| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759563A1 |
| Устройство для получения асферических поверхностей | 1978 |
|
SU709340A1 |
| Устройство для получения асферических поверхностей | 1972 |
|
SU448119A1 |
| Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации | 2015 |
|
RU2609610C1 |
| Устройство для получения асферических поверхностей | 1978 |
|
SU730545A1 |
| Устройство для обработки асферических поверхностей | 1987 |
|
SU1537481A1 |
| Устройство для обработки выпуклых асферических поверхностей | 1973 |
|
SU487750A1 |
| Устройство для обработки оптических де-ТАлЕй C АСфЕРичЕСКиМи пОВЕРХНОСТяМи | 1979 |
|
SU850357A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1981 |
|
SU990479A1 |
| Устройство для обработки оптических деталей | 1990 |
|
SU1816659A1 |
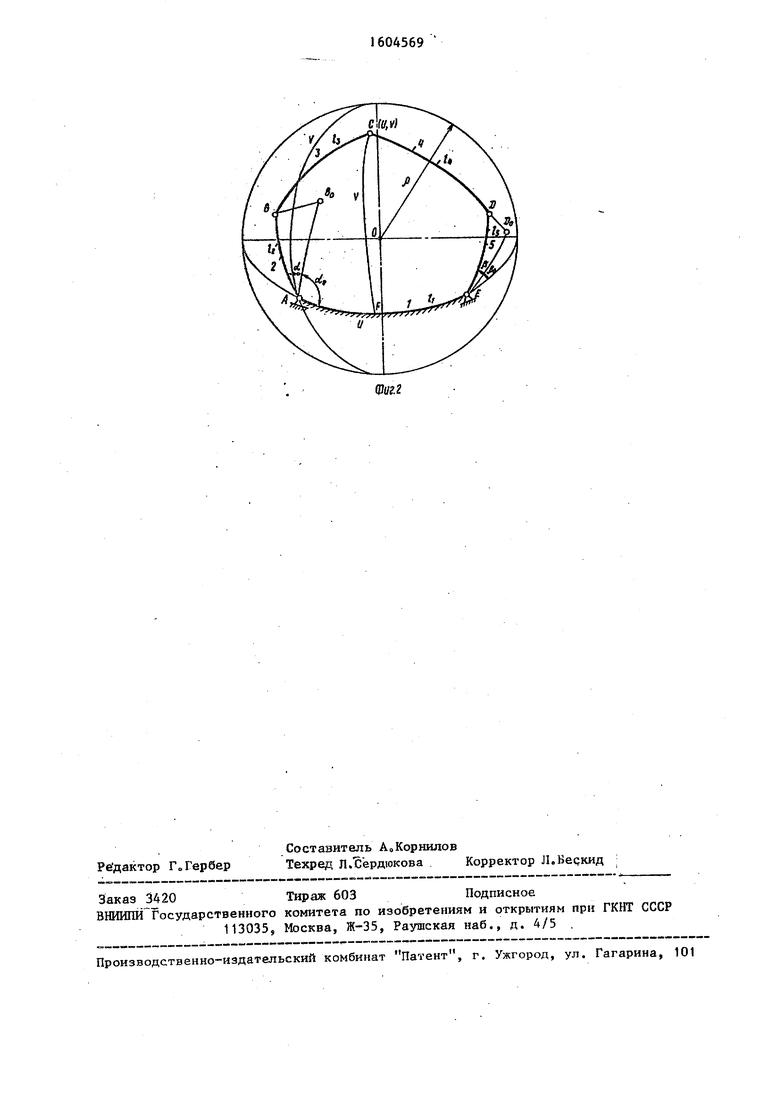
Изобретение относится к области станкостроения и может быть использовано для шлифования и полирования асферических выпуклых поверхностей оптических деталей. Целью изобретения является упрощение конструкции и повышение производительности путем сокращения количества элементов привода инструмента и обеспечения сложения в процессе работы трех вращательных движений. От электропривода 1 вращение передается к входным кривошипам 3 и 4 сферического пятизвенного механизма, в результате чего шатуны 5 и 6 и соответственно расположенный в кинематической паре их соединения шпиндель 7 инструмента 8 совершает движение по определенной траектории. Стол 11 совершает как вращательные, так и возвратно-поступательное перемещения. В связи с тем, что инструмент 8 имеет радиус, перекрывающий вертикальную ось обрабатываемой детали 10, обеспечивается обработка всей асферической поверхности. 2 ил.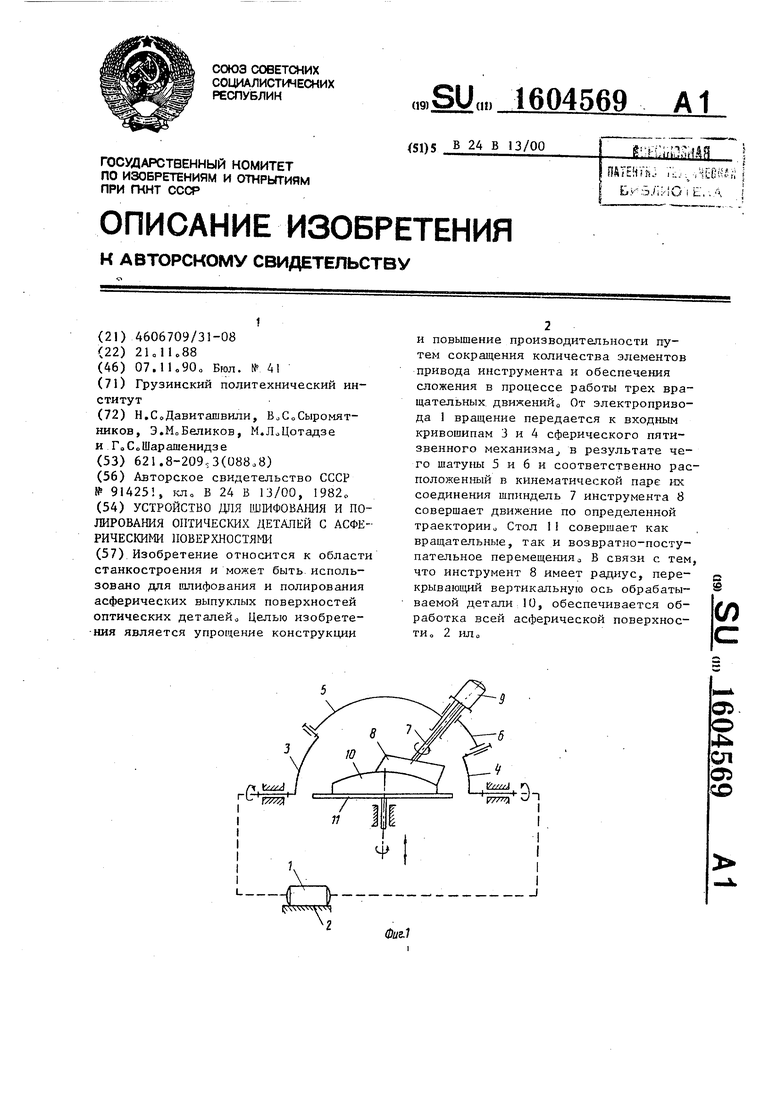
| Способ непрерывной термической обработки пружинной проволоки током высокой частоты | 1949 |
|
SU91425A1 |
