струи на торец трубы. В этом случае одна часть трубы размывается и растворяется, а оставшаяся часть оказывается нерастворенной. При прокате слитков наблюдается расслой. Если диаметр полости трубы больше 0,17 высоты изложницы, то оказывается чрезмерным расход проволоки на изготовление спиралей.
Толщина стенки трубы зависит от сечения изложницы, которая определяет количество жидкого металла, находящегося снаружи и внутри трубы и отдающего тепло ее спирали. Если толщина стенки трубы меньше 0,007 диаметра рабочей полости изложницы у нижнего торца, то пррисходит преждевременное растворение трубы и повышается вероятность приварки слитка к ..изложнице. Если толщина стенки трубы больше 0,010 диаметра рабочей полости изложницы у нижнего торца, то часть спирали трубы остается нерастворенной,
При менение многослойного дйа устройства, выполненного в виде нескольких плоских сплошных спиралей, установлен
ных одна на другую, повышает эффективность работы устройства, при поступлении первых порций металла за счет уменьшения разбрызгивания. Толщина дна зависит от высоты изложницы, определяющей энергию металлической струи, падающей в полость трубы и размывающей дно. Если толщина дна меньше 0,0045 высоты изложницы, то наряду с растворением спирали 0 донной части происходит приварка слитка к поддону и ухудшение качества слитка. Если толщина дна больше 0,011 высоты изложницы, то в структуре остаются нерастворенные куски спиралей дна.
5Пример. Проводят разливку стали с
применением предлагаемого устройства. Температура металла на выпуске из ковша 1530-1540°С. Разливку плавки производят в изложницы высотой 2600 мм и диаметром 0 полости изложницы у нижнего торца 712 мм. Трубу изготавливают из проволоки диаметром 5-6 мм, высота трубы 110-140мм, внут- . ренний диаметр 340-440 мм, Дно изготавливают из проволоки диаметром 7 25 мм, общая толщина дна при использовании 1-3 слоев составляет 7-21 мм, диаметр донной части 330-430 мм, т.е. дно свободно устанавливают внутрь трубы.
В слитках, отлитых с применением 30 предлагаемого устройства снижается на 15- 20% протяженность усов внецентренной ликвации по сравнению со слитками, отлитыми с применением известного устройства (монолитной трубы и вкладыша). 35 Применение устройства для отливки слитков сверху повышает качество слитка за счетуменьшения его приваривания к поддону и изложнице.
Формула изобретения 401. Устройство для отливки слитков сверху, включающее поддон,установленную на нем изложницу и размещенную на поддоне соосно ей стальную трубу с дном, отличающееся тем, что, с целью повышения 45 качества слитка за счет уменьшения его приваривания к поддону и изложнице, труба выполнена в виде сплошной спирали высотой и диаметром полости соответственно равными 0,04-0,055 и 0,13-0,17 высоты из- 50 ложницы, с толщиной стенки, равной 0,007- 0,010 диаметра рабочей полости изложницы у нижнего торца, а дно выполнено в виде плоских сплошных спиралей, установленных одна на другую, при этом толщина дна 55 равна 0,0045-0,011 высоты изложницы.
2. Устройство поп.1,отличающее- с я тем, что труба и дно выполнены из отходов продукции проволочного прокатного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2311257C1 |
| Устройство для отливки листового слитка | 1990 |
|
SU1694325A1 |
| Устройство для разливки стали | 1987 |
|
SU1454568A1 |
| Устройство для разливки металлов | 1988 |
|
SU1600915A1 |
| Пробка глуходонной изложницы | 1985 |
|
SU1316103A1 |
| Устройство для отливки слитков | 1986 |
|
SU1382582A1 |
| Способ изготовления полых заготовок | 1977 |
|
SU722659A1 |
| Устройство для отливки слитков | 1983 |
|
SU1138231A1 |
| Способ получения плоских слитков направленной кристаллизацией | 1990 |
|
SU1825323A3 |
| Устройство для разливки металлов | 1989 |
|
SU1688973A1 |
Изобретение относится к металлургии, а именно к устройствам для отливки слитков сверху. Цель изобретения - повышение качества слитка за счет уменьшения его приваривания к поддону и изложнице. Устройство включает в себя поддон, установленные на нем изложницу и соосно ей стальную трубу с дном, причем труба выполнена в виде сплошной спирали высотой и диаметром соответственно 0,04-0,055 и 0,13-0,17 высоты изложницы с толщиной стенки, равной 0,007-0,010 диаметра рабочей полости изложницы у нижнего торца, а дно выполнено в виде плоских сплошных спиралей, установленных одна на другую, при этом толщина дна равна 0,0045-0,011 высоты изложницы. 1 ил.
| 0 |
|
SU156079A1 | |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для отливки слитков | 1983 |
|
SU1138231A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ защиты поддонов изложниц | 1982 |
|
SU1091987A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
