Фаг. г
ретения является повышение производительности путем исиользовани многошпиндельных головок для работы ,с р.езь- бовыми соединениями с расстояниями между их осями.,Для осуществления работы двигат ели 5 устанавливаются на тележки конвейера 18 и прихва- Ьгываются захватами, а затем подаются под ключи 17 шпинделей 16 устройства. После этого упранляюш,ая пластина воздействует на бесконтактный датчик. При включении которого гидрораспределитель отключается, гидроцилиндр и
2724
двигатель 5 с тележками останавливается. Одновременно включаются гидрораспределители 7, осуществляется непре- рьшное реверсирование гидромоторов 8 и силового органа 3, перемещающего тележки 6 вниз. Происходит наживле- ние граней торцовых ключей 17 с гранями резьбовых соединений. Процесс затяжки идет до тех пор, пока давление в рабочих полостях гидромоторов 8 не достигнет заданного значения, соответствующего требуемой величине крутящего момента. 7 ил.
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный гайковерт | 1978 |
|
SU787165A1 |
| Стенд для завинчивания и отвинчивания резьбовых соединений | 1982 |
|
SU1126426A1 |
| Машина для закрепления клеммных и закладных болтов железнодорожного пути | 1977 |
|
SU737540A1 |
| УСТРОЙСТВО ДЛЯ ОТВИНЧИВАНИЯ И ЗАВИНЧИВАНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ ПРОМЕЖУТОЧНОГО РЕЛЬСОВОГО СКРЕПЛЕНИЯ | 1992 |
|
RU2043451C1 |
| УСТРОЙСТВО ДЛЯ ЗАВИНЧИВАНИЯ И ОТВИНЧИВАНИЯ ГАЕК ПРОМЕЖУТОЧНОГО РЕЛЬСОВОГО СКРЕПЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1998 |
|
RU2154710C2 |
| УСТРОЙСТВО ДЛЯ ЗАВИНЧИВАНИЯ ШУРУПОВ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ ТИПА ЖБР-65Ш | 2008 |
|
RU2376412C1 |
| Устройство для сборки большепроходных задвижек | 1987 |
|
SU1537439A1 |
| Устройство для завинчивания и отвинчивания болтовых рельсовых скреплений | 1987 |
|
SU1686055A1 |
| УСТРОЙСТВО ДЛЯ ЗАВИНЧИВАНИЯ И ОТВИНЧИВАНИЯ ГАЕК СКРЕПЛЕНИЙ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ | 2008 |
|
RU2381890C1 |
| УСТРОЙСТВО ДЛЯ ЗАВИНЧИВАНИЯ ГАЕК ЗАКЛАДНЫХ БОЛТОВ РЕЛЬСОВОГО СКРЕПЛЕНИЯ | 2006 |
|
RU2321699C1 |
Изобретение относится к устройствам для завинчивания и отвинчивания резьбовых соединений головок блока цилиндров двигателей. Целью изобретения является повышение производительности путем использования многошпиндельных головок для работы с резьбовыми соединениями с малыми расстояниями между их осями. Для осуществления работы двигатели 5 устанавливаются на тележки конвейера 18 и прихватываются захватами, а затем подаются под ключи 17 шпинделей 16 устройства. После этого управляющая пластина воздействует на бесконтактный датчик, при включении которого гидрораспределитель отключается, гидроцилиндр и двигатель 5 с тележками останавливается. Одновременно включаются гидрораспределители 7, осуществляется непрерывное реверсирование гидромоторов 8 и силового органа 3, перемещающего тележки 6 вниз. Происходит наживление граней торцовых ключей 17 с гранями резьбовых соединений. Процесс затяжки идет до тех пор, пока давление в рабочих полостях гидромоторов 8 не достигнет заданного значения, соответствующего требуемой величине крутящего момента. 7 ил.
Изобретение относится к машино строению, а именно,- к устройствам для завинчивания и отвинчивания резьбовых соединершй, и может быть использовано для сборки И разборки головок блока цилиндров двигателей.
Целью изобретения является повыше- ние производительности за счёт применения многошпиндельных головок для работы с резьбовыми соединениями с малыми расстояниями между их осями.
