Изобретение относится к индукционной плавке и центробежному литью благородных металлов и сплавов и может быть использовано в ювелирном производстве и зубопротезной технике
для изготовления отливок ювелирных изделий и стоматологических протезов
Целью изобретения является расширение функциональных возможностей и повышение качества отливок путем увеличения заполняемое™ полости формы.Это достигается тем, что согласно способу центробежного литья ювелирных изделий преимущественно с тонкой стенкой и максимальными узлами из благородных металлов и сплавов в защитной атмосфере, включающему приведение во вращение формы центрифугированием и заполнение ее расплавом, наклоняют форму и тигель с расплавом в вертикальной плоскости на угол 3-15° и, вращая форму с ускорением снижают отклонение струи металла при начальном тангенциальном ускорении, демпфируя упругой связью, охватывающей шарнирное соединение кинематических звеньев вращения и производят заливку формы, вакуумируя ее во времени заполнения литникового канала расплавом; в устройстве для реализации способа центробежного литья, включающем центрифугу, смонтированную на станине, в корпусе, закрыто кожухом, а также размещенные в корпусе индуктор с преобразователем частоты, имеющий систему охлаждения и средства подвода и выхлопа защитной атмосферы, причем центрифуга выполнена в виде имеющего возможность вращения на вертикальном валу рычага с тра&ерсой, на которой закреплена литейная форма с плавильным тиглем и на другом конце противовес, а индуктор установлен на рукоятке соосно с тиглем так, что в рабочем положении плавление охватывает тигель и подключен к преобразователю частоты, состоящему из генератора с включенной на выходе батареей конденсаторов, часть поворотного рычага выполнена в виде шар- нирно подвижной в вертикальной и горизонтальной плоскости траверсы, которая в месте расположения шарнира связана в горизонтальной плоскости с поворотным рычагом упругой связью в.виде пружинного демпфера. Кроме того, устройство снабжено узлом вакуумирования формы в виде профилированных трубок, симметрично расположенных вокруг формы по ее длине и соединенных с вакуумной системой через канал, выполненный в вале центрифуги,
Наклон формы и тигля с расплавом в вертикальной плоскости на угол 3-15° обусловлен необходимостью уменьшения износа футеровки тигля, его освобождения от металла (устранения застойных зон), а также обеспечением большей степени заполнения полости формы. При наклоне более 15° ухудшается равномерность распределения центробежной составляющей в полости формы. В случае наклона менее 3° ухудшается слив металла, образуются застойные зоны из остатка металла после слива. Существенно снижается сила гравитационного воздействия на металл.
Демпфирование упругой связи, охватывающей шарнирное соединение кинематических звеньев вращения, уменьшает отклонение струи металла при начальном тангенциальном ускорении. Это обусловлено технологическими требованиями устранить боковой занос струи металла по направлению от середины тигля к сливному носку. Так как формирование давления жидкого металла производится вначале разгона центрифуги, то наряду с возникновением
5 нормального ускорения, формирующего силу давления, оказывает также влияние тангенциальное ускорение. Величина же сил тангенциального ускорения пропорциональна массе расплава с тиглем. Поэтому
0 демпфируют отклонение струи металла упругой связью, охватывающей шарнир, которая доворачивает после.компенсации ускорения тигель с формой в положение по оси рычага.
5 Вакуумируя форму при заливке во время заполнения литника расплавом, обеспечивают уменьшение газового противодавления в форме, устраняя возникновение т. наз. подушки.
0 Выполнение несущей форму и тигель с расплавом части поворотного рычага в виде шарнирно-подвижной в вертикальной и горизонтальной плоскостях траверсы обусловлено -требованием технологии путем
5 достижения допускаемой степени заполняемое™ полости формы для предотвращения брака литья. При этом за счет гравитационных сил увеличивается давление жидкого металла на стенки полости формы, обеспе0 чивая заполнение тонких элементов повер- хности формы.
