Изобретение относится к литейному производству и может быть использовано при изготовлении отливок с пояска.ми клиновидной формы на поверхности методом центробежного литья.
Цель изобретения - повыЕпение качества отливок с поясками клиновидной остроугольной формы и из сплавов с повышенной склонностью к трещинообразованию.
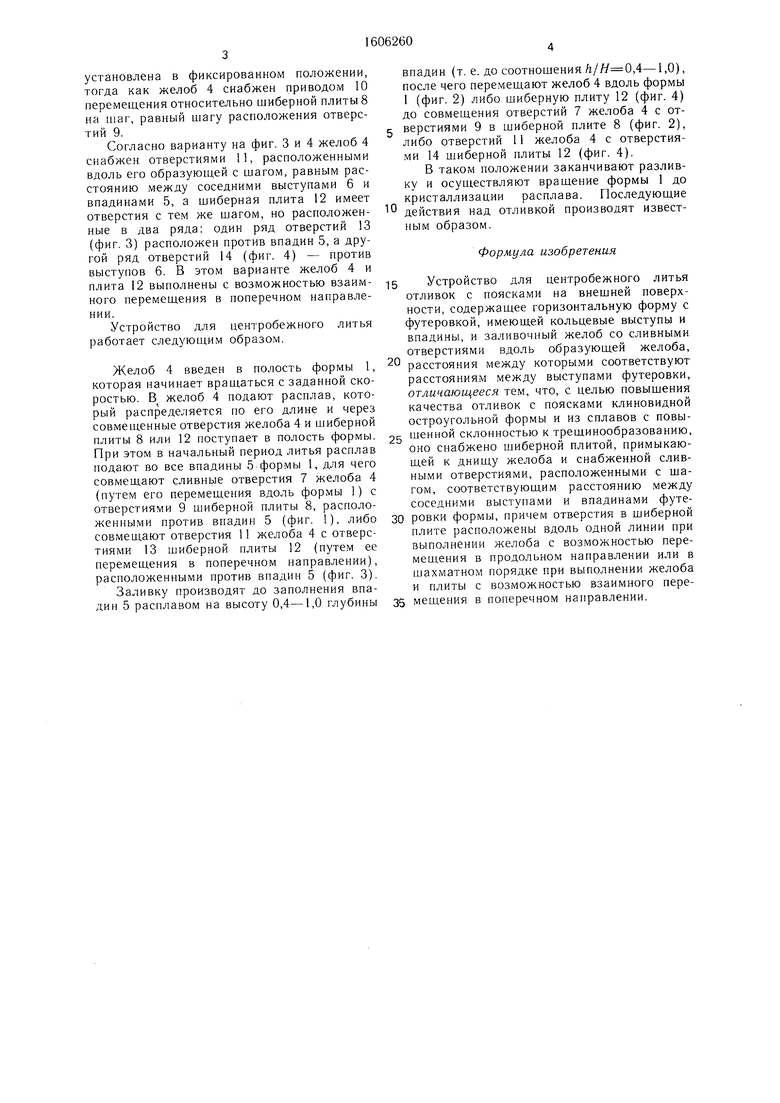
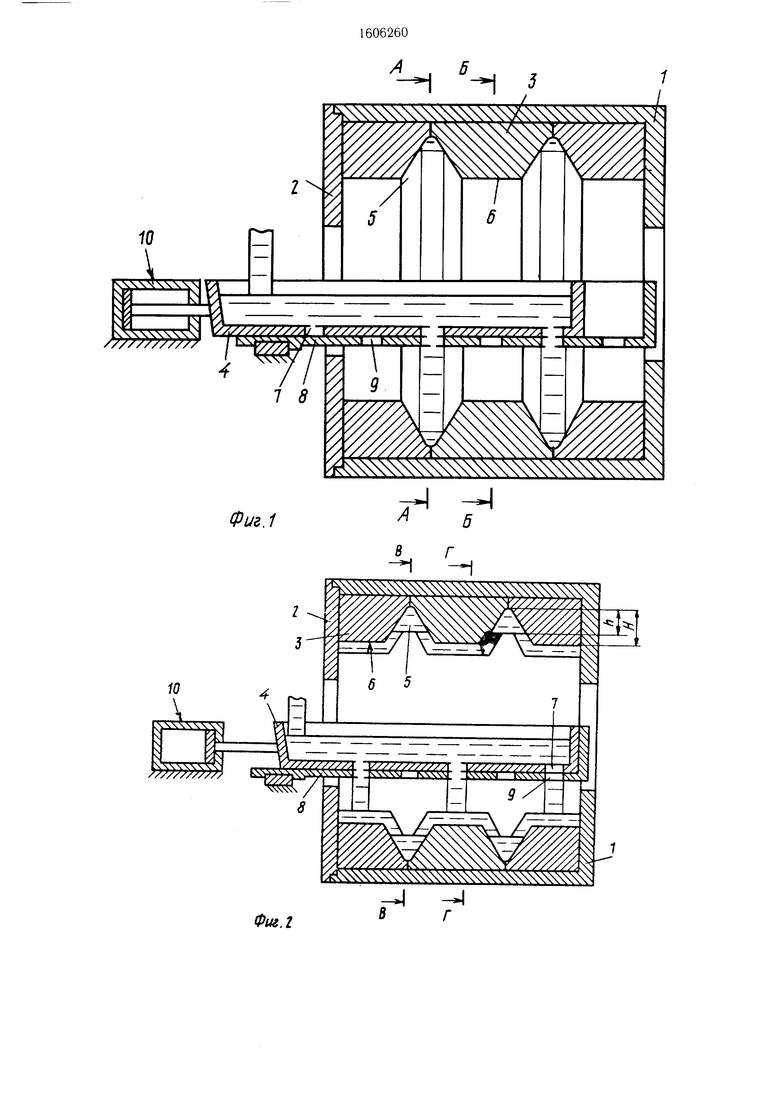
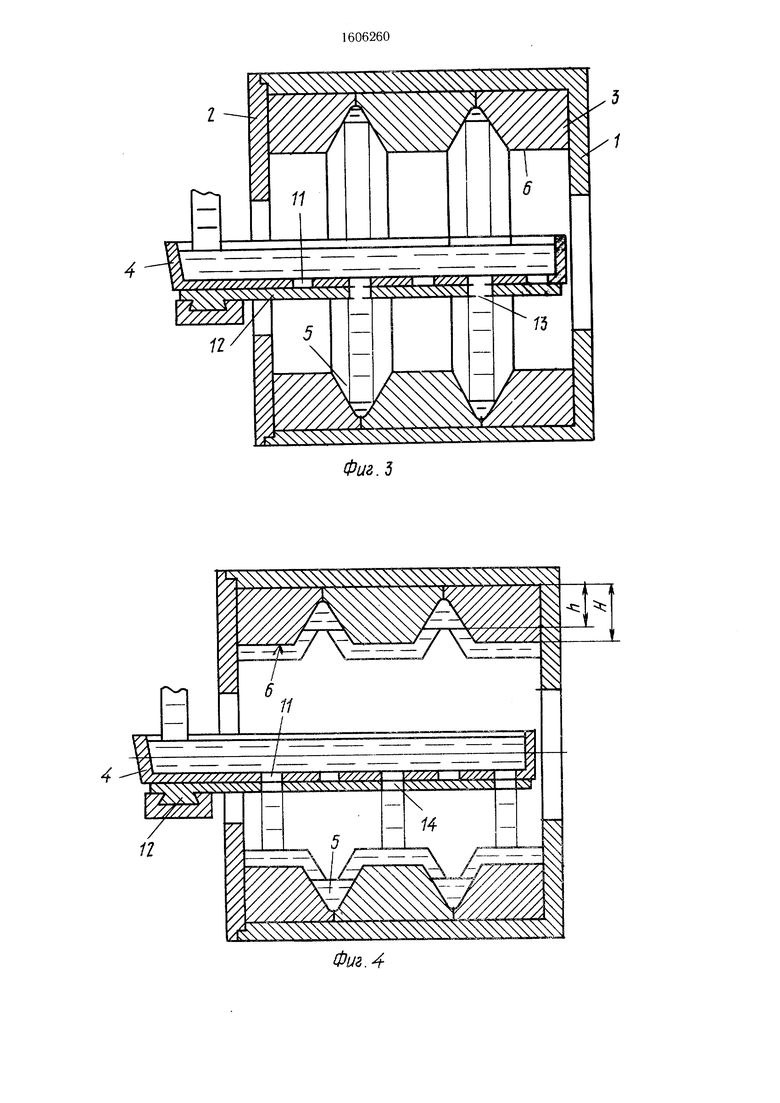
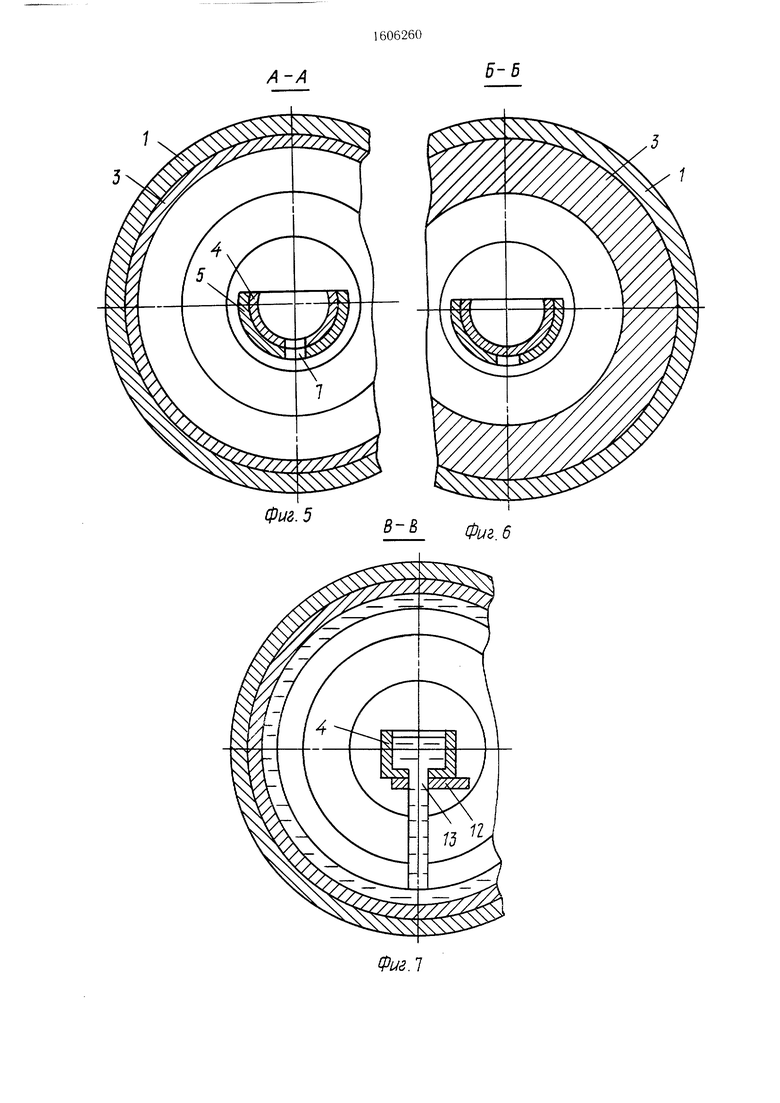
На фиг. 1 и 2 показано устройство для центробежного литья отливок с поясками на внешней поверхности, вариант с расположением отверстий в шиберной плите в один ряд, общий вид; на фиг. 3 и 4 - то же, вариант с расположением