(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки изделий | 1980 |
|
SU973639A1 |
| Способ термической обработки чугуна | 1979 |
|
SU899685A1 |
| СТАЛЬ ДЛЯ ЦЕПЕЙ ГОРНОДОБЫВАЮЩЕГО ОБОРУДОВАНИЯ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2801655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ КЛАССА ПРОЧНОСТИ 14.9 МЕТОДОМ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2022 |
|
RU2802486C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ТОЛСТОЛИСТОВОГО СТАЛЬНОГО ПРОКАТА НА РЕВЕРСИВНОМ СТАНЕ (ВАРИАНТЫ) | 2020 |
|
RU2745390C1 |
| ЧУГУН И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВОК ИЗ НЕГО | 2006 |
|
RU2307875C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ, ИЗДЕЛИЙ И СВАРНЫХ КОНСТРУКЦИЙ ИЗ ВЫСОКОПРОЧНЫХ АЛЬФА-ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2393266C1 |
| Способ изготовления заготовки режущего лезвийного инструмента сельскохозяйственной землеройной техники из высокопрочной стали | 2022 |
|
RU2800436C1 |
| Способ производства стального проката | 2020 |
|
RU2724217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЛОТКА ДЛЯ ШРЕДЕРНОЙ УСТАНОВКИ | 2015 |
|
RU2613266C1 |
Изобретение относится к металлургии, в частности к термической обработке металлов и сплавов. Цель изобретения - повышение коррозионной стойкости и уменьшение толщины окалины. Способ нормализации изделий из высокопрочного чугуна включает аустенизацию при 930±20°С, выдержку при этой температуре в течение 60-90 мин и охлаждение на воздухе до 450-380°С и далее в масле до температуры окружающей среды. Использование предлагаемого способа обеспечивает повышение коррозионной стойкости до 0,048-0,059 г/ч.м2 и снижение толщины окалины до 0,05-0,2 мм. 1 табл.
Иэобретение относится к области металлургии, в частности к термической обработке металлов и сплавов.
Целью изобретения является повышение коррозионной стойкости и уме- ньшение толщины окалинь
Способ нормализации высокопрочного чугуна заключается в аустенизации в надкритическом интервале температур, выдержке и охлаждении на воздухе до 450-380°С, а затем в масле до полного охлаждения деталей
Использование более высокой температуры начала охлаждения в масле, чем , вызывает хрупкость -высокопрочного чугуна, что приводит к резкому снижению значений механических характеристик. Охлаждение в масле с температуры ниже 380°С неэффективно вследствие небольшой разнищ, между температурами охлаждаемого изделия и охлаждающей среды. Образование антикоррозионной пленки и растрескивание окалины при этом практически не происходит.
Помещение заготовки в масле при ее температуре 450 - позволяет получить в поверхностном слое детали защитную актикоррозионную пленку. При охлаждении в масло с 450-380 0 пригара не образуется и возникающая пленка является только защитной, . Разница температур масла и поверхности заготовки приводит к растрескиванию и осыпанию окалины, что исключает необходимость в снятии ее специальными мерами.
Предлагаемый способ термической обработки шпользуют следующим образом.
