Изобретение относится к авиастроению, в частности к способам сборки силовых агрегатов и элементов конструкции из алюминиевых сплавов с помощью болтов.
Известен способ повышения усталостной долговечности болтовых соединений за счет увеличения осевого натяга, то есть увеличения момента затяжки гаек (Технология выполнения высокоресурсных заклепочных и болтовых соединений в конструкциях самолетов. А.И. Ярковец, О.С. Сироткин, Ф.А. Фирсов, Н.М. Киселев. - М.: Машиностроение, 1987 г. - 192 с., ил.). Согласно этому способу, принятому за аналог, увеличение осевого натяга увеличивает площадь контактируемых поверхностей вокруг отверстий под болты в соединяемых деталях и силу их прижатия друг к другу; что приводит к увеличению силы трения между соединяемыми элементами, уменьшению концентрации напряжений по отверстиям и разгрузке расчетных сечений. В результате имеет место определенное увеличение ресурса болтового соединения. Однако величина осевого натяга при этом ограничена прочностью резьбовой части болта. При приложении переменной эксплуатационной нагрузки осевой натяг может уменьшаться. Кроме того, может произойти усталостное разрушение по резьбе.
В настоящее время основным способом повышения ресурса конструкций летательных аппаратов из алюминиевых сплавов является установка болтов с радиальным натягом 1÷1,2% (Технология выполнения высокоресурсных заклепочных и болтовых соединений в конструкциях самолетов. А.И. Ярковец, О.С. Сироткин, Ф.А. Фирсов, Н.М. Киселев. - М.: Машиностроение, 1987 г. - 192 с., ил.) Такие болты из титановых сплавов изготавливают на высадных автоматах с высокой степенью точности. Болты имеют выступающую плоскую, потайную коническую или шестигранную головки, цилиндрическую часть с заходным конусом, резьбовую законцовку для установки гайки с шайбой или ребристую законцовку для напрессовки замыкающей втулки из деформируемого алюминиевого сплава. Разновидностью болтов с высоким радиальным натягом являются болт-заклепки и стержень болт-заклепки (ОСТ 1 12337-78. Стержни болт-заклепок с плоскоскругленной головкой из титанового сплава ВТ-16).
Установку болтов производят по прессовой посадке П22а. Конус на цилиндрической части болта предназначен для облегчения выполнения прессовой посадки. Диаметр цилиндрической части болта должен быть больше диаметра отверстия на величину Δ. Во время запрессовки болта в месте перехода конической заходной части в цилиндрическую часть болта из-за разницы диаметров болта и отверстия на величину Δ возникает кольцевая область пластического деформирования стенок отверстия, так называемый наплыв.
Перед запрессовкой болта пакет соединяемых пластин должен быть сжат, так как при прохождении наплыва может произойти раздвижение пластин.
По окончании запрессовки болта в результате получают увеличение диаметра отверстия до диаметра болта, упрочнение тонкого слоя всей поверхности отверстия и упругие остаточные напряжения сжатия в материале соединяемых пластин вокруг отверстия.
Основным недостатком данного технического решения являются технологические трудности выполнения заданного радиального натяга в серийном производстве. Так, например, при точности выполнения по второму классу при диаметре отверстия в соединяемых деталях dот=10A2 диаметр цилиндрической части болта dбл при 1% радиальном натяге должен быть dбл=10,1С2. Этот размер гарантированно обеспечен отлаженной технологией производства болтов на высадных автоматах. Изменение диаметра отверстия dот в соединяемых деталях в пределах ±0,01 мм повлечет изменение радиального натяга в пределах ±10%. Выполнение отверстий по классу точности А2 включает следующие технологические операции: сверление, зенкерование, развертывание, протяжку, дорнирование и зависит от квалификации исполнителя. Из сказанного выше можно заключить, что при серийной сборке болтовых соединений с высоким радиальным натягом получить заданный натяг с высокой степенью точности практически невозможно.
Задачей и техническим результатом изобретения является разработка способа сборки болтовых соединений с повышенным стабильным радиальным натягом, который позволит увеличить усталостную долговечность соединения по сравнению с известными способами и упростить технологию сборки.
