Изобретение относится к -абразивной обработке и может быть использовано при шлифовании и полировании оптических деталей с асферическими Йоверхностями.
Известен станок для обработки оптических деталей, содержащий механизм давления, нижний шпийдель, установленный на каретке верхний шпинтдель с эксцентричным отверстием, в котором разметцена. эксцентричная втулка со смонтированным в ней центральным шпинделем инструмента, и ведущий вал, соединенный одним концом с центральн1лм шпинделем инструмента посредством карданной муфты, а другим с механизмом давления 1.
Недостатком известного станка является отсутствие возможности получения оптических деталей с асферическими поверхностями точнее, чем в 20-15, особенно на оптических деталях диаметром 50-100 мм. Это происходит вследствие значительной суммарной массы и, как следствие, увеличенных инерционных усилий от звеньев кинематической цепи механизма давления, причем основную составляющую суммарной массы дает подвижная в осевом направлении эксцент зичная втулка. Величина инерционных уСЙ ЛИЙ при обрабо ке оптических деталей в этом случае соизмерима или даже превышает рабочее усилие, прижима инструмента, что недопусзтймо при обработке точных оптических .деталей.
Целью изобретения является повышение точности при обработке оптических деталей с асферическими поверх10ностями.
Указанная цель достигается тем, что станок снабжен гильзой, расположенной в эксцентричной втулке концентрично центральному шпинделю ,
15 установленному с возможностью вращения совместно с гильзой отжэсительно эксцентричной втулки и осевого перемещения в направляющих гильзы.
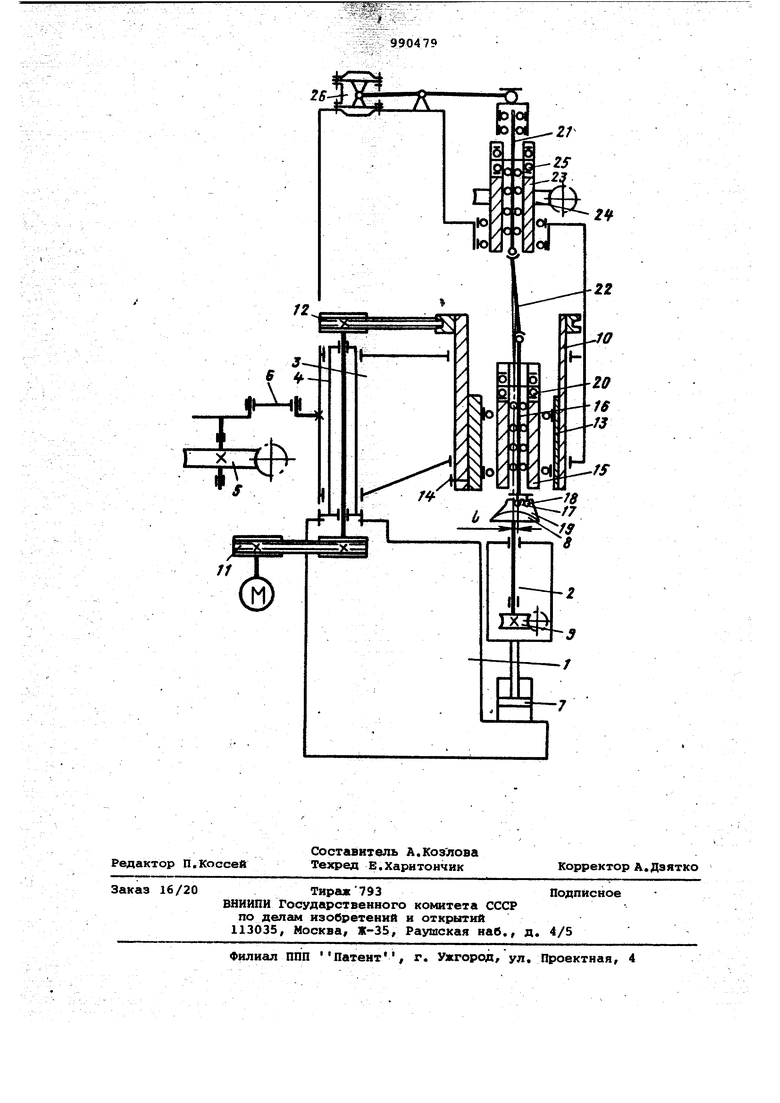
На чертеже представлена схема
20 сТанка
Станок содержит станину 1, нижний шпиндель 2, каретку 3, колонну 4 для закрепления каретки 3 на ста нине 1, редуктор 5 привода качения 25 каретки 3, кривошипно-шатунный мемеханизм б,пневмоцилиндр 7 настроечного перемещения нижнего шпинделя. Обрабатываемая деталь 8 закреплена на нижнем шпинделе 2, вращение кото30 рого осуществлено от редуктора 9. В каретке 3 смонтирован верхний шпи дель 10, связанный с приводом ремен ных передач 11 и 12 и имеющий эксцентричное отверстие, в котором раз мещена эксцентричная втулка 13. Положение эксцентричной втулки 13 в верхнем шпинделе 10 фиксируется бол том 14. Внутри эксцентричной втулки 13 на шариковых подшипниках смонтирована гильза 15, в которой располо жен центральный шпиндель 16 с по.водками 17 и 18, вращающими инструмент 19.Центральный шпиндель 16 инстр мента смонтирован в гильзе 15 на шариковых направляющих и связан с гильзой 15 с помощью роликового поводка 20 через пазы в гильзе 15. Центральный шпиндель 16 соединен с дущим валом 2Г с помощью карданной муфты 22. Ведущий вал 21 смонтирован в полом валу 23 червячной передачи 24 на щариковых направляющих, связан с ним роликовым поводком 25 через паз в полом валу и кинематиче ки связан с механизмом 26 давления двустороннего действия. Станок работает следующим образом. Нижний шпиндель 2 получает настро ечное осевое перемещение от пневмоцилиндра 7 и совершает вращение от привода через редуктор 9. Центральный шпиндель 16 с инструментом 8 совершает переносное, т.