ftJi
i/Py 4- 2iv -Ь F Р COSQ: тр
пз
30 625 3,14
- 5940 об/мин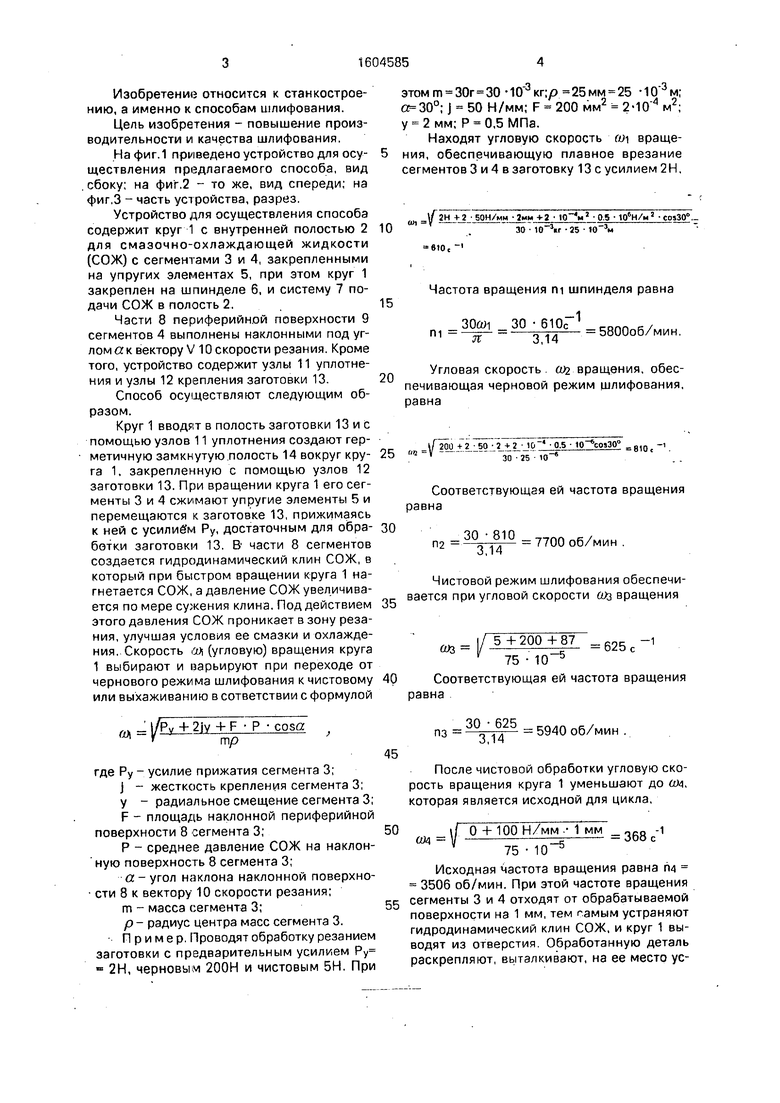
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2182531C2 |
| Устройство для торцового шлифования | 1990 |
|
SU1785494A3 |
| ПРЕРЫВИСТЫЙ ТОРЦЕКРУГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2304039C2 |
| СПОСОБ ПРЕРЫВИСТОГО ТОРЦЕКРУГЛОГО ШЛИФОВАНИЯ | 2005 |
|
RU2300453C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2239537C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
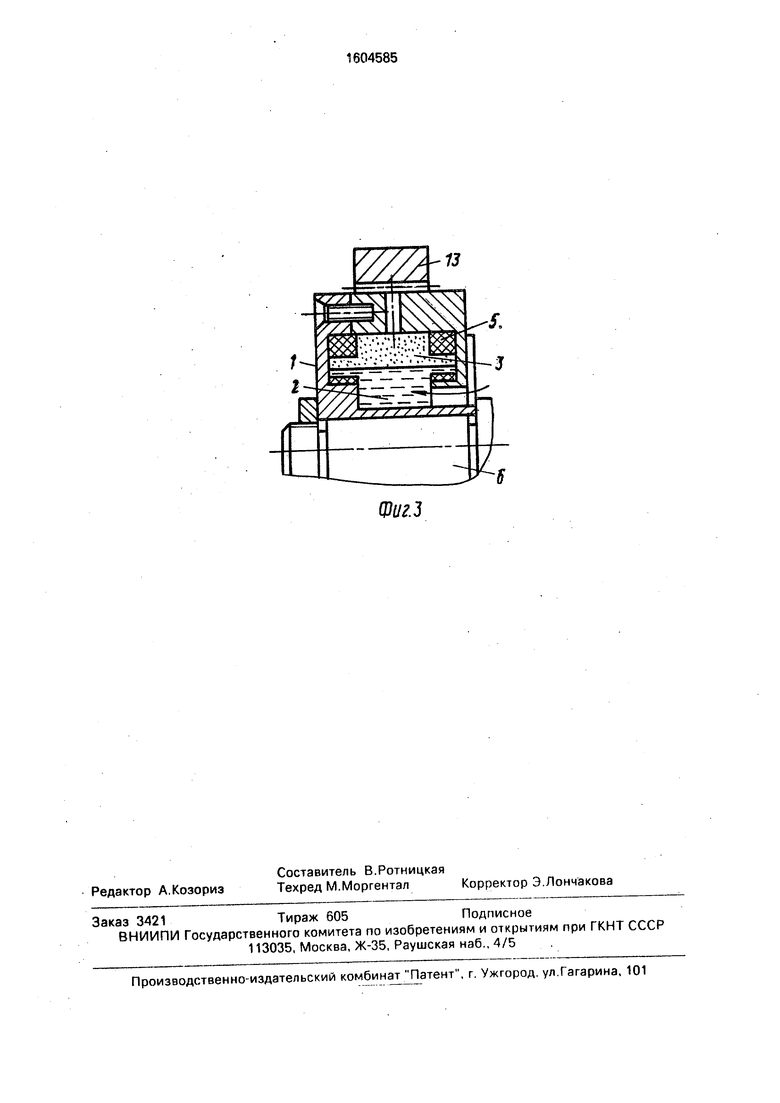
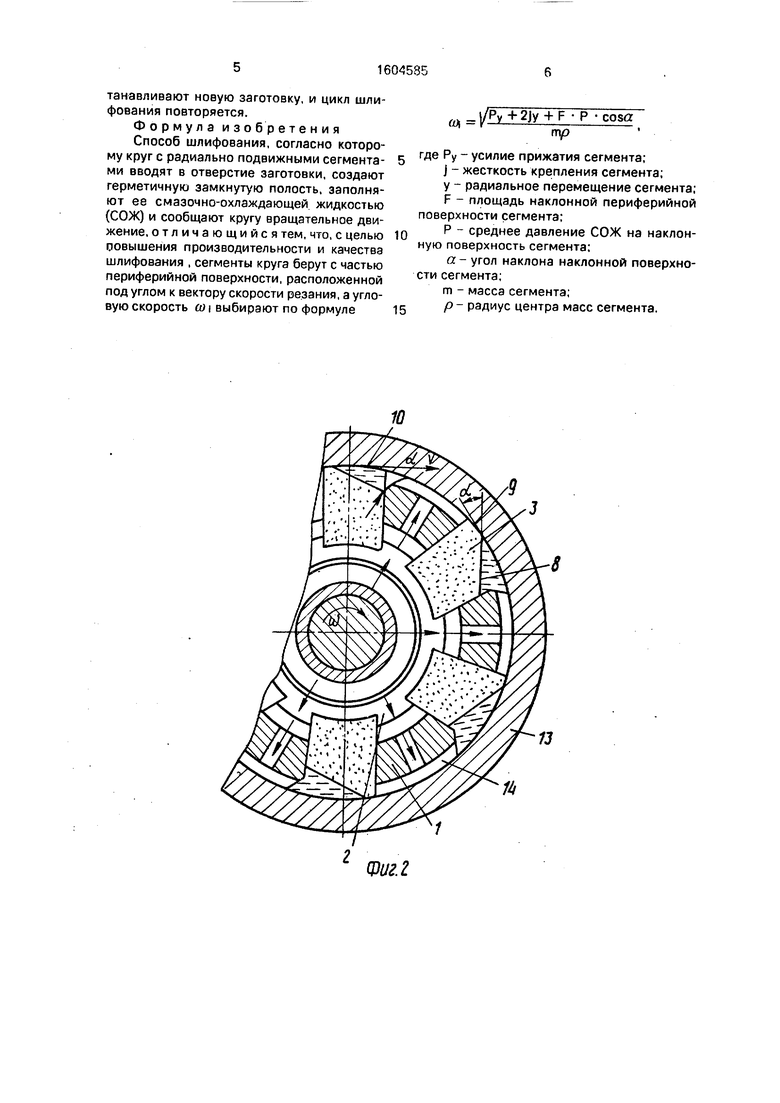
Изобретение относится к станкостроению, а именно к способам шлифования с охлаждением. Целью изобретения является повышение производительности и качества шлифования. Круг 1 с сегментами 3 и 4 вводят в полость 14, образованную узлами 12 крепления заготовки, узлами 11 уплотнения полости 14 и заготовкой 13. При вращении круга 1 сегменты 3 сжимают упругие элементы, на которых они закреплены в круге 1, и поджимаются к заготовке своей периферийной поверхностью. Часть этой поверхности выполнена наклонной к вектору скорости в зоне обработки и под ней при подаче смазочно-охлаждающей