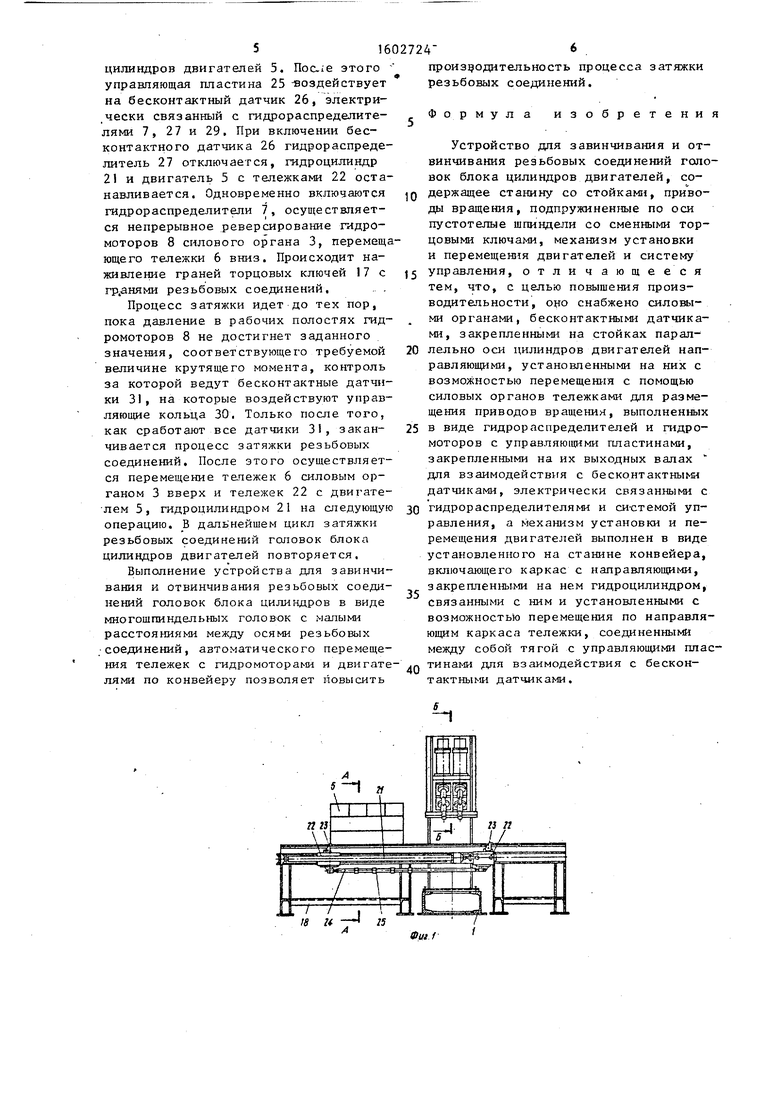
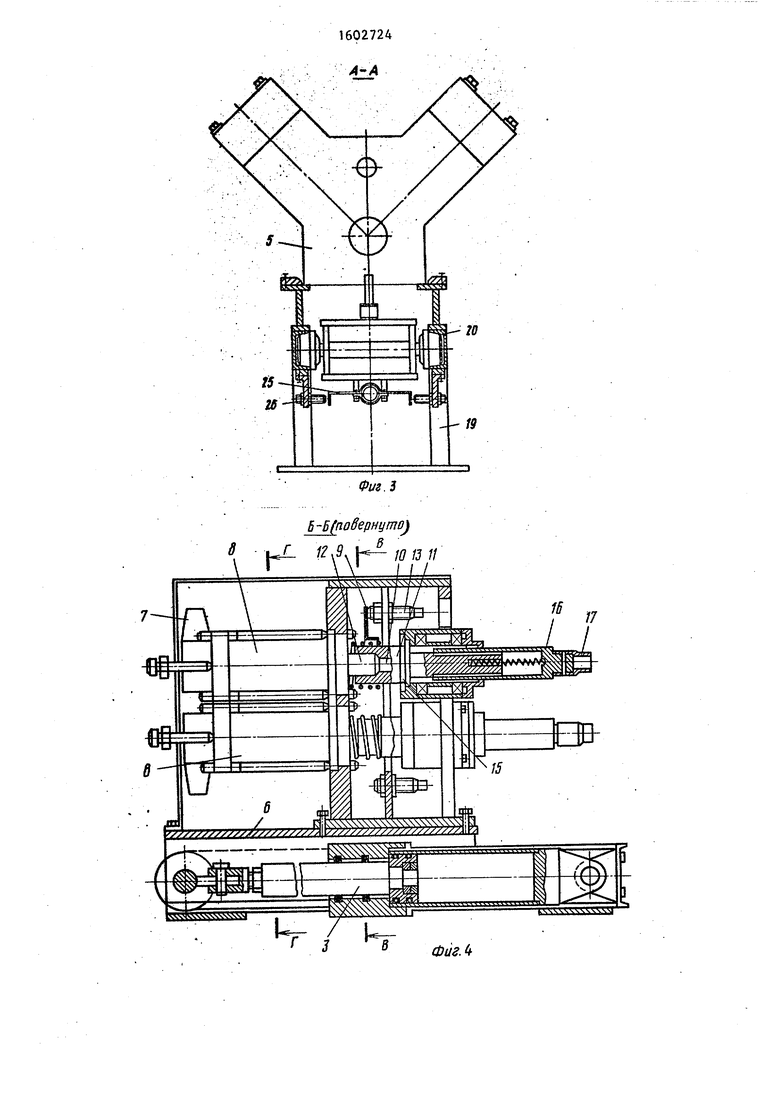
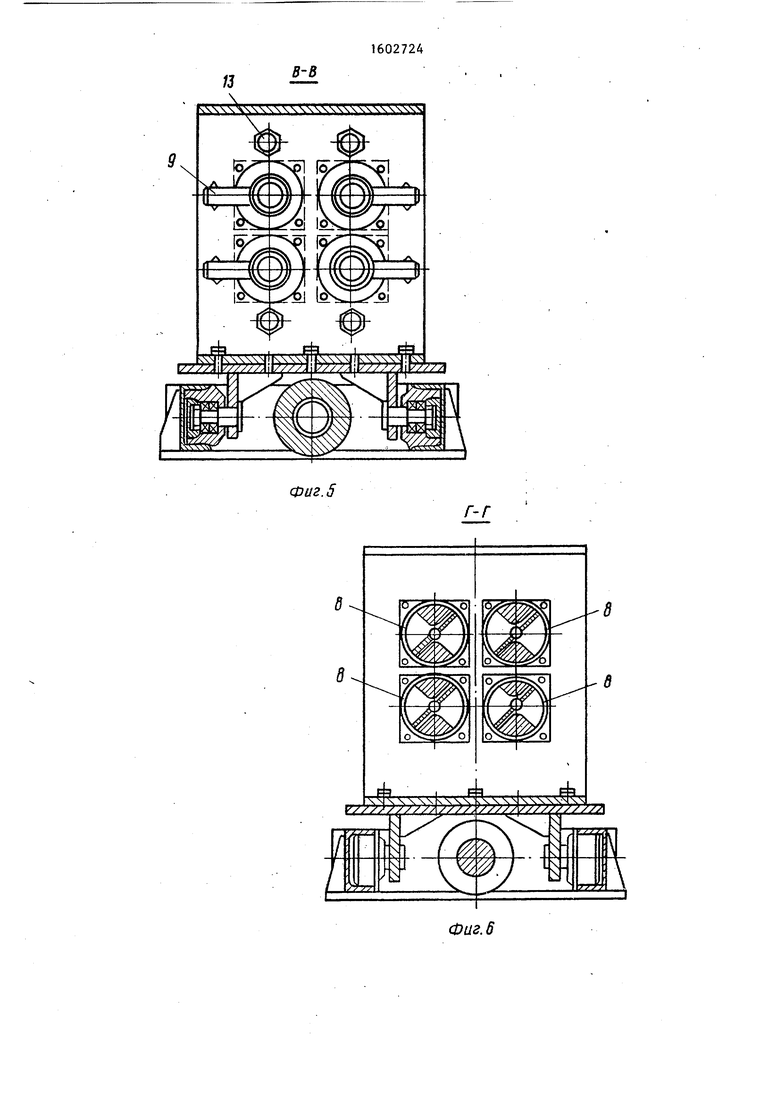
На фиг. 1 изображено-предлагаемое устройство, обшдй вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 4; на.фиг. 6 - разрез
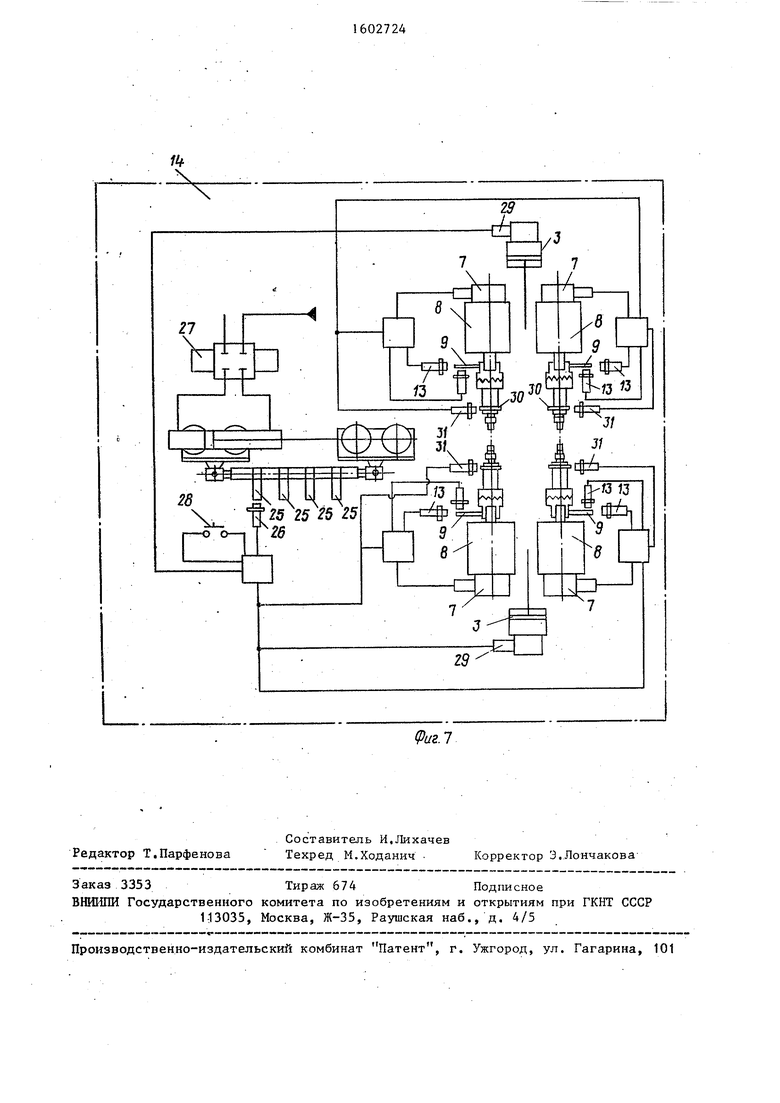
Г-Г на фиг. 4; на фиг. 7 - система управления устройством.
Устройство для завинчиваг-шя и от- винчзлвания резьбовых соединений головок блока цилиндров двигателей со- держит станину 1, на которой установлены две .стойки 2 с закрепленными на них силовыми органами 3 и направляющими 4, расположенными параллельно оси цилиндров двигателей 5 и предназ- наченными для размещения на них.с воможностью перемещения с помощью сило вых Органов 3 тележек 6. На тележках 6 устанавливаются приводы вращения, выполненные в виде гидрораспределите лей 7 и гидромоторов 8 с управляющий пластинами 9, закрепленными с помощью кулачковых полумуфт 10 и 11 на выходных валах 12 гидромоторов 8 и взаимодействующими с бесконтактными
датчиками 13, электрически связанным
с П1дрораспределителями 7 и системой -14 управления. Кулачкошю подумуфты 10 и 11 взаимодействуют с кулачковыми валами 15, последние - с пустотелыми шпинделями 16, выпблненными со сменными торцовыми ключами 17.
