Изобретение относится к металлургии,, конкретно к термической обработке короткомерных изделий с утолщенными концами, и может быть использовано при термообработке баллонов в проходных печах.
Цель изобретения - обеспечение равномерности механических свойств по длине баллона и повышение прочности днища и горловины.
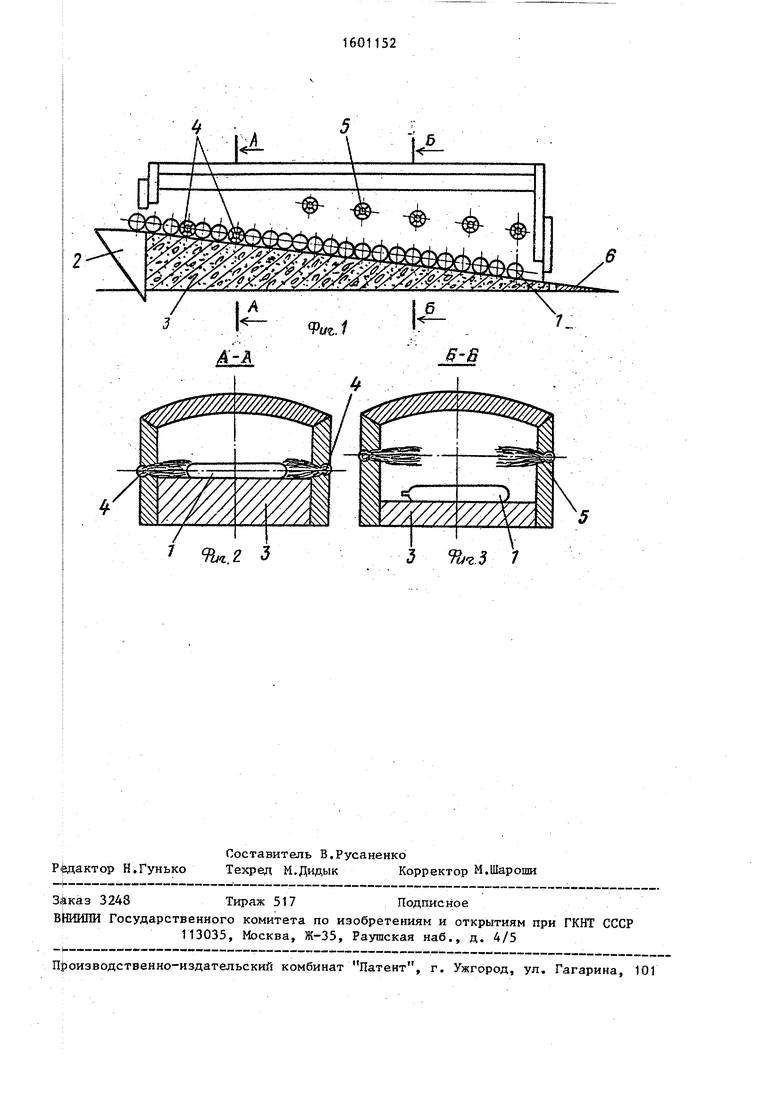
На фиг. 1 изображена печь для осу- ществлетя предлагаемого способа; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Нагреваемые баллоны 1, стол 2 загрузки,
наклонный под 3, горелки 4, о-и которых совпадают с центром днища и горловины баллонов; горелки 5, установленные над уровнем пода на такой высоте, что их оси находятся выше баллонов, наклонный стол 6 выгрузки.
Обработке подвергают баллоны из стали следующего состава, мае % с 0,40-0,48; Мп 0,65-0,90; Si 0,17- 0.37; Р 0,045; S 0,045.
