Изобретение относится к литейному производству и может быть использовано при изготовлении отливок с поясками клиновидной формы на поверхности методом центробежного литья.
Цель изобретения - повышение качества отливок с поясками клиновидной остроугольной формы и из сплавов с повышенной склонностью к трешинообразованию.
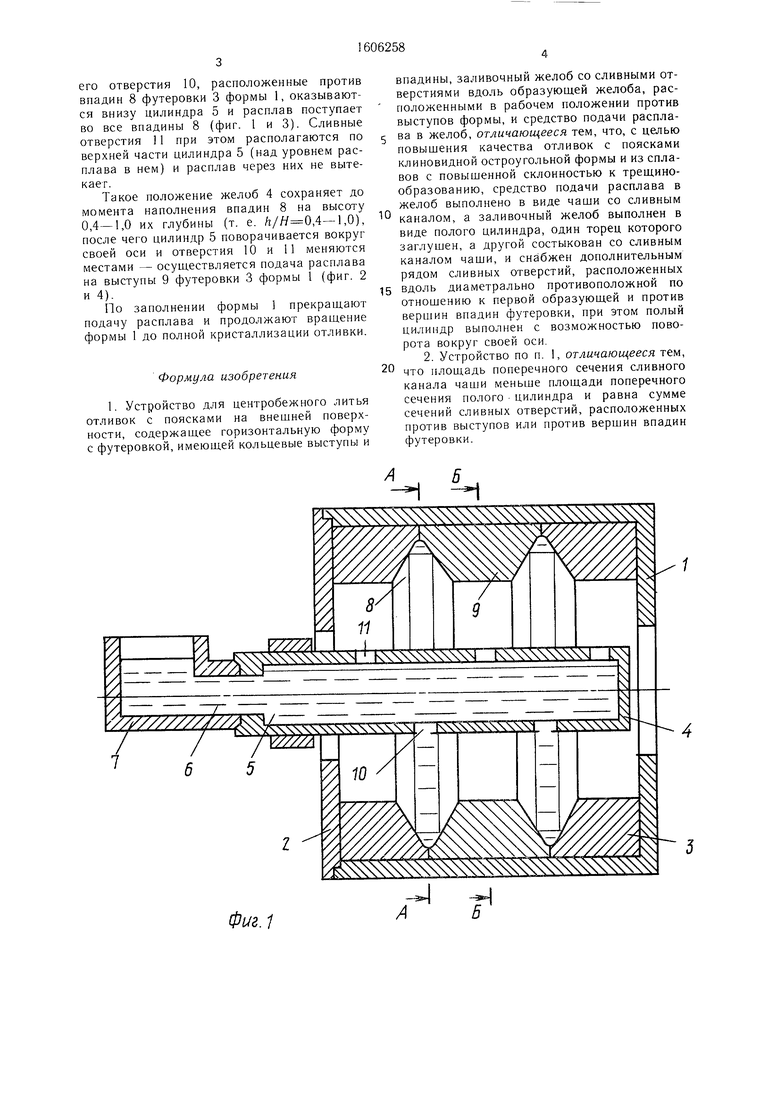
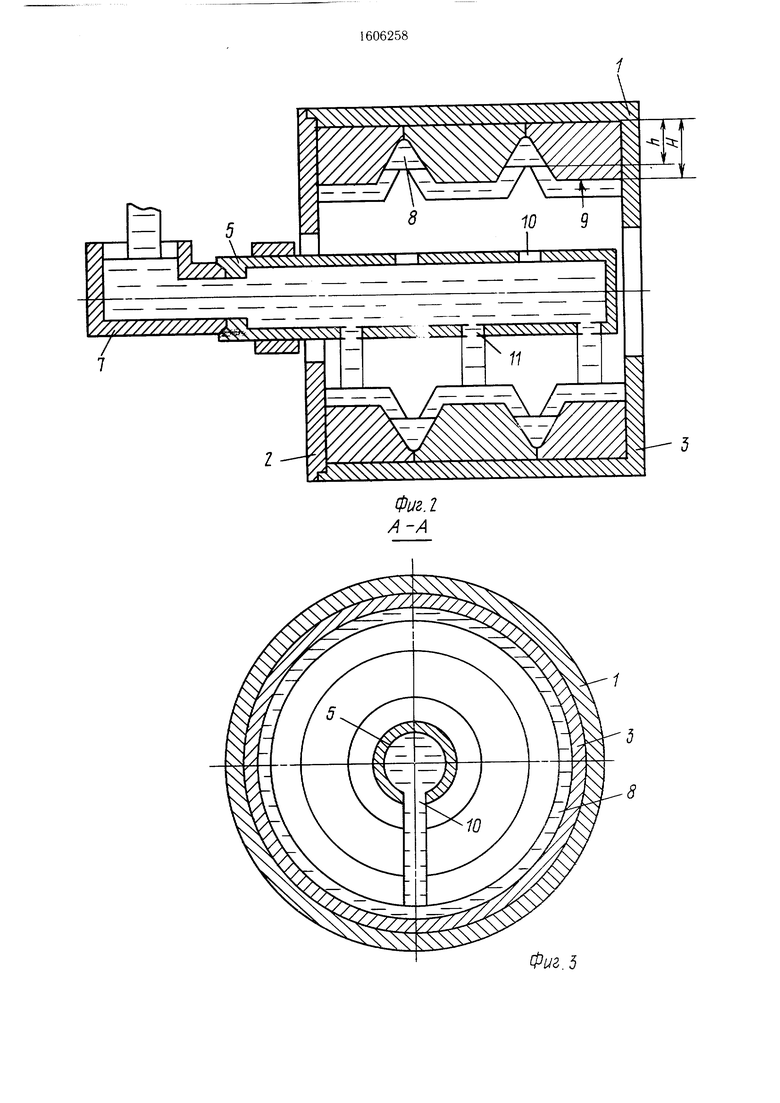
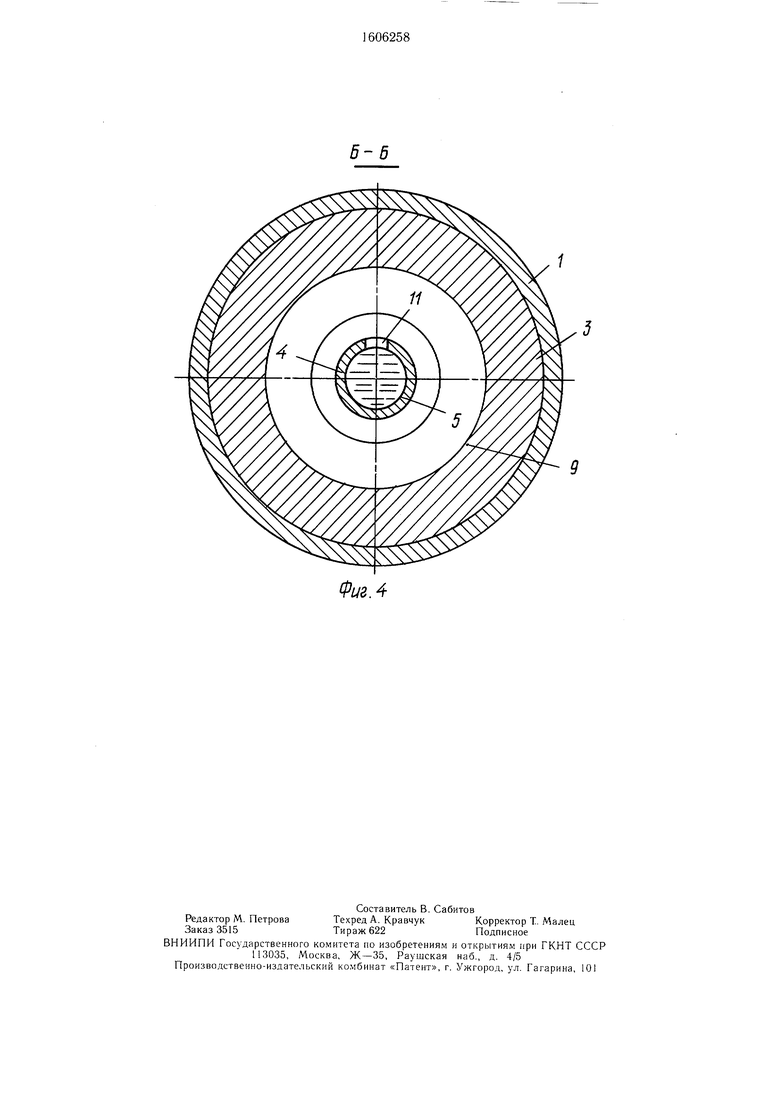
На фиг. 1 показано устройство для центробежного литья отливок с поясками на внешней поверхности в начальный период литья, общий вид; на фиг. 2 - то же, в конечный период литья; на фиг. 3 - разрез А-А на фиг. I; на фиг. 4 - разрез Б-Б на фиг. 1.
Устройство для центробежного литья состоит из формы 1, установленной горизонтально и имеющей крышку 2, футеровку 3 и средство подачи металла в форму I в виде желоба 4. Последн-ий выполнен в виде полого цилиндра 5, один торец которого заглушен, а другой состыкован со сливным каналом б заливочной чаши 7. В футеровке 3 формы 1
выполнены остроугольные клиновидные впадины 8 и выступы 9.