Решение задачи и технический результат достигаются тем, что в способе сборки болтовых соединений силовых конструкций летательных аппаратов, включающем установку болтов в соединяемые детали, создание радиального натяга, установку шайб и закручивание гаек нормированным моментом, болт в отверстие устанавливают по скользящей посадке, головку болта вместе с соединяемыми деталями помещают на поддержку, со стороны законцовки болта устанавливают пуансон так, чтобы рабочая часть пуансона касалась поверхности соединяемых деталей, диаметр рабочей части пуансона выбирают равным диаметру головки болта, радиальный натяг создают путем пластического деформирования материала соединяемых деталей вокруг болта пуансоном и головкой болта на гидравлическом прессе усилием, направленным вдоль оси болта, по величине равным или меньшим нормированному усилию прессовой клепки заклепок, по форме и размеру аналогичных болту. Усилие на прессе контролируют по давлению в гидросистеме и воспроизводят с высокой точностью.
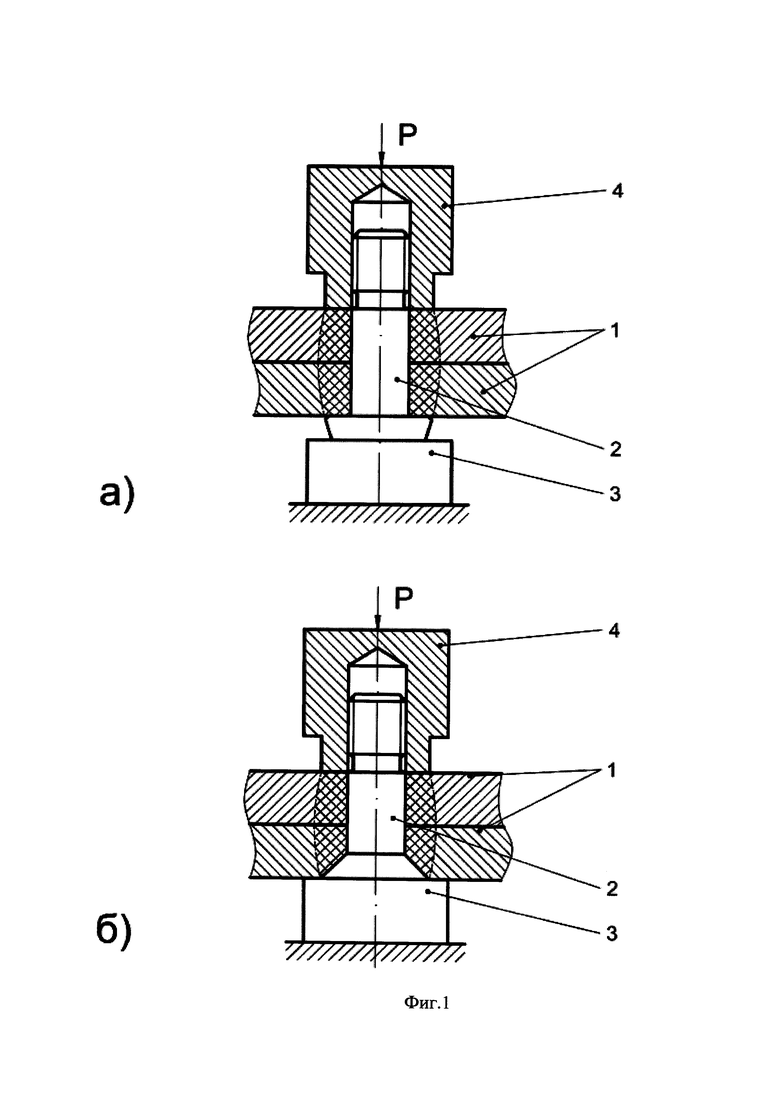
На фиг. 1а показана конструктивная схема сборки болтового соединения для болтов с плоской выступающей головкой.
На фиг. 1б показана конструктивная схема сборки болтового соединения для болтов с конической потайной головкой.
Обозначение позиций одинаковое. Болтовое соединение содержит соединяемые детали 1, болт 2, поддержку 3, пуансон 4. Последовательность действий в предлагаемом способе заключается в следующем. В отверстие пакета соединяемых деталей 1 устанавливают болт 2 по скользящей посадке; пакет головкой болта устанавливают на поддержку 3, со стороны законцовки болта устанавливают пуансон 4 так, чтобы его рабочая часть касалась поверхности соединяемых деталей, и на прессе прикладывают усилие Р, достаточное для создания в объеме соединяемых деталей, расположенном вокруг тела болта, над головкой болта и плоской частью пуансона, напряжений, превышающих предел текучести материала соединяемых деталей. Этот объем на фиг. 1а и 1б обозначен двойной штриховкой. Диаметр рабочей части пуансона выбирают равным диаметру головки болта. После снятия усилия Р вокруг тела болта остается поле сжимающих напряжений, которое и обеспечивает высокий радиальный натяг.