Размеры баллона: диаметр 219 мм толгцина стенки 8,9 мм, длина 1755 мм Максимальная толпщна стенки в области днища и горловины 20 мм, причем пересд
ю
316011
од от толпщны стенки цилиндрической I..T JT rn/mmuHp плавный
10
15
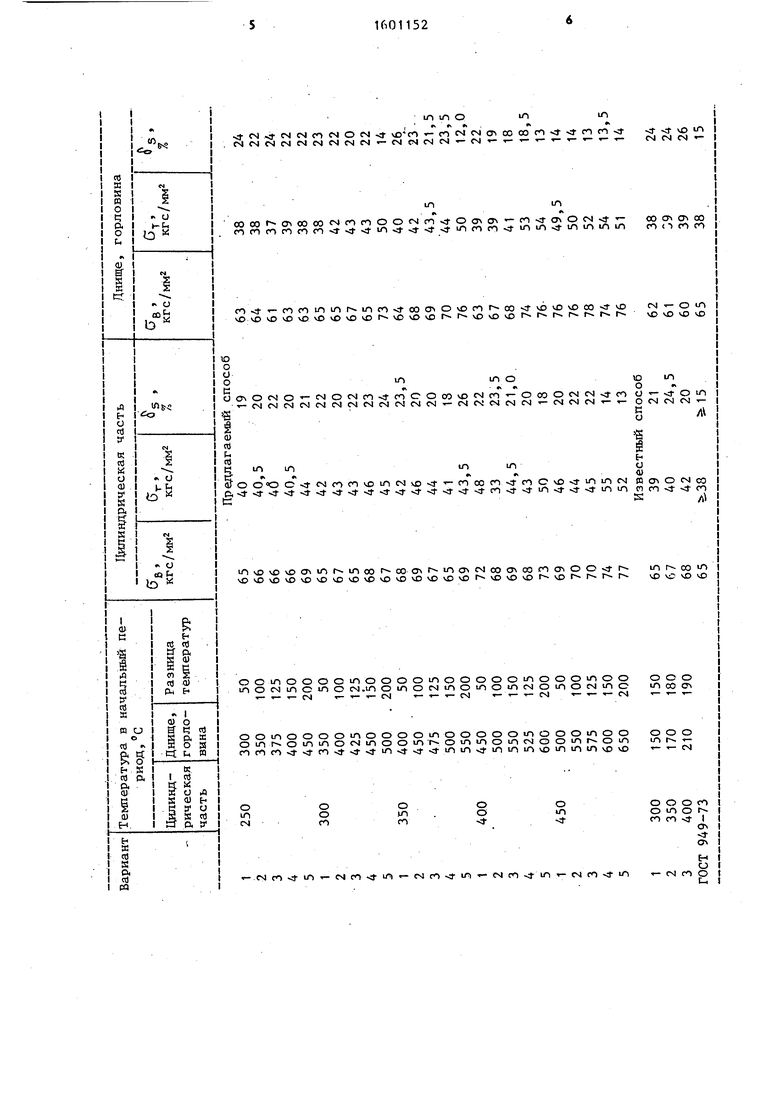
од от тилщппр ,i.%.. .,п..сти к максимальной толщине плавный. 50 баллонов обрабатывают по пред- агаемому способу, 6 баллонов в соот- етствии с известным. Для контроля емпературы нагрева в середину толщи- ы стенки щшиндрической части, днища горловины обрабатываемых баллонов чекаиены хромель-алюмелевые термоары с диаметром электрода 1,2 мм. 5 качестве вторичного прибора используют потенциометр типа КСП-3, класс
точности 0,5л
Предлагаемый способ осуществляют
следующим образом..
Баллоны 1 по загрузочному столу 2 подают в печь с наклонным подом 3, где они сразу попадают в зону действия горелок 4, установленных по две с npo-jg тивоположных сторон печи на такой высоте над уровнем пода, что их оси совпадают с центром днища и горловины баллонов. Благодаря тому, что факела горелок 4 направлены на днище и гор- 25 ловину в начальный период процесса нагрева разные части баллона находятся не в одинаковых условиях нагрева: дни ще и горловина подвергаются воздействию прямого удара горячих продуктов Q горения, при этом за счет высокой конвективной составляющей теплообмена обеспечивается более интенсивный нагрев этих частей по отношению к ци- . линдрической части баллона. В результате в начальный период процесса на- грева при достижении цилиндрической частью температуры 300-400°С днище и горловина перегреваются по отношению к ней на 100-150°С. По мере продвиже- ния баллонов по наклонному поду в на- . правлении, перпендикулярном их про- дольной оси, они попадают в следуюп5ии участок печи, где горелки 5 установлены над уровнем пода на такой высоте,5 что их оси находятся вьше баллонов, чем исключается воздействие прямого удара горячих продуктов горения о их торцовые части. Поэтому дальнейший нагрев баллонов происходит в одинаковых с точки зрения теплопередачи условиях нагрева, но из-за уже имеющегося пере52
гр де из да По ни кл вы жа ря
35
52
грева днища и горловины к началу выдержки во всех частях разнотолщинного изделия достигается одна и -J данная температура нагрева (ВЗи-Уии L; После технологической вьлежки в течение 10-15 мин баллоны вьдаются на наклонный стол для охлаждения. По мере выхода баллонов из печи в нее загружаются новые баллоны, и ци1а1 повторяется.
5 Осуществляют обработку баллонов по известному способу: равномерный нагрев до 870°С, вьиержка в течение 13 мин и охлаждение.
Данные механических свойств цилиндрической части, днища и горловины баллонов приведены в таблице.