Установкой на шарнир в горизонтальной плоскости пружинного демпфера обеспечивают возврат траверсы в положение по
5 оси рычага при отклонении ее под действием начального тангенциального ускорения. Это позволяет устранить боковой занос струи металла при сливе из тигля в форму, что предотвращает разбрызгивание распла0 ва при заливке.
Выполнение несущей траверсы из симметрично расположенных вдоль периметра формы профилированных трубок, соединенных через канал вала центрифуги с вакуум5 насосом обусловлено необходимостью отсоса газов из объема формы при заполнении расплавом и уменьшения газового противодавления в форме.
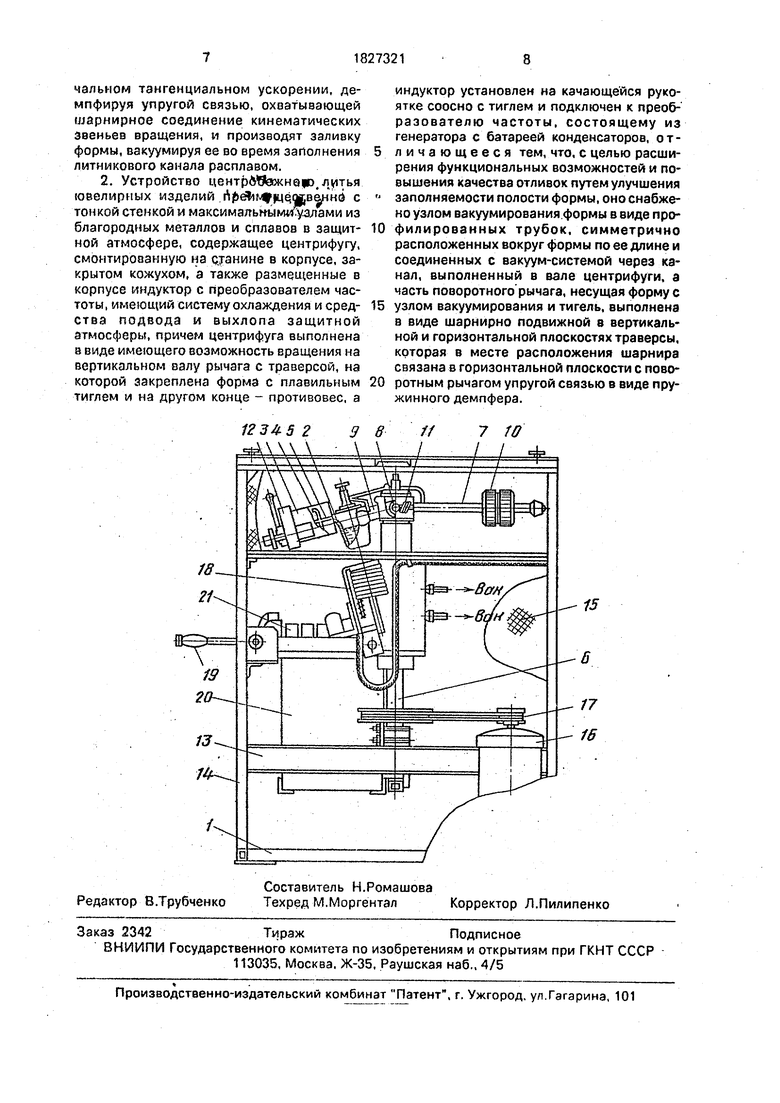
На чертеже изображено устройство для центробежного литья ювелирных изделий.
Устройство центробежного литья содержит основание 1, тигель 2 со сливным желобом и расположенной соосной формой 3, которая снабжена для подвода расплава и заформованной в ней по ярусам моделям 4 литниковым каналом 5. Причем тигель и формы закреплены на несущей траверсе б так, что наклон оси сливного желоба тигля и формы к горизонтальной плоскости может быть установлен в пределах 3-15°.
