(21)4077577/31-02
(22)09,04.86
(46) 15.08.88. Бюл. № 30
(71)Днепродзержинский индустриальный институт им. М.И. Арсеничева
(72)С.Н. Курганов, М.И. Бейлинов и А.С. Курганов
(53)621.746.393(088.8) .
(56)Авторское свидетельство СССР 630028, кл. В 22 D 7/10, 1976.
Патент ПНР Н 75410, кл. В 22 D 7/10, 1973.
(54)УСТРОЙСТВО ДЛЯ СИФОННОЙ РАЗЛИВКИ СТАЛИ
(57)Изобретение относится к области черной металлургии, в частности к устройствам для сифонной разливки стали, и может быть использовано для разливки стали в изложницы с закрытым верхом. Цель изобретения - повышение точности определения момента наполнения и увеличение вькода годного металла. Устройство содержит под- дон с сифонными проводками, центровую изложницу 1, закрытую прибыльную надставку в виде металлической обечайки с фланцем 2 и теплоизолирующего колпака 3 с отверстием 4, установленную на изложнице, и указатель уровня металла 5, выполненный из прутка преимущественно диаметром 6-8 мм с отогнутыми перпендикулярно оси концамт 6 и 7, причем нижний конец 7 загнут в виде крючка с прямой и обратной ветвями, расстояние между которьми равно диаметру прутка, а длина .обратной ветви вдвое больше длины прямой. При этом указатель уровня металла размещен внутри теплоизолирующего колпака 3 с возможностью сво- j бодного перемещения в отверстии 4. 2 ил.
(Л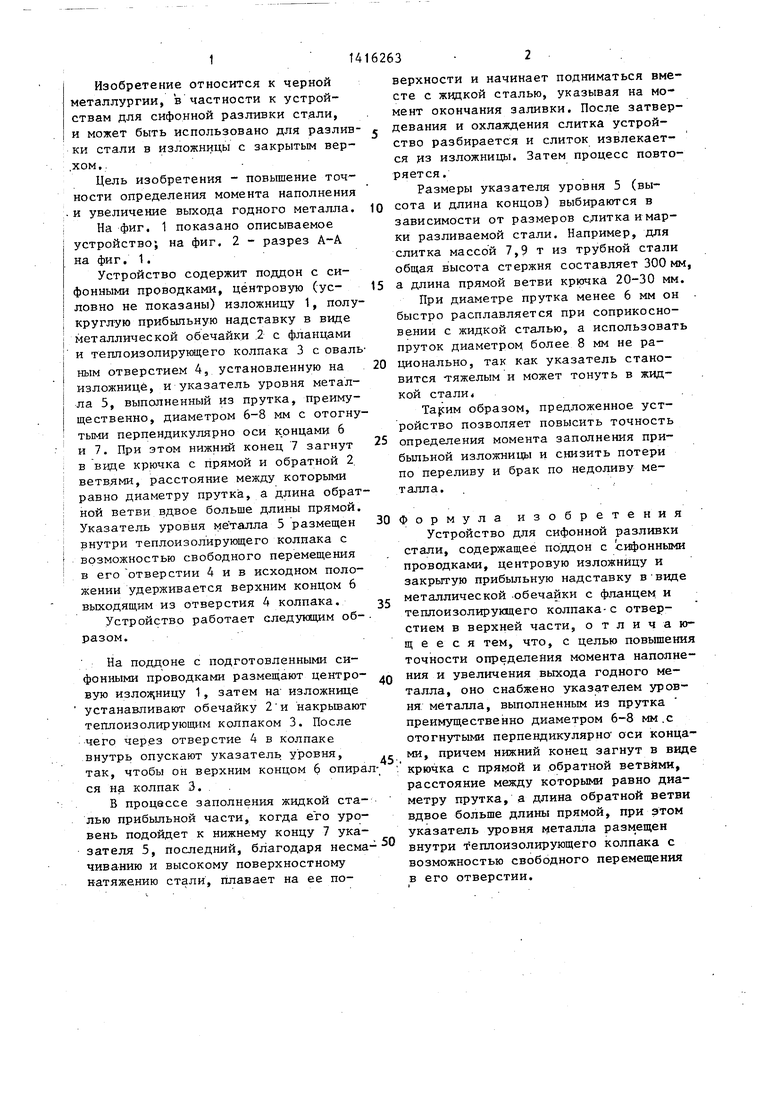
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ГОЛОВНОЙ ЧАСТИ СЛИТКА В ИЗЛОЖНИЦЕ | 2006 |
|
RU2325968C2 |
| Способ сифонной разливки стали и устройство для его осуществления | 1988 |
|
SU1585059A1 |
| СИФОННАЯ ПРОВОДКА С КРУГЛЫМ СЕЧЕНИЕМ КАНАЛА ДЛЯ ПОДВОДА МЕТАЛЛА | 1992 |
|
RU2048958C1 |
| Способ изготовления слитка | 1989 |
|
SU1688976A1 |
| Устройство для контроля наполнения металлом изложницы сифоном | 1988 |
|
SU1507524A1 |
| Устройство для сифонной разливки стали | 1985 |
|
SU1320006A1 |
| СПОСОБ РАСКИСЛЕНИЯ СПОКОЙНОЙ СТАЛИ | 1997 |
|
RU2111263C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ СЛИТКОВ | 1996 |
|
RU2101132C1 |
| Способ сифонной разливки стали | 1979 |
|
SU829320A1 |
| Устройство для сифонной разливки стали | 1988 |
|
SU1662742A1 |

Изобретение относится к черной металлургии, в частности к устройствам для сифонной разливки стдли, и может быть использовано для разлив ки стали в изложницы с закрытым вер- .хом..
