Изобретение относится к литейному производству и может быть использовано при изг отовлении отливок с поясками клиновидной формы на поверхности методом центробежного литья.
Цель изобретения - повышение качества отливок с поясками клиновидной остроугольной формы и из сплавов с повышенной склонностью к трешинообразованию.
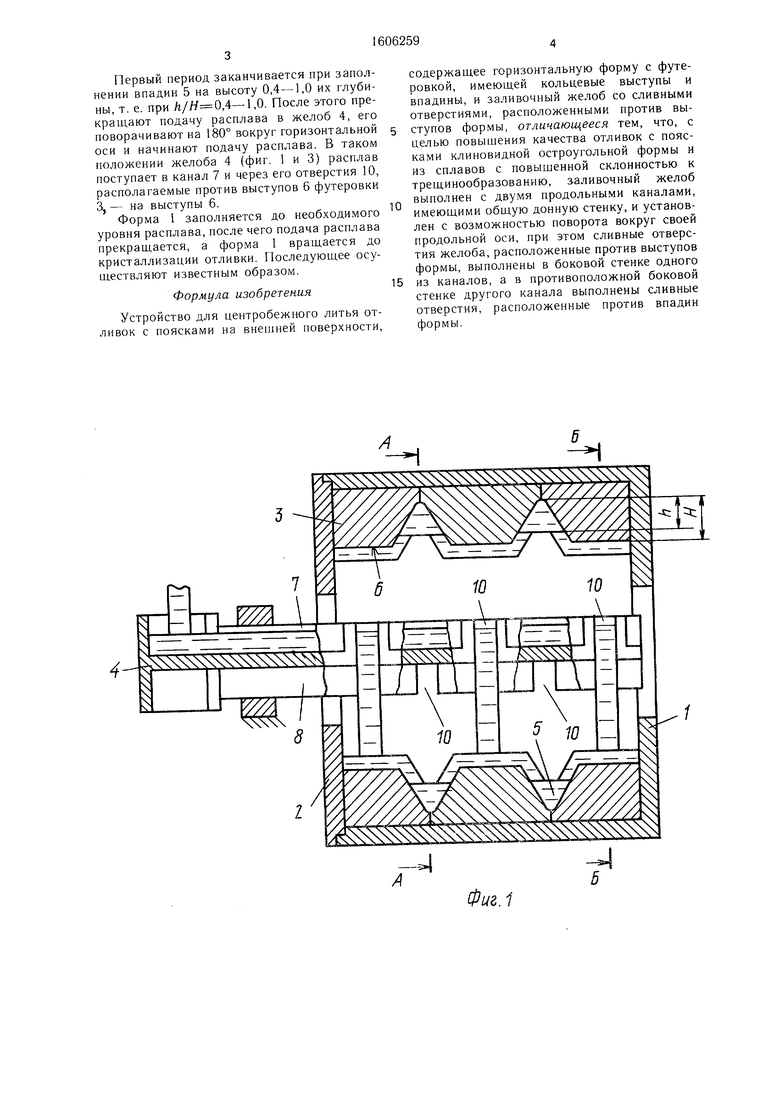
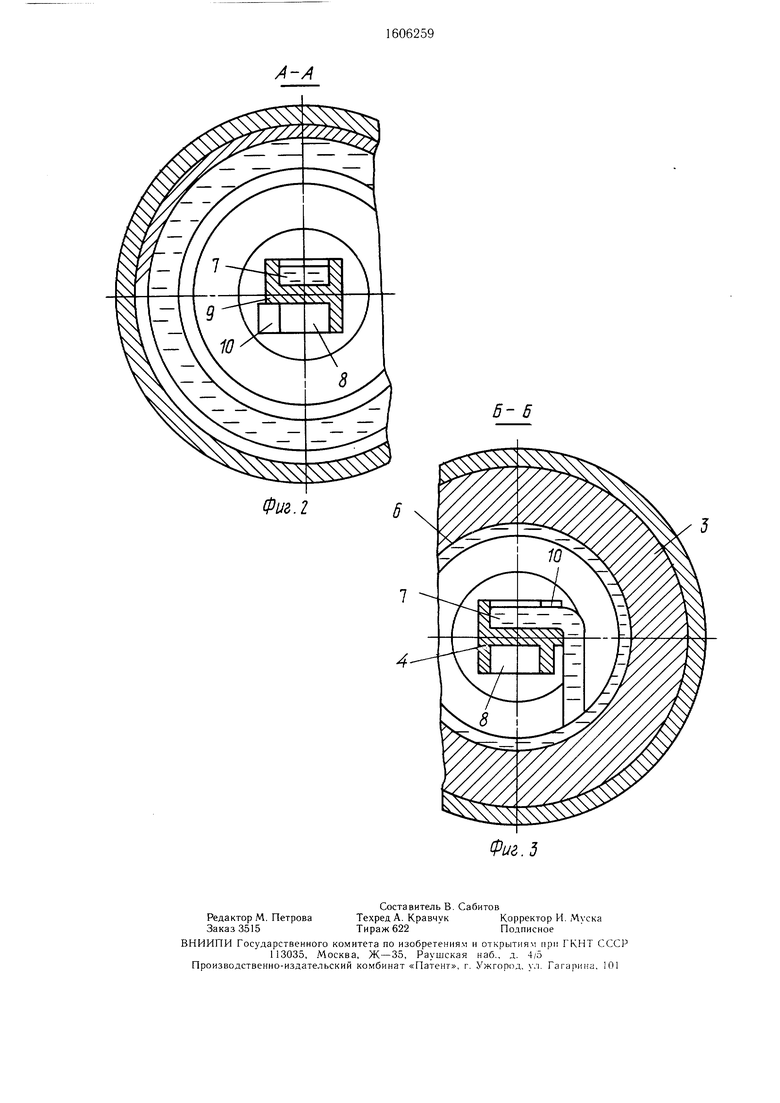
На фиг. 1 показано устройство для центробежного литья отливок с поясками на внешней поверхности, общий вид- на фиг. 2 - разрез на фиг. 1; на фиг 3 - разрез Б-Б на фиг. 1.
Устройство для центробежного литья состоит из формы 1, установленной горизонтально и имеющей крышку 2, футеровку 3 и средство для пода.чи металла в форму I в виде желоба 4. В футеровке 3 формы 1 выполнены остроугольные клиновидные впадины 5 и выступы 6. Желоб 4 выполнен с двумя
продольными каналами 7 и 8, разделенными общей донной стенкой 9. Каждый из каналов 7 и 8 снабжен сливными отверстиями 10 располагаемыми в их боковых стенках, при этом отверстия 10 канала 7 расположены против выступов 6 футеровки 3, а отверстия 10 канала 8 - против впадин 5 футеровки 3 Желоб 4 выполнен с возможностью поворота вокруг своей горизонтальной оси в частности на 180°.
Устройство центробежного литья работает следующим образом.
После сборки формы 1 в нее вводится желоб 4. Форма 1 начинает вращаться с заданной скоростью, а в желоб 4 подается расплав. В начальный период литья желоб 4 установлен так, что расплав поступает в канал 8, отверстия 10 которого располагаются против впадин 5 футеровки 3. Расплав заполняет все впадины 5 футеровки 3.
05
о
05 tsD СЛ
СО
Первый период заканчивается при заполнении впадин 5 на высоту 0,4-1,0 их глубины т. е. при ,4-1,0. После этого прекращают подачу расплава в желоб 4, его поворачивают на 180° вокруг горизонтальной оси и начинают подачу расплава. В таком положении желоба 4 (фиг. 1 и 3) расплав поступает в канал 7 и через его отверстия 10, располагаемые против выступов 6 футеровки 3 - на выступы 6.
Форма 1 заполняется до необходимого уровня расплава, после чего подача расплава прекращается, а форма 1 вращается до кристаллизации отливки. Последующее осуществляют известным образом. Формула изобретения
Устройство для центробежного литья отливок с поясками на внещней поверхности.