Горизонтально закрепленный имеющий возможность вращения на валу 6 рычаг 7, соединенный с помощью шарнира и соос- но ему форма с полостью вакуумирования. составляют собственно центрифугу. Причем на свободном конце рычага закреплен противовес 10 для балансировки центрифуги. Упругая связь 11 замыкает рычаг и траверсу. Охватывающей форму полость 12 вакууми- руют форму при заполнении литникового канала. Приводной вал 6 вертикально установлен на станине 13, закрепленной в сварном корпусе 14, закрытым кожухом 15, и соединен с электродвигателем 16 через тек- стропную передачу 17. Индуктор 18 подвижно -установлен в корпусе на качающейся рукоятке 19 соосно с тиглем так, что в рабочем положении плавление охватывает тигель 2 и подключен к установленному на станине преобразователю частоты, состоящему из генератора 20 с включенной на выходе батареей конденсаторов 21, Полость 12 вакуумирования формы выполнена из симметрично расположенных вдоль периметров формы профилированных трубок, соединенных через канал вала б центрифуги с вакуумсистемой (не показана).
Предложенный способ центробежного литья реализован при отливке индивидуальных ювелирных изделий с драгоценными камнями из сплава ЗлСрМ 750-150, Навеску сплава весом 30 г укладывали в тигель 2, поднимали с помощью рукоятки 19 индуктор 18 в рабочее положение плавление и, включив преобразователь (генератор 20 с конденсатором 21), наплавляли расплав при температуре 1610°С в течение 2с. Затем опускали индуктор рукояткой в исходное положение и, наклонив траверсу 9 с тиглем и формой 3 предварительно на угол 12° к горизонтали, включали приводной эл. двигатель 16, передавая вращение с угловой скоростью о 1600 1/с через текстропную передачу 17 валу 6 и закрепленному на нем рычагу 7. В начальный момент вращения траверса 9, несущая тигель 2 с формой 3, отклоняясь в сторону противоположно направлению вращения под действием сил инерции, изменяет направление подъема в тигле 2 в сторону от сливного желоба. Однако воздействие упругой связи 11, передаваемой через шарнир 8. рычаг 7 поворачивает траверсу 9 в сторону вращения так, что ось ее занимает положение согласно с осью 5 сливного желоба тигля и формы в вертикальной плоскости. При этом расплав поднимается в тигле 2 в сливной желоб и сливается в воронку формы, заполняя литниковый канал 5, подается по ярусам формы к вы0 плавляемым моделям 4, причем разбрызгивания его из тигля не происходит. Одновременно при заполнении литникового канала 5 расплавом производили ваку- умирование формы, подключая к
5 вакуумсистеме охватывающую полость 12 из симметрично расположенных вдоль периметра формы профилированных трубок через канал вала 6 центрифуги. При этом происходило удаление газов из полостей
0 формы и дегазация литого материала отливок.
При выборе угла наклона траверсы в предложенных пределах 3-15° отклонение струи от оси сливного желоба в процессе цен5 тробежной заливки составляет 0,8-1,8 мм, т.е. практически весь объем наплавляемого металла заливали в форму без разбрызгивания и потерь. Причем заполняемость формы расплавом составляла 96,5-98,5%, что значи0 тельно выше по сравнению с данными по прототипу - 94,6% при частичной потере геометрии фор.хы и удовлетворяет требованиям технологии литья ювелирных изделий. Использование изобретения позволяет
5 расширить функциональные воз можности за счет использования в процессе центрифугирования ковшей различной емкости в одном и том же устройстве, а также обеспечивает повышение качества отливок путем
0 улучшения заполняемое™ формы с 94,6% при частичной потере геометрии формы до 96,5-98,4% при сохранении геометрии формы отливки по сравнению с мзвестгым способом согласно прототипу.
5Формула изобретения
1. Способ центробежного литья ювелирных изделий преимущественно с тонкой . стенкой i максимальными узлами из благородных металлов и сплавов в защитной ат0 мосфере, вктючающий приведение во вращение формы центрифугированием и заполнение ее расплавом из тигля, отличающийся тем, что, с целью расширения функциональных возможностей и повыше5 ния качества отливок путем улучшения за- полняемости полости формы, перед началом вращения форму и тигель с расплавом наклоняют Е вертикальной плоскости на угол 3-15° и, вращая форму с ускорением, снижают отклонение струи металла при начальиом тангенциальном ускорении, демпфируя упругой связью, охватывающей шарнирное соединение кинематических Звеньев вращения, и производят заливку формы, вакуумируя ее во время заполнения литникового канала расплавом.