отверстий в шиберной плите в шахматном порядке; на фиг. 5 - разрез А-А на фиг. 1; на фиг. 6 - разрез Б - Б на
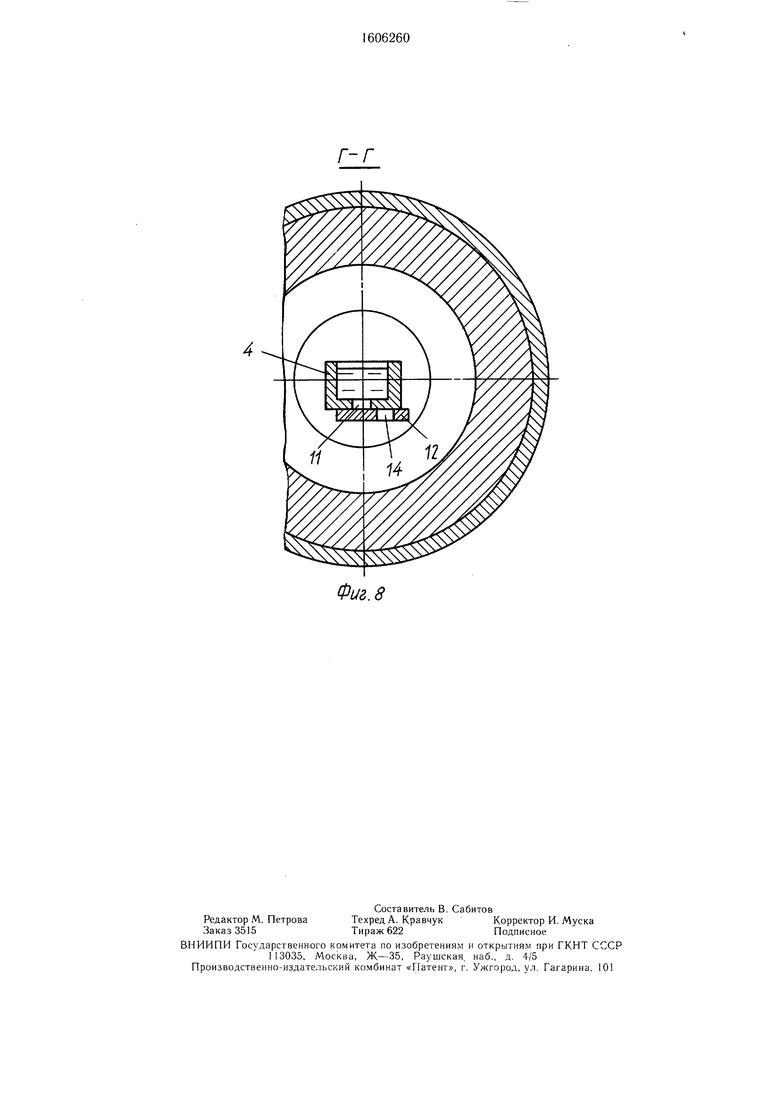
фиг. 1; на фиг. .- - разрез В -В па фиг. 2: на фиг. 8 - разпез Г --Г на фи;-. 2.
Устройство для центробежного литья состоит из формы 1, установленной горизонтально и имеющей крышку 2, ф теровк 3 и средство подачи металла в форму 1 в виде желоба 4. Футеровка 3 формы l имеет клиновидные впадины 5 и выступы б. Согласно варианту на фиг. 1 и 2 желоб 4 имеет сливные отверстия 7, .расположенные с nia- гом, равным расстоянию вь:сту ;ами 6 (впадинами 5).
Под желобом 4 вплотную к нему установлена шиберпая плита 8 со сливными отверстиями 9, расположенным) в ряд с шагом, расстояп -:ю между соседними выступом 6 и впадиной 5., Шиберпая плита 8