содержащее горизонтальную форму с футеровкой имеющей кольцевые выступы и впадины, и заливочный желоб со сливными отверстиями, расположенными против выступов формы, отличающееся тем, что, с целью повьццения качества отливок с поясками клиновидной остроугольной формы и из сплавов с повыщенной склонностью к трещинообразованию, заливочный желоб вьшолнен с двумя продольными каналами,
имеющими общую донную стенку, и установлен с возможностью поворота вокруг своей продольной оси, при этом сливные отверстия желоба, расположенные против выступов формы выполнены в боковой стенке одного
из каналов, а в противоположной боковой стенке другого канала выполнены сливные отверстия, расположенные против впадин формы.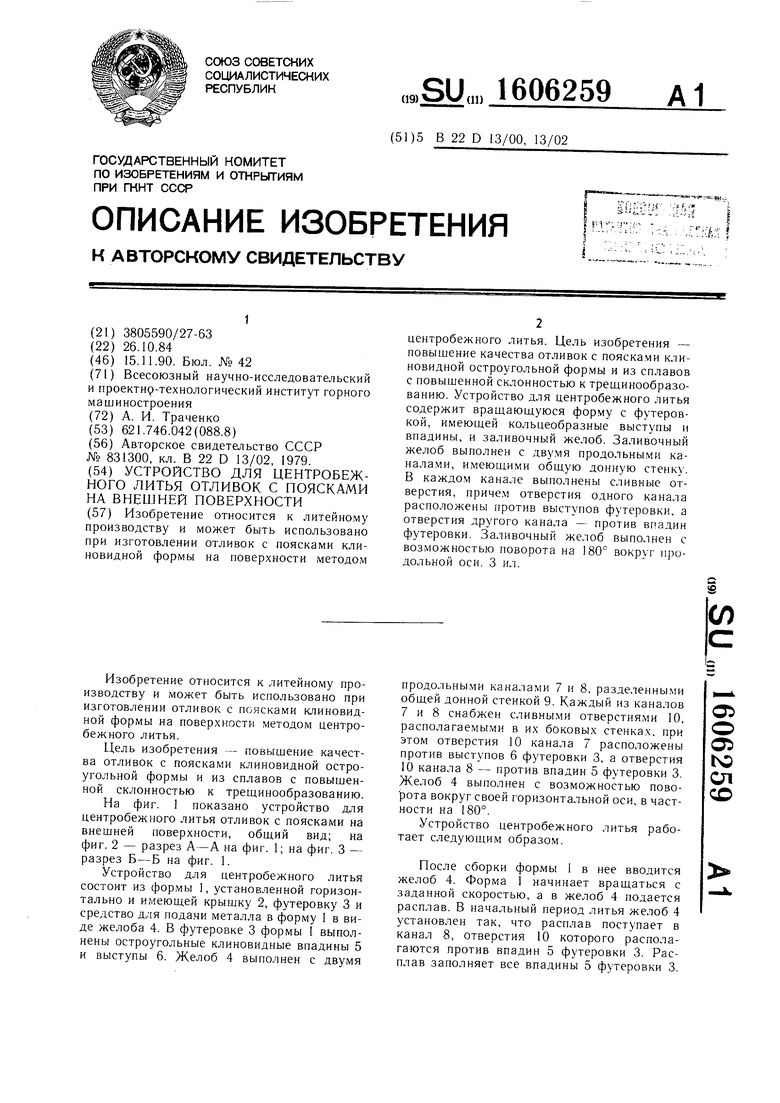
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежного литья отливок с поясками на внешней поверхности | 1984 |
|
SU1606258A1 |
| Способ центробежного литья отливок с поясками на внешней поверхности и устройство для его осуществления | 1984 |
|
SU1606257A1 |
| Устройство для центробежного литья отливок с поясками на внешней поверхности | 1984 |
|
SU1606260A1 |
| Центробежная горизонтальная установка | 1979 |
|
SU831300A1 |
| Заливочное устройство для центробежных машин | 1978 |
|
SU780953A1 |
| Заливочное устройство для центробежнолитейных машин | 1980 |
|
SU865506A1 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| Устройство для литья под низким давлением | 1984 |
|
SU1710185A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Центробежная форма для продольной подпитки отливок | 1981 |
|
SU959913A1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении отливок с поясками клиновидной формы на поверхности методом центробежного литья. Целью изобретения является повышение качества отливок с поясками клиновидной остроугольной формы и из сплавов с повышенной склонностью к трещинообразованию. Устройство для центробежного литья содержит вращающуюся форму с футеровкой, имеющей кольцеобразные выступы и впадины, и заливочный желоб. Заливочный желоб выполнен с двумя продольными каналами, имеющими общую донную стенку. В каждом канале выполнены сливные отверстия, причем отверстия одного канала расположены против выступов футеровки, а отверстия другого канала - против впадин футеровки. Заливочный желоб выполнен с возможностью поворота на 180° вокруг продольной оси. 3 ил.
4Фиг.1
Фиг.2
6-6
| Центробежная горизонтальная установка | 1979 |
|
SU831300A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