Перемещение двигателя 5 на операцию завинчива1шя или отвинчивания осуществляется установленным на станине 1. конвейером 18, включаюш 1М сварной каркас 19 с направляющими 20, закрепленным на нем гидроцилиндром 21, связанными с ним и установленными с возможностью перемещения по направляющими 20 каркаса 19 тележками 22 с захватами 23 для двигателей 5, соединенными между собой тягой 24 с управляющими пластинами 25, взаимодействующими с бесконтактными датчиками 26, электрически связанными с гидрораспределителем 27, осуществляющим управление гидроцилиндром 21.
Расстояние между управляющими пластинами 25 равно расстоянию между осями резьбовых соединений головок блока цилиндров двигателей.
Запуск устройства осуществляется кнопкой 28 магнитного пускателя, электрически связанного с гидрораспределителем 27. Упра-вление перемещением силовым органом 3 производится гидрораспределителем 29. На шпинделях 16 установлены кольца 30, воздействующие на бесконтактные датчики 31, управляющие гидрораспределителями 7 и 29.
Устройство работает следующим образом.
Двигатель 5 устанавливается на тележки 22 конвейера 18 и зажимается захватами 23. Включают кнопку 28 магнитного пускателя, и тележка 22 с помощью гидроцилиндра 21 перемещается под ключи 17 шпинделей 16 устройства до совпадения осей ключей 17 с осями
цилиндров двигателей 5. Пос.;е этого управляющая пластина 25 -воздействует на бесконтактный датчик 26, электри- ,чески связанный с гидрораспределителями 7, 27 и 29. При включении бесконтактного датчика 26 гидрораспределитель 27 отключается, гидроцилиндр 21 и двигатель 5 с тележками 22 останавливается. Одновременно включаются гидрораспределители 7, осуществляется непрерывное реверсирование гидромоторов 8 силового органа 3, перемещающего тележки 6 вниз. Происходит на- живление граней торцовых ключей 17 с гр.анями резьбовых соединений.
Процесс затяжки идет до тех пор, пока давление в рабочих полостях гидромоторов 8 не достигнет заданного значения, соответствующего требуемой величине крутящего момента, контроль за которой ведут бесконтактные датчики 31, на которые воздействуют управляющие кольца 30, Только после того, как сработают все датчики 31, заканчивается процесс затяжки резьбовых соединений. После этого осуществляется перемещение тепежек 6 силовым органом 3 вверх и тележек 22 с двигате- лем 5, гидроцилиндром 21 на следующую операцию. В дальнейшем цикл затяжки резьбовых соединений гаповок блока цилиндров двигателей повторяется.
Выполнение устройства для завинчивания и отвинчивания резьбовых соединений головок блока цилиндров в виде многошпиндельных головок с малыми расстояниями между осями резьбовых соединений, автоматического перемещения тележек с гидромоторами и двигателями по конвейеру позволяет повысить
5
0
5
0
5
0
производительность процесса затяжки резьбовых соединений.
Формула изобретения
Устройство дня завинчивания и отвинчивания резьбовых соединений головок блока цилиндров двигателей, содержащее станину со стойками, приводы вращения, подпружиненные по оси пустотелые шпиндели со сменными торцовыми ключами, механизм установки и перемещения двигателей и систему управления, отличающееся тем, что, с целью повышения производительности, оно снабжено силон.1- ми органами, бесконтактными датчиками, закрепленными на стойках параллельно оси цилиндров двигателей направляющими, установленными на них с возможностью перемещения с помощью силовых органов тележками дпя размещения приводов вращения, выполненных в виде гидрораспределителей и гидромоторов с управляю цими пластинами, закрепленными на их выходных валах для взаимодействия с бесконтактными датчиками, электрически связанными с гидрораспределителями и си-стемой управления, а механизм установки и перемещения двигателей выполнен в виде установленного на станине конвейера, включающего каркас с направляющими, закрепленными на нем гидроцилиндром, связанными с ним и установленными с возможностью перемещения по направляющим каркаса тележки, соединенными между собой тягой с управляющими пластинами дпя взаимодействия с бесконтактными датчиками.
0IU f
В-Б(по8ернуто)
trW
д
UT /Т1 3
1В
17
ФигЛ
в-в
фиг. 5
т
о
Фиг. 6
| Разжимной инструмент для доводки отверстий | 1983 |
|
SU1126420A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