е. поступательное по окружности радиусом, рав ным величине эксцентриситета е, движение вместе с верхним шнипделем 10 и вращательное - вокруг своей оси от привода через редуктор 24, ведущий вал 21 и карданнув& муфту 22 Величину эксцентриоитета регулируют путем поворота эксцентричной втулки 13 относительно верхнего.шпинделя 10 и фиксируют болтом 14,Опорой при вргицении центрального шпинделя 16 служит гильза 15, смонтированная в эксцентричиой втулке 13 иа подшипри ках качения и вращающаяся вместе с центральным шпинделем 16, роликовый поводок 20 которого размещен в продольном пазу гильзы 15, Этот же про дольный паз в гильзе .служит для направления центрального шпинделя 16 при его осевом возвратно-поступательном перемедении на величину стрелки обрабатываемой детали 8 в процессе качания каретки 3. Оптическую асферичцскую детёшь 8 обрабатывают инструментом 19 с применением различных микропорошков. В процессе обработки изменяют, по мере необходимости, эксцентриситет, давление, скорости вращения шпинделей и скорюсть качания каретки. Исключение эксцентричной втулки из кинематической цепи механизма давления позволяет уменьшить суммарную массу деталей механизма давления, уменьшить его инерционность и, тем самым, позволяет повысить точность обработки оптических деталей с асферическими поверхностями. Формула изобретения Станок для шлифования и полирования оптических деталей с асферическими поверхностями, содержащий механизм давления, нижний шпиндель, установленный на каретке верхний шпиндель с эксцентричным отверстием, в котором размещена эксцентричная втулка со смонтированным в централь ным шпинделем и ведущий вал, соединенный одним концом с центральным шпинделем посредством карданной муфты, а другим - с механизмом давления, отличающийся тем, что, с целью повьаиения точности обработки.деталей, станок снабжен гильзой, расположенной в эксцентричной втулке концентрично центрадз1 ному шпинделю/ установленному с :возможностью вращения совместно с гильзой относительно эксцентричной втулки и осево о перемещения в направляющих гильзы. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР 653092, кл, fi 24 В 13/00, 1976.
2/
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1976 |
|
SU653092A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1982 |
|
SU1049237A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1981 |
|
SU956249A2 |
| Станок для обработки оптических деталей | 1986 |
|
SU1340998A1 |
| Станок для обработки оптических деталей | 1987 |
|
SU1491671A1 |
| Станок для обработки оптических деталей | 1979 |
|
SU998099A1 |
| Станок для обработки оптических деталей | 1983 |
|
SU1151430A2 |
| Станок для обработки оптических деталей | 1987 |
|
SU1496992A1 |
| Устройство для обработки оптических деталей | 1983 |
|
SU1121128A1 |
| Устройство для шлифования и полирования асферических поверхностей оптических деталей | 1982 |
|
SU1098764A1 |