жидкости (СОЖ) в полость 14 и в полость 2 круга образуется гидродинамический клин СОЖ. Угловую скорость вращения круга 1 варьируют и выбирают по предложенной формуле в зависимости от усилия прижатия сегмента, жесткости его крепления и давления на наклонную часть его периферийной поверхности с учетом ее площади и размеров и массы сегмента. 3 ил.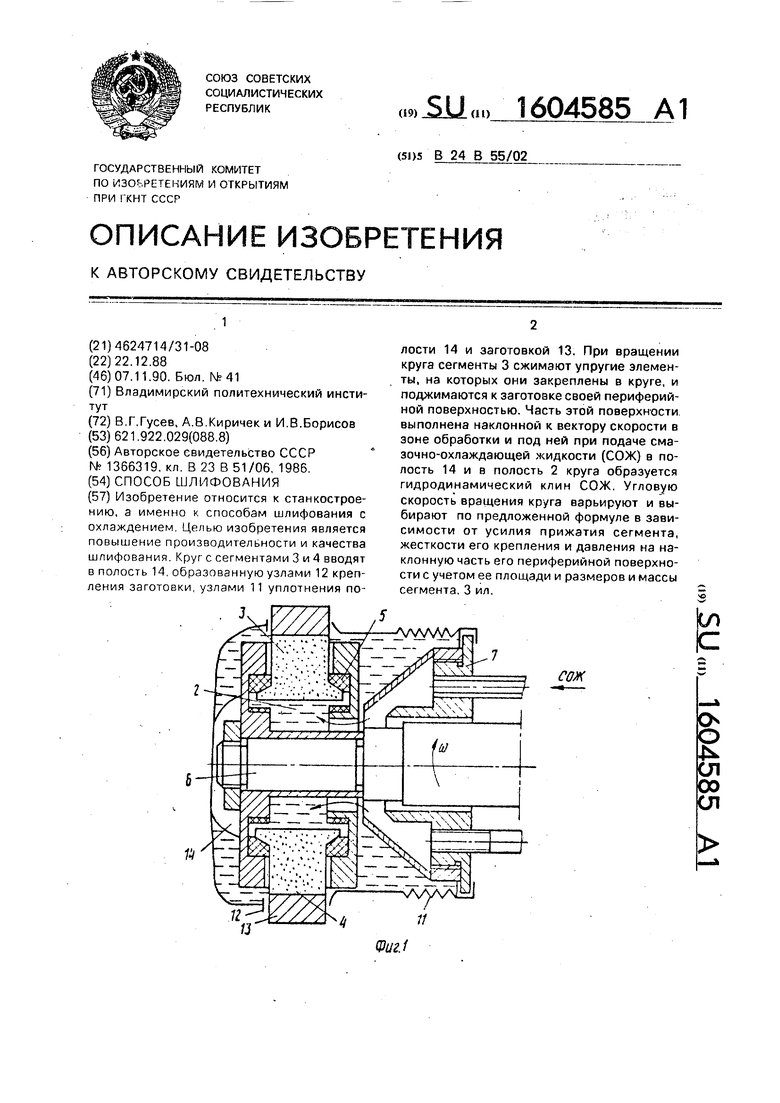
де Ру - усилие прижатия сегмента 3;
j - жесткость крепления сегмента 3;
у - радиальное смещение сегмента 3;
F - площадь наклонной периферийной поверхности 8 сегмента 3;50
Р - среднее давление СОЖ на наклонную поверхность 8 сегмента 3;
а - угол наклона наклонной поверхно- сти 8 к вектору 10 скорости резания;
m - масса сегмента 3;55
р- радиус центра масс сегмента 3. Пример. Проводят обработку резанием заготовки с предварительным усилием Ру 2Н, черновым 200Н и чистовым 5Н. При
После чистовой обработки угловую скорость вращения круга 1 уменьшают до а), которая является исходной для цикла.
ОМ
- / О + 100 Н/мм- 1 мм „gg -1
л-5
75 10