Цель изобретения - повышение точности определения момента наполнения И увеличение выхода годного металла.
На фиг. 1 показано описываемое устройство; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит поддон с сифонными проводками, центровую (ус- ловно не показаны) изложницу 1, полукруглую прибьшьную надставку в виде металлической обечайки .2 с фланцами и теплоизолирующего колпака 3 с овальным отверстием 4, установленную на изложнице, и указатель уровня металла 5, выполненный из прутка, преимущественно, диаметром 6-8 мм с отогнутыми перпендикулярно оси крнцами 6 и 7. При этом нижний конец 7 загнут в виде крючка с прямой и обратной 2. ветвями, расстояние между которыми равно диаметру прутка, а длина обратной ветви вдвое больше длины прямой. Указатель уровня металла 5 размещен внутри теплоизолирующего колнака с возможностью свободного перемещения в его отверстии 4 и в исходном положении удерживается верхним концом 6 выходящим из отверстия 4 колпака.
Устройство работает следующим образом.
На поддоне с подготовленными сифонными проводками размещают центровую излоя ницу 1, затем на изложнице устанавливают обечайку 2 и накрьшают теплоизолирующрсм колпаком 3. После чего через отверстие 4 в колпаке внутрь опускают указатель уровня, так, чтобы он верхним концом 6 опирася на колпак 3. .
В процессе заполнения жидкой ста- лью прибыльной части, когда его уровень подойдет к нижнему концу 7 указателя 5, последний, благодаря несма чиванию и высокому поверхностному натяжению стали, плавает на ее по
0
5 0 5 0 5
0
верхности и начинает подниматься вместе с жидкой сталью, указывая на момент окончания заливки. После затвердевания и охлаждения слитка устройство разбирается и слиток извлекается из изложницы. Затем процесс повторяется .
Размеры указателя уровня 5 (высота и длина концов) выбираются в зависимости от размеров слитка и марки разливаемой стали. Например, для слитка массой 7,9 т из трубной стали общая высота стержня составляет 300мм, а длина прямой ветви крючка 20-30 мм.
При диаметре прутка менее 6 мм он быстро расплавляется при соприкосновении с жидкой сталью, а использовать пруток диаметром более 8 мм не рационально, так как указатель становится тяжелым и может тонуть в жидкой стали.
образом, предложенное устройство позволяет повысить точность определения момента заполнения прибыльной изложницы и снизить потери по переливу и брак по недоливу металла. ..
Формула изобретения Устройство для сифонной разливки стали, содержащее поддон с сифонными проводками, центровую изложницу и закрытую прибыльную надставку в-виде металлической -обечайки с фланцем и теплоизолирующего колпака-с отверстием в верхней части, отличающееся тем, что, с целью повышения точности определения момента наполнения и увеличения выхода годного металла, оно снабжено указателем уровня металла, выполненным из прутка преимущественно диаметром 6-8 мм.с отогнутыми перпендикулярно оси концами, причем нижний конец загнут в виде крючка с прямой и .обратной ветвями, расстояние между которыми равно диаметру прутка, а длина обратной ветви вдвое больще длины прямой, при этом указатель уровня металла размещен внутри теплоизолирующего колпака с возможностью свободного перемещения в его отверстии.
Фиг. 2
