Изобретение относится к машиностроению, к болтам для высокоресурсных болтовых соединений деталей с натягом.
Цель изобретения - снижение энергоемкости и трудоемкости сборки болтового соединения с радиальным натягом.
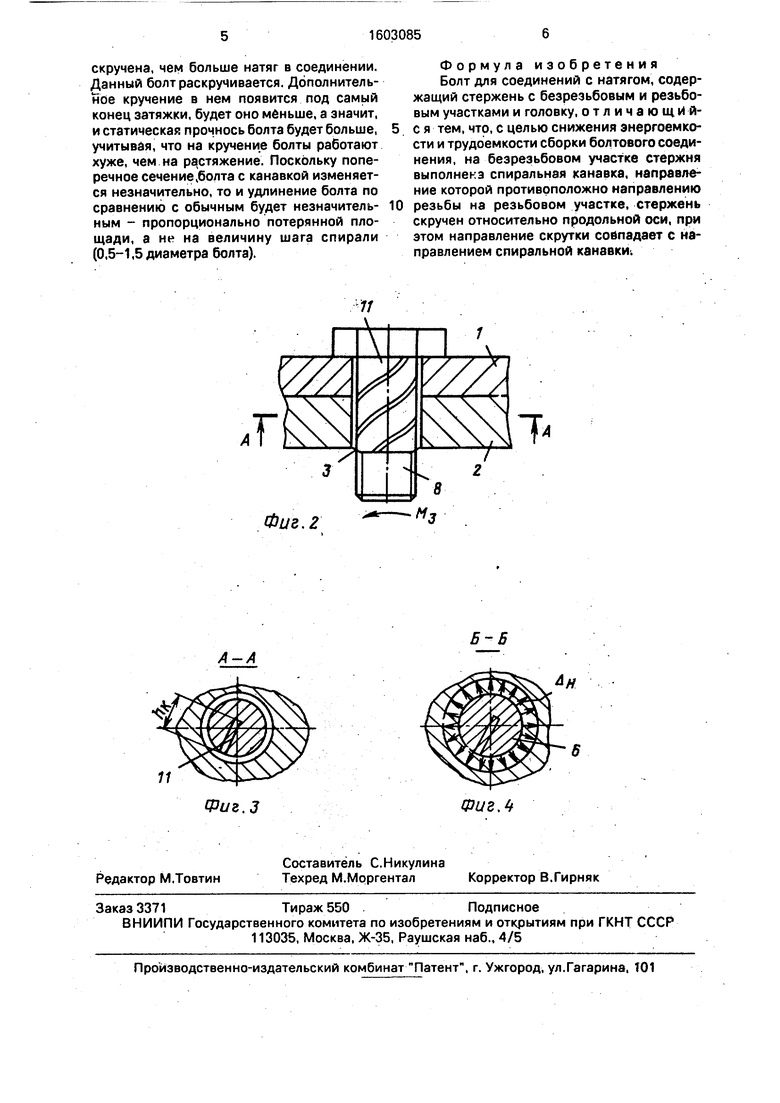
На фиг. 1 изображено болтовое соединение деталей; на фиг. 2 - соединяемые детали с установленным болтом; на фиг. 3 - сечение А-А на фиг. 2, до сборки соединения; на фиг, 4 - сечение Б-Б на фиг. 1, после сборки соединения.
Болтовое соединение содержит соединяемые детали 1 и 2, в отверстиях 3 которых установлен болт 4, состоящий из головки 5 и стержня 6 с безрезьбовым участком 7 и резьбовым участком 8. Соединение содер- жит также шайбу 9 и гайку 10. На безрезьбовом участке стержня болта выполнена спиральная канавка 11, направление которое противоположно резьбе на участке 8. Диаметр ds стержня болта до его затяжки меньше или равен диаметру отверстий 3 под него в средмняемых деталях.