Из приведенных данных видно, что после обработки по предлагаемому способу достигается равномерность механических свойств как цилиндрической части, так и днища и горловины. Также повышается прочность днища горловины. После обработки по известному способу прочность днища и горловины ниже, чем цилиндрической части, наблюдается неравномерность механических свойств. Предлагаемьй способ позволяет существенно повысить эксплуатационную надежность баллонов.
Формула
и
зобретения
Способ термической обработки баллонов, преимуи ественно в проходной печи при перемещении в направлении, перпендикулярном их продольной оси, вюгючающий нагрев баллонов яо 850- , выдержку в течение 10-15 мин и охлаждение,.отличающийся тем, что, с целью обеспечения равномерности механических свойств по длине баллона и повышения прочности днища и горловины, нагрев баллона осуществляют в два этапа: сначала на;: гревают цилиндрическую часть баллона до 300-400°С, а днище и горловину перегревают по отношению к ней на
100-150 0, затем ведут равномерный
нагрев, всего баллона.
cs«3-c c « « Oc i r4O co--roc4cMcrioooom r J-rom j- c lt lcмfЧcs|c fмeч -cм« c lc -p - - - - - -
ю 1Л о
in
ш
} vO in CM С tS 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закалки баллонов | 1988 |
|
SU1611953A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ ВЫСОКОГО ДАВЛЕНИЯ | 2004 |
|
RU2296643C2 |
| Способ изготовления стальных корпусов для углекислотных огнетушителей | 2019 |
|
RU2705278C1 |
| Способ изготовления бесшовного стального баллона высокого давления с двумя наружными горловинами | 2024 |
|
RU2839086C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2382919C2 |
| Баллон высокого давления (варианты) и способ его изготовления (варианты) | 2007 |
|
RU2758470C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ И СЕМЕЙСТВО БАЛЛОНОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ ОТ 100 ДО 200 кгс/см | 2011 |
|
RU2480666C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2005 |
|
RU2288063C1 |
| Способ производства многослойныхбАллОНОВ C ВНуТРЕННиМ КОРРОзиОННОСТОй-КиМ СлОЕМ | 1979 |
|
SU812394A1 |
Изобретение относится к металлургии, конкретно, к термической обработке короткомерных изделий с утолщенными концами. Цель изобретения - обеспечение равномерности механических свойств по длине баллона и повышение прочности днища и горловины. Способ включает нагрев цилиндрической части до 300-400°С, а днища и горловины - до температуры выше на 100-150°С, затем равномерный нагрев до 850-900°С, выдержку в течение 10-15 мин и охлаждение. Способ позволяет повысить прочность днища и горловины, обеспечить равномерность механических свойств по длине баллона и повысить эксплуатационную стойкость баллонов. 1 ил, 1 табл.
r(TiOOCOtMfnp-)OOtsim rO T Cr - f -JCJNOC;) 1 OfnMfO r«S-4ti t r4r- rinfOn4finin- tnininin
(,yiu4inr.inn fOOO OvOror-oO rvbvDvpOO;2 v ч) ЧО 4OvO DvOvO O4Ot v vO4Or l vO4D)
min О
r. «
O NO C OCMfO- J-MC-OoOvOCMrO OOOO NeS -o-)
cdfsir cMcvjcMcMCNjcMCMcvio-j-r-cstojeSf jcS -cNcgcMTin
in
5°5555 55 555:5555 35S 55t S| 55
S /il
in4D ov Tiinr-inoo oocrvr n T cMoocrvoorocriOO- r-4OvO OvOvOvOvJ3v)OvO4OvDvO4Dv)r vO4O4Dr -4Dl r r r
omoooomoQOO oeMinoinocM.inoino
CMТ--Г---СМ
SSoSSocMSoomt otninomcMoomr om
о о fo
- CS сл)-1Пт-смго 1-1П«-cMro- in- cMra jin
in
CO O CTi 00 ГО (1 ГО fO
csi - О in vD vO vD
m о N CM
in
л
in
in
in r 00 m vD 45 vD vO
ooooomooomoo
ШОШОШСМОШОСМШО .,- .- -r-CMr- t- T-CM
о о о
Ш 00 СУ
о о о
Ш 1- -гт- .- см
о о -
о ш
-
cMro- in- cMra jin
CM го 3- in
о о о (Л
о ш о го I ON
t о
н о
гм го о t-,
%г2 5
J % z3 1
| Технология термической обработки стали./Перевод под ред | |||
| Борн- | |||
| - штейн М.Л | |||
| -М.: Металлургия, 1981 с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Установка для термообработки бесшовных стальных баллонов .для технических газов | |||
| - Gas Warrae Int., 1976 № 6, с | |||
| Распределительный механизм для паровых машин | 1921 |
|
SU308A1 |