Цилиндр 5 выполнен с возможностью поворота вокруг своей горизо11та.-|ьной оси и снабжен двумя расположенными по его образующим рядами сливных отверстий 10 и 11, первые из которых ориентированы в рабочем положении против впадин 8. а вторые - против выступов 9.
Сечение сливного канала 6 чаши 7 выполнено меньшим сечения цил1шдра 5 и равно сумме сечений сливных отверстий 10 или 1 1. Это сделано для того, чтобы металл в процессе заполнения формы вытекал из желоба 4 только через сливные отверстия, находящиеся Б данный момент по низу цилиндра 3.
Устройство для центробежного литья работает следующим образом.
Состыкованный с чашей 7 желоб 4 вводится внутрь формы I. последняя приводится во вращение, и производится заливка расплава в 4anjy 7. В начальный момент литья цилиндр 5 поворачивается так, что
с: о
05
to
ел 00
его отверстия 10, расположенные против впадин 8 футеровки 3 формы 1, оказываются внизу цилиндра 5 и расплав поступает во все впадины 8 (фиг. 1 и 3). Сливные отверстия 1 при этом располагаются по верхней части цилиндра 5 (над уровнем расплава в нем) и расплав через них не вытекает.
Такое положение желоб 4 сохраняет до момента наполнения впадин 8 на высоту 0,4-1,0 их глубины (т. е. ,4-1,0), после чего цилиндр 5 поворачивается вокруг своей оси и отверстия 10 и 11 меняются местами осуществляется подача расплава на выступы 9 футеровки 3 формы 1 (фиг. 2
и 4).
По заполнении формы 1 прекраш,ают подачу расплава и продолжают враш,ение формы 1 до полной кристаллизации отливки.
Формула изобретения
1. Устройство для центробежного литья отливок с поясками на внешней поверхности, содержащее горизонтальную форму с футеровкой, имеющей кольцевые выступы и
падины, заливочный желоб со сливными отверстиями вдоль образующей желоба, рас- положенными в рабочем положении против выступов формы, и средство подачи распла- ва в желоб, отличающееся тем, что, с целью повышения качества отливок с поясками клиновидной остроугольной формы и из сплавов с повышенной склонностью к трещине- образованию, средство подачи расплава в желоб выполнено в виде чаши со сливным каналом, а заливочный желоб выполнен в виде полого цилиндра, один торец которого заглушен, а другой состыкован со сливным каналом чащи, и снабжен дополнительным рядом сливных отверстий, расположенных вдоль диаметрально противоположной по отношению к первой образующей и против вершин впадин футеровки, при этом полый цилиндр выполнен с возможностью поворота вокруг своей оси.
2. Устройство по п. 1, отличающееся тем, что площадь поперечного сечения сливного канала чаши меньше площади поперечного сечения полого цилиндра и равна сумме сечений сливных отверстий, расположенных против выступов или против вершин впадин футеровки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного литья отливок с поясками на внешней поверхности и устройство для его осуществления | 1984 |
|
SU1606257A1 |
| Устройство для центробежного литья отливок с поясками на внешней поверхности | 1984 |
|
SU1606259A1 |
| Устройство для центробежного литья отливок с поясками на внешней поверхности | 1984 |
|
SU1606260A1 |
| Заливочное устройство для центробежнолитейных машин | 1980 |
|
SU865506A1 |
| Заливочное приспособление для центробежного литья полых заготовок | 1980 |
|
SU910341A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Заливочное устройство для центробежных машин | 1987 |
|
SU1470440A1 |
| Центробежная горизонтальная установка | 1979 |
|
SU831300A1 |
| УСТРОЙСТВО ДЛЯ ФУТЕРОВКИ, ЗАЛИВКИ И ИЗВЛЕЧЕНИЯ ОТЛИВКИ ИЗ ЦЕНТРОБЕЖНОЙ ФОРМЫ | 1971 |
|
SU420387A1 |
| Заливочное устройство для центробежных машин | 1978 |
|
SU780953A1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении отливок с поясками клиновидной формы на поверхности методом центробежного литья. Целью изобретения является повышение качества отливок с поясками клиновидной остроугольной формы и из сплавов с повышенной склонностью к трещинообразованию. В устройстве для центробежного литья заливочный желоб выполнен в виде полого цилиндра с двумя рядами сливных отверстий, расположенных на диаметральных образующих цилиндра. Цилиндр с одного торца заглушен, а с другого состыкован с заливочной чашей. Цилиндр выполнен с возможностью поворота вокруг своей оси. 1 з.п. ф-лы, 4 ил.
Фиг.1
Фиг.г А-А
Фиг. 5
Фиг.4
| Центробежная горизонтальная установка | 1979 |
|
SU831300A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