Стержень болта при изготовлении болта закручен в сторону спиральной канавки моментом Мз. Затяжку соединения производят при помощи шайбы и гайки. При закручивании гайки моментом Mi, особенно на последнем этапе, между стержнем болта и гайкой возникают большие контактные и фрикционные силы трения. Для обычных болтов эти силы пассивны (хотя и закручивают стержень), они уменьшают результирующую осевую стяжку болта и статическую прочность соединения (болта). Для данного соединения деталей при закручивании гайки силы трения между гайкой и болтом раскручивают стержень болта. При раскручивании стержня болта происходит увеличение поперечного диаметра de стержня болта и реализация радиального натяга болта Дн,
Величина натяга болта зависит от степени закрученности -болта, характера посадки болта в отверстие, механических характеристик болта и гайки, соединяемых деталей. Посадка болта в отв.ерстие может быть с небольшим зазором, либо даже с небольшим натягом.
Данное техническое решени.е требует применения надежных средств контровки гайки. Поэтому целесообразно применение гаек с резьбой, имеющих другой профиль, либо другой шаг резьбы, чем на болте. Это будет способствовать надежной их контров- , ке, а кроме того, увеличению сил контактного трения между гайкой и болтом, необходимых для раскрутки болта,
Целесообразно изготовленное болтов из сталей с пружиняющими свойствами. Болт рекомендован к изготовлению из стали с пружинящими свойствами для улучшения
ремонтопригодности соединения, т.е. болт в эксплуатации можно дотянуть при ослаблении натяга вследствие релаксации напряжений, либо разобрать соединение для его ремонт, так как данное болтовое соединение, в отличие от болтов с натягом по системе допусков и посадок, разборно. Принципиально возможно получение болтового соединения с указанными характеристиками из обычных сталей. Болт,
изготовленный из пружинящей .стали не раскручивается до установки гайки потому, что технология его изготовления должна быть подобна изготовлению пружин, т.е. сначала сырую заготовку скручивают, а
потом закаливают.
Получение заданной величины радиального натяга (1-3% диаметра болта) достигается подборкой первоначальной величины зазора между болтом и стенкой отверстия,.
величиной предварительной скрутки болта и потребной величиной его раскрутки.
Болт предварительно скручен относительно продольной оси.
Относительно этой же оси произойдет и его раскрутка. Конечно, величина натяга будет неравномерна по высоте пакета деталей - она минимальна возле головки и максимальна возле гайки, но ничего не мешает это учесть, например, небольшой конусностью болта, либо его установкой со стороны более прочной детали.
, Первоначальный диаметр болта меньше или равен диаметру отверстия под него. Это означает, что для установки болта не требуется прессовое оборудование, меньше потребуется время для его установки. Это приводит к снижению энергоемкости сбор- ки и снижению трудоемкости (повышению производительности).
Статическая прочность болта с канавкой при сравнительных испытаниях на рас
тяжение по сравнению с болтом без нее будет, конечно, меньше. Однако, учитывая, что ширина канавки на болте может быть очень малой (0,3-0,5 мм), потеря по площади поперечного сечения болта может быть, особенно для толстых болтов небольшой - 3-8%. Обычный болт при затяжке закручи- гвается. Для-болтов, установленных с натягом, хзт этого закручивания возникает опасная зона - между стержнем болта и его резьбой. Причем эта зона будет тем сильней
скручена, чем больше натяг в соединении. Данный болт раскручивается. Дополнительное кручение в нем появится под самый конец затяжки, будет оно меньше, а значит, и статическая прочнось болта будет больше, учитывая, что на кручение болты работают хуже, чем на ра стяжение. Поскольку поперечное сечение,болта с канавкой изменяется незначительно, то и удлинение болта по сравнению с обычным будет незначительным - пропорционально потерянной площади, а не на величину шага спирали (0,5-1,5 диаметра болта).