С5 ГС С5
установлена в фиксированном положении, тогда как желоб 4 снабжен 10 перемещения относительно шиберной плиты 8 на таг, равный шагу расположения отверстий 9.
Согласно варианту на фиг. 3 и 4 желоб 4 снабжен отверстиями 11, расположенными вдоль его образующей с шагом, равным расстоянию между соседними выступами 6 и впадинами 5, а шиберная плита 12 имеет отверстия с тем же шагом, но расположенные в два ряда: один ряд отверстий 13 (фиг. 3) расположен против впадин 5, а другой ряд отверстий 14 (фиг. 4) - против выступов 6. В этом варианте желоб 4 и плита 12 выполнены с возможностью взаимного перемещения в поперечном направлении.
Устройство для центробежного литья работает следующим образом.
Желоб 4 введен в полость формы 1, которая начинает вращаться с заданной скоростью. В желоб 4 подают расплав, который распределяется по его длине и через совмещенные отверстия желоба 4 и шиберной плиты 8 или 12 поступает в полость формы. При этом в начальный период литья расплав подают во все впадины 5 формы 1, для чего совмещают сливные отверстия 7 желоба 4 (путем его перемещения вдоль формы 1) с отверстиями 9 шиберной плиты 8, расположенными против впадин 5 (фиг. 1), либо совмещают отверстия 11 желоба 4 с отверстиями 13 шиберной плиты 12 (путем ее перемещения в поперечном направлении), расположенными против впадин 5 (фиг. 3).