05
4
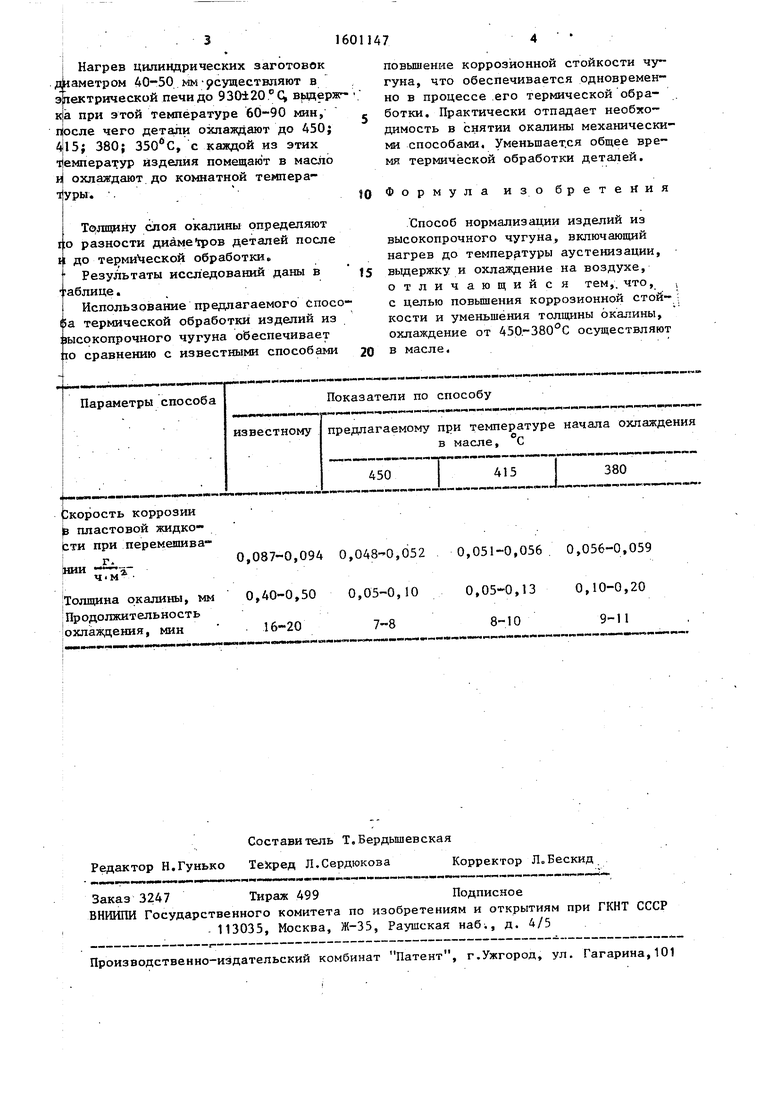
Нагрев цилиндрических заготовок диаметром 40-50 ммрсуществляют в электрической печи до 930120 .С, вьщерлг- ка при этой температуре 60-90 мин, после чего детгши охлаждают до 450; 415; 380; , с каждой из этих температур изделия помещают в масло охлаждают до комнатной темперан туры.
Толщину слоя окалины определяют г:о разности диаме фов деталей после и до те1)ми ческой обработки.
Результаты исследований даны в
аблице.
Использование предлагаемого спосо(5а термической обработки изделий из высокопрочного чугуна обеспечивает tio сравнению с известными способами
Параметры способа
Показатели по способу
известному
предлагаемому при температуре начала охлаждения
в масле, С
Скорость коррозии
пластовой жидкоЬти при перемешива- 0,048-0,052 0,051-0,056. 0,056-0,059
п /п п ЦП П nS-0 100.05-0,130,10-0,20
Толщина окалины, мм 0,40-0,50 и,и:) и, luи,и., ,
I Продолжительность g,Q9,1
охлаж,цения, мин
. 16-20
повышение коррозионной стойкости чугуна, что обеспечивается одновременно в процессе его термической обработки. Практически отпадает необходимость в снятии окалины механическими способами. Уменьшается общее время термической обработки деталей.
10 Формула
изо бретейи
Способ нормализации изделий из высокопрочного чугуна, включающий нагрев до температуры аустенизации,
вьщержку и охлаждение на воздухе,
отличающийся тем,, что, ; с целью повьпиения коррозионной стой- ; кости и уменьшения толщины окалины, охлаждение от 450-380°С осуществляют
в масле.
агаемому при температуре начала ох
450
в масле, С
380
| Справочник по чугунному литью | |||
| / / Под ред | |||
| Н.ГоГиршовича | |||
| Л., Мшии- ностроение, 1978, с | |||
| Гильза для удерживания скрепляющих подошвенные части винтов | 1916 |
|
SU785A1 |