0
Формула изобретения Болт для соединений с натягом, содержащий стержень с безрезьбовым и резьбовым участками и головку, отличающийся тем, что, с целью снижения энергоемкости и трудоемкости сборки болтового соединения, на безрезьбовом участке стержня выполнена спиральная канавка, направление которой противоположно направлению резьбы на резьбовом участке, стержень скручен относительно продольной оси, при этом направление скрутки совпадает с направлением спиральной канавки.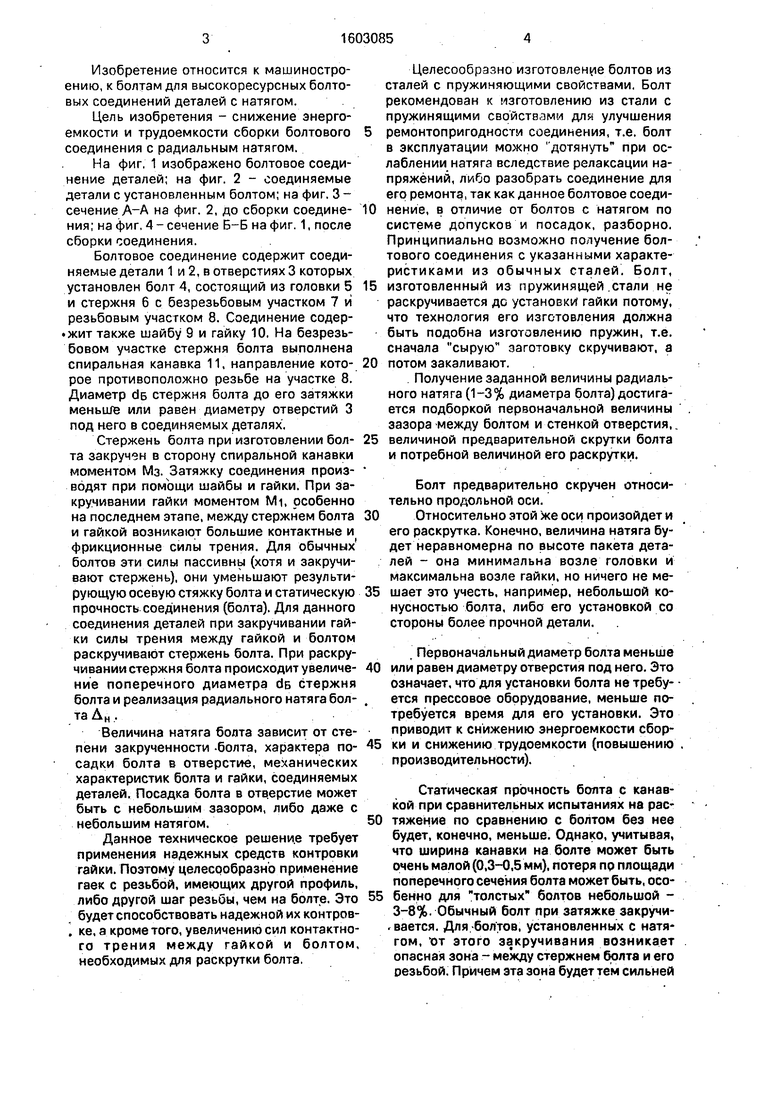
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ БОЛТОВЫХ СОЕДИНЕНИЙ СИЛОВЫХ КОНСТРУКЦИЙ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2016 |
|
RU2635304C1 |
| Болтовое соединение деталей | 1991 |
|
SU1754927A1 |
| БОЛТОВОЕ БЕЗЗАЗОРНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2020 |
|
RU2740147C1 |
| САМОСТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2000 |
|
RU2191299C2 |
| СТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2155886C2 |
| Болтовое соединение деталей | 1987 |
|
SU1508020A1 |
| КРЕПЕЖНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2485363C1 |
| Болтовое соединение | 2015 |
|
RU2619634C1 |
| САМОСТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2194198C1 |
| Способ получения резьбового соединения | 1988 |
|
SU1541438A1 |