Исходная вращения равна П4 3506 об/мин. При этой частоте вращения сегменты 3 и 4 отходят от обрабатываемой поверхности на 1 мм, тем гамым устраняют гидродинамический клин СОЖ, и круг 1 выводят из отверстия. Обработанную деталь раскрепляют, выталкивают, на ее место устанавливают новую заготовку, и цикл шлифования повторяется.
Формула изобретения Способ шлифования, согласно которому круг с радиально подвижными сегментами вводят в отверстие заготовки, создают герметичную замкнутую полость, заполняют ее смазочно-охлаждающей жидкостью (СОЖ) и сообщают кругу вращательное движение, отличающийся тем. что. с целью повышения производительности и качества шлифования . сегменты круга берут с частью периферийной поверхности, расположенной под углом к вектору скорости резания, а угловую скорость ш выбирают по формуле
0
5
. |/Py+2Jy-fF -Р -coso тр
где Ру - усилие прижатия сегмента;
j - жесткость крепления сегмента;
у - радиальное перемещение сегмента;
F - площадь наклонной периферийной поверхности сегмента;
Р - среднее давление СОЖ на наклонную поверхность сегмента;
а - угол наклона наклонной поверхности сегмента;
m - масса сегмента;
Р - радиус центра масс сегмента.
/J
/4
Фиг. 2
13
(Риг.З
| Способ внутреннего шлифования | 1986 |
|
SU1366319A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