Представленные выше действия напоминают прессовую клепку, где усилие клепки ограничено ввиду возможного расклепывания самих соединяемых деталей. Величина этого усилия нормирована для любых видов заклепок. Поэтому было принято решение ограничить величину Р и взять ее равной величине усилия прессовой клепки заклепок аналогичного размера.
Для выявления положительного эффекта предлагаемого изобретения были изготовлены односрезные болтовые образцы и произведены их усталостные испытания. Сборка образцов производилась по трем вариантам.
Вариант 1 - Устанавливались болты по прессовой посадке, устанавливались шайбы, гайки закручивались нормированным моментом.
Вариант 2 - Устанавливались болты по прессовой посадке, на прессе производилось обжатие пакета усилием Р, устанавливались шайбы, гайки закручивались нормированным моментом.
Вариант 3 - Устанавливались болты по скользящей посадке А2С2, на прессе производилось обжатие пакета усилием Р, устанавливались шайбы, гайки закручивались нормированным моментом.
Испытания проводились на электрогидравлической машине при растяжении по циклу, близкому к пульсирующему, на двух уровнях напряжений. Полученные результаты показали увеличение долговечности образцов варианта 2 по сравнению с вариантом 1 в 2 раза, а варианта 3 по сравнению с вариантом 1 - в 2,5 раза.
Для оценки степени радиального натяга по трем вариантам сборки была произведена выпрессовка болтов на испытательной машине с замерами усилия выпрессовки. Оказалось, усилие выпрессовки болтов, установленных по варианту 2, больше усилия выпрессовки болтов, установленных по варианту 1.
Использование предлагаемого способа сборки болтовых соединений в серийном производстве авиационной техники позволит увеличить ресурс летательных аппаратов.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРЕПЕЖНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2485363C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ НЕРАЗЪЕМНЫМ ЗАКЛЕПОЧНЫМ ШВОМ | 2006 |
|
RU2288380C1 |
| Способ образования заклепочного соединения | 1990 |
|
SU1738460A1 |
| СПОСОБ ВЫПОЛНЕНИЯ ВЫСОКОРЕСУРСНЫХ СОЕДИНЕНИЙ СТЕРЖНЕВЫМИ ЗАКЛЕПКАМИ | 1998 |
|
RU2138359C1 |
| Способ усталостных испытаний листовых материалов с отверстиями под крепежные элементы | 1984 |
|
SU1225934A1 |
| ЭЛЕМЕНТ КОНСТРУКЦИИ ДЛЯ СОЕДИНЕНИЯ КОЛЕНЧАТОГО ВАЛА С МАХОВИКОМ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА КОНСТРУКЦИИ | 1999 |
|
RU2237830C2 |
| СПОСОБ ВЫПОЛНЕНИЯ БОЛТОВЫХ СОЕДИНЕНИЙ С РАДИАЛЬНЫМ НАТЯГОМ | 2011 |