Изобретение относится к машиностроению, а именно к болтам для высокоресурсных болтовых соединений деталей с натягом. Цель изобретения - снижение энергоемкости и трудоемкости сборки болтового соединения с радиальным натягом. Болтовое соединение содержит соединяемые детали 1 и 2. В отверстиях 3 деталей установлен болт 4 с шайбой 9 и гайкой 10. На безрезьбовом участке 7 стержня болта выполнена спиральная канавка 11, направление которой противоположно направлению резьбы на участке 8 стержня болта. Болт предварительно закручен крутящим моментом, направление которого совпадает с направлением спиральной канавки. При закручивании гайки происходит раскручивание стержня болта, в результате чего увеличивается диаметр стержня и создается радиальный натяг между стержнем болта и стенками отверстий в соединяемых деталях. Получение указанного радиального натяга не требует использования прессового оборудования, что снижает энергоемкость и трудоемкость сборки болтового соединения. 4 ил.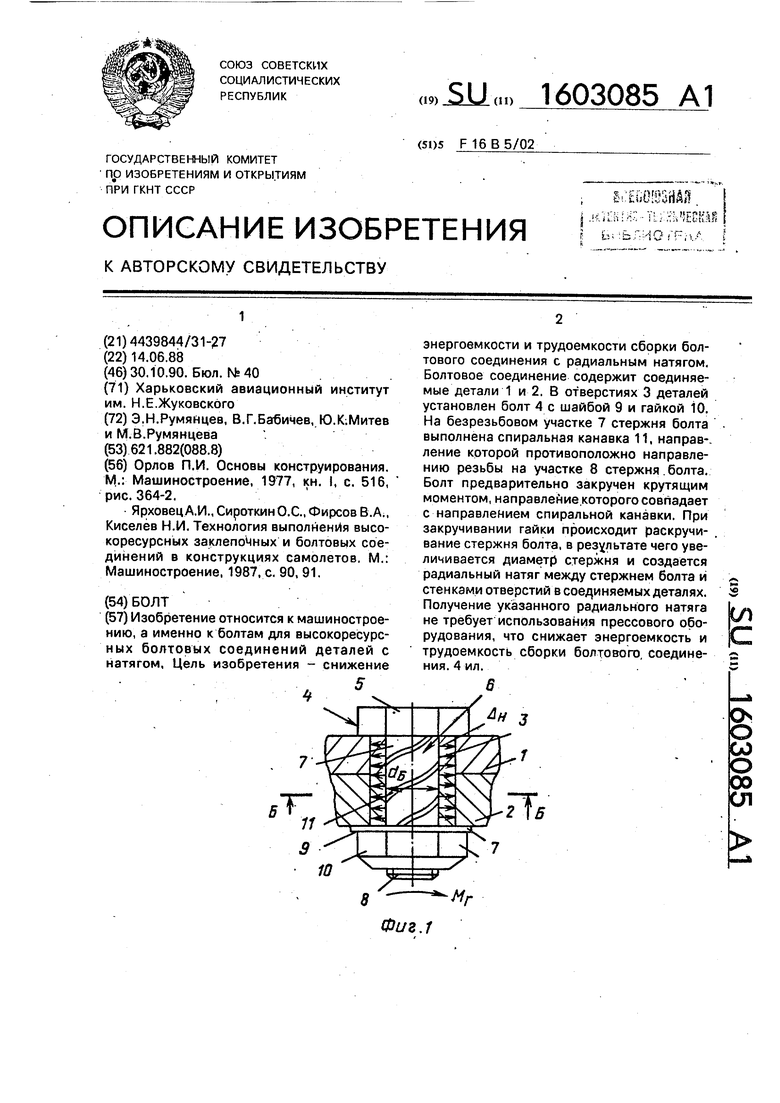
Фиг, 2
11
| Орлов П.И | |||
| Основы конструирования | |||
| М.: Машиностроение, 1977, кн | |||
| I, с | |||
| Редукционный или предохранительный клапан с диафрагмой, нагруженной пружиной или грузом | 1925 |
|
SU516A1 |
| Способ получения мыла | 1920 |
|
SU364A1 |
| ЯрховецА.И., СироткинО.С., Фирсов В.А., Киселёв Н.И | |||
| Технология выполнения высокоресурсных заклепоМных и болтовых соединений в конструкциях самолетов | |||
| М.: Машиностроение, 1987, с | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