Заливку производят до заполнения впадин 5 расплавом на высоту 0,4-1,0 глубины
впадин (т. е. до соотнощения ,4-1,0), после чего перемещают желоб 4 вдоль формы 1 (фиг. 2) либо шиберную плиту 12 (фиг. 4) до совмещения отверстий 7 желоба 4 с отверстиями 9 в шиберной плите 8 (фиг. 2), либо отверстий 11 желоба 4 с отверстиями 14 шиберной плиты 12 (фиг. 4).
В таком положении заканчивают разливку и осуществляют вращение формы 1 до к ристаллизации расплава. Последующие
действия над отливкой производят известным образом.
Формула изобретения
5 Устройство для центробежного литья отливок с поясками на внещней поверхности, содержащее горизонтальную форму с футеровкой, имеющей кольцевые выступы и впадины, и заливочный желоб со сливными отверстиями вдоль образующей желоба, 0 расстояния между которыми соответствуют расстояниям между выступами футеровки, отличающееся тем, что, с целью повышения качества отливок с поясками клиновидной остроугольной формы и из сплавов с повышенной склонностью к трещинообразованию, оно снабжено шиберной плитой, примыкающей к днищу желоба и снабженной сливными отверстиями, расположенными с шагом, соответствующим расстоянию между соседними выступами и впадинами футе- 30 ровки формы, пр ичем отверстия в шиберной плите расположены вдоль одной линии при выполнении желоба с возможностью перемещения в продольном направлении или в шахматном порядке при выполнении желоба и плиты с возможностью взаимного пере- 35 мещения в поперечном направлении.
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного литья отливок с поясками на внешней поверхности и устройство для его осуществления | 1984 |
|
SU1606257A1 |
| Устройство для центробежного литья отливок с поясками на внешней поверхности | 1984 |
|
SU1606258A1 |
| Устройство для центробежного литья отливок с поясками на внешней поверхности | 1984 |
|
SU1606259A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Заливочное устройство для центробежнолитейных машин | 1980 |
|
SU865506A1 |
| Способ центробежного литья ювелирных изделий и устройство для его осуществления | 1990 |
|
SU1827321A1 |
| УСТРОЙСТВО ДЛЯ ДОННОГО СЛИВА РАСПЛАВА | 1992 |
|
RU2066595C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ | 1991 |
|
RU2065798C1 |
| Центробежная горизонтальная установка | 1979 |
|
SU831300A1 |
| ШИБЕРНЫЙ ЗАТВОР НА НОСКЕ МЕТАЛЛУРГИЧЕСКОГО КОНТЕЙНЕРА | 2016 |
|
RU2732885C2 |
Изобретение относится к литейному производству и может быть использовано при изготовлении отливок с поясками клиновидной формы на поверхности методом центробежного литья. Целью изобретения является повышение качества отливок с поясками клиновидной остроугольной формы и из сплавов с повышенной склонностью к трещинообразованию. Устройство для центробежного литья содержит вращающуюся форму с футеровкой. Футеровка имеет клиновидные выступы и впадины. Средство для заливки расплава в форму выполнено в виде желоба с отверстиями, расположенными с шагом, равным расстоянию между выступами (впадинами) формы, вдоль образующей желоба. Под желобом установлена шиберная плита с размещенными в ряд отверстиями с шагом, равным половине шага расположения отверстий в желобе. Желоб может иметь число отверстий, равное числу выступов и впадин футеровки. В этом случае отверстия в шиберной плите расположены в шахматном порядке, а сама плита выполнена с возможностью поперечного перемещения относительно желоба. Заливка расплава в выступы или впадины осуществляется совмещением соответствующих отверстий желоба и плиты. 8 ил.
.1
10
Фиг. 2
r
5
Щ$$$Щ
Фиг.З
П
Фиг. 4
А-А
фиг. 5
6-6
В-В
Фиг. 6
Фиг.1
Фиг. 8
| Центробежная горизонтальная установка | 1979 |
|
SU831300A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