|
RU2502896C2 |
| Болт | 1988 |
|
SU1603085A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ БОЛТОВОГО МЕТАЛЛОКОМПОЗИЦИОННОГО СОЕДИНЕНИЯ | 2015 |
|
RU2607888C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВОЙ КЛЕПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2003 |
|
RU2253536C1 |
Изобретение относится к авиастроению, в частности к способам сборки силовых агрегатов и элементов конструкции из алюминиевых сплавов с помощью болтов. Способ заключается в том, что болт в отверстие соединяемых деталей устанавливают по скользящей посадке, головку болта вместе с соединяемыми деталями помещают на поддержку, а на законцовку болта устанавливают пуансон, так чтобы рабочая часть пуансона касалась поверхности соединяемых деталей, диаметр рабочей части пуансона выбирают равным диаметру головки болта, радиальный натяг создают путем пластического деформирования материала соединяемых деталей вокруг болта пуансоном и головкой болта на прессе усилием, направленным вдоль оси болта, по величине равным или меньшим нормированному усилию прессовой клепки заклепок, по форме и размеру аналогичных болту. Использование предлагаемого способа сборки болтовых соединений в серийном производстве авиационной техники позволит увеличить ресурс летательных аппаратов. 1 ил.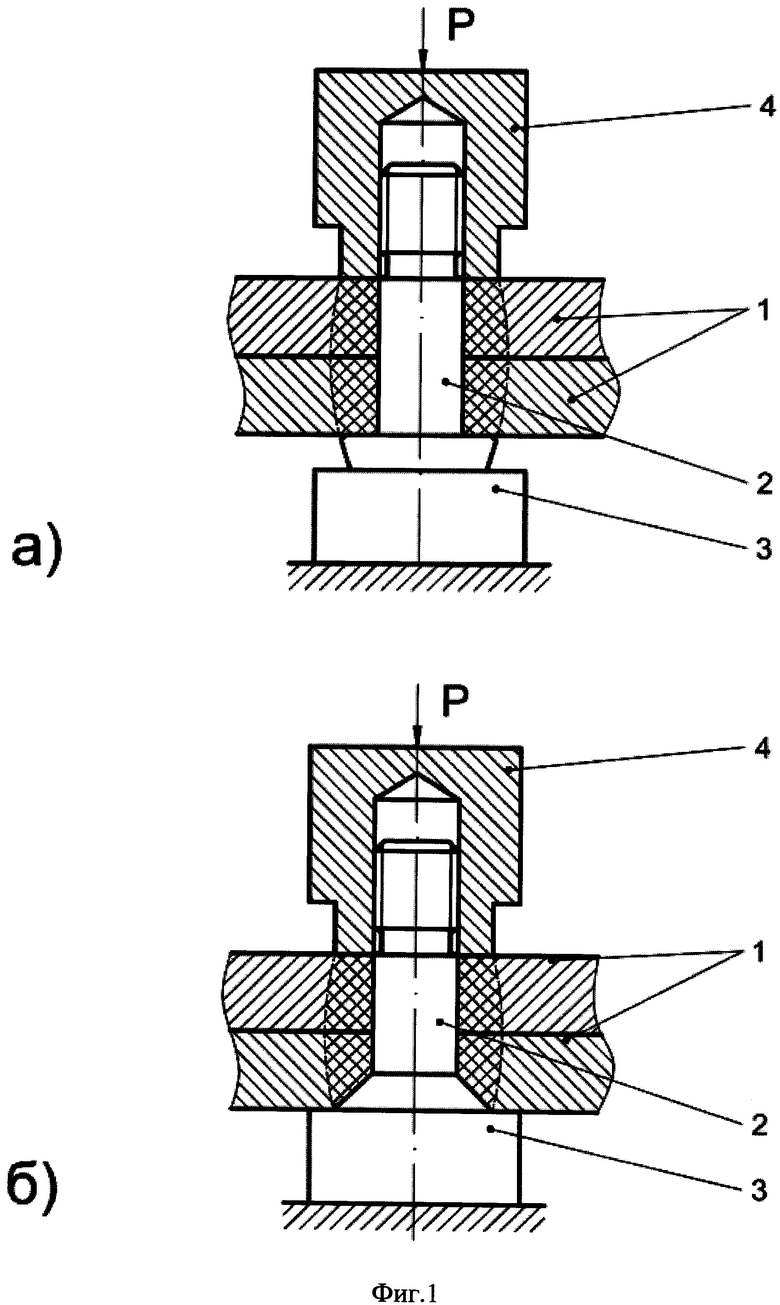
Способ сборки болтовых соединений силовых конструкций летательных аппаратов, включающий установку болтов в соединяемые детали, создание радиального натяга, установку шайб и закручивание гаек нормированным моментом, отличающийся тем, что болт в отверстие устанавливают по скользящей посадке, головку болта вместе с соединяемыми деталями помещают на поддержку, со стороны законцовки болта устанавливают пуансон так, чтобы рабочая часть пуансона касалась поверхности соединяемых деталей, диаметр рабочей части пуансона выбирают равным диаметру головки болта, радиальный натяг создают путем пластического деформирования материала соединяемых деталей вокруг болта пуансоном и головкой болта на гидравлическом прессе усилием, направленным вдоль оси болта, по величине равным или меньшим нормированному усилию прессовой клепки заклепок, по форме и размеру аналогичных болту.
| US 2016297542 A1, 13.10.2016 | |||
| АВТОМАТИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ВВЕДЕНИЯ ЖИДКИХ ФАРМАЦЕВТИЧЕСКИХ ПРЕПАРАТОВ, В ЧАСТНОСТИ ИНСУЛИНА | 2010 |
|
RU2527156C2 |
| КОНУСНЫЙ ЗАМОК | 2015 |
|
RU2585212C1 |