2. Устройство центр&Яегжнаю. литья ювелирных изделий п е мццемве нно с тонкой стенкой и максимаяьнымиузлами из благородных металлов и сплавов в защитной атмосфере, содержащее центрифугу, смонтированную на станине в корпусе, закрытом кожухом, а также размещенные в корпусе индуктор с преобразователем частоты, имеющий систему охлаждения и средства подвода и выхлопа защитной атмосферы, причем центрифуга выполнена в виде имеющего возможность вращения на вертикальном валу рычага с траверсой, на которой закреплена форма с плавильным тиглем и на другом конце - противовес, а
12 34- 5 2
индуктор установлен на качающейся рукоятке соосно с тиглем и подключен к преобразователю частоты, состоящему из генератора с батареей конденсаторов, отличающееся тем, что, с целью расширения функциональных возможностей и повышения качества отливок путем улучшения
заполняемое™ полости формы, оно снабжено узлом вакуумирования формы в виде профилированных трубок, симметрично расположенных вокруг формы по ее длине и соединенных с вакуум-системой через канал, выполненный в вале центрифуги, а часть поворотного рычага, несущая форму с
узлом вакуумирования и тигель, выполнена в виде шарнирно подвижной в вертикальной и горизонтальной плоскостях траверсы, которая в месте расположения шарнира связана в горизонтальной плоскости с поворотным рычагом упругой связью в виде пружинного демпфера.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ В ЗАЩИТНОЙ АТМОСФЕРЕ | 1997 |
|
RU2122922C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ В ЗАЩИТНОЙ АТМОСФЕРЕ ПРЕИМУЩЕСТВЕННО СТОМАТОЛОГИЧЕСКИХ ПРОТЕЗОВ | 1990 |
|
RU2024350C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКИ УСТРОЙСТВА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ И МЕХАНИЗМ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2123906C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1991 |
|
RU2014946C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1992 |
|
RU2043848C1 |
| Устройство для центробежного литья фасонных деталей "Верба | 1989 |
|
SU1665871A3 |
| Установка для литья под электромагнитным давлением | 1990 |
|
SU1724429A1 |
| Устройство для индукционной плавки металла и последующего центробежного литья в защитной атмосфере | 1983 |
|
SU1419798A1 |
| Способ литья и устройство для его осуществления | 1985 |
|
SU1360578A3 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК | 1992 |
|
RU2065799C1 |
Использование: в области индукционной плавки и центробежного литья благородных металлов и сплавов, в частности в ювелирном производстве и зубопротезной технике для изготовления отливок ювелирных изделий и стоматологических протезов. Сущность изобретения: 1) согласно способу центробежного литья ювелирных изделий преимущественно с тонкой стенкой и максимальными узлами из благородных металлов и сплавов в защитной атмосфере, включающему приведение во вращение формы центрифугированием и заполнение ее расплавом, наклоняют форму и тигель с расплавом в вертикальной плоскости на угол 3-15° и, вращая форму с ускорением, снижают отклонение струи металла при начальном тангенциальном ускорении, демпфируя упругой связью, охватывающей шарнирное соединение кинематических звеньев вращения, и производят заливку формы, вакуумируя ее во время заполнения литникового канала расплавом. В устройство для осуществления способа центробежного литья, включающем центрифугу, смонтированную на станине в корпусе, закрытом кожухом, а также размещенные в корпусе индуктор с преобразователем частоты, имеющий систему охлаждения и средства подвода и вы- хлопа защитной атмосферы, причем центрифуга выполнена в виде имеющего возможность вращения на вертикальном валу рычага с траверсой, на которой закреплена литейная форма с плавильным тиглем и на другом конце - противовес, а индуктор установлен на рукоятке соосно с тиглем так, что в рабочем положении Плавление охватывает тигель и подключен к преобразователю частоты, состоящему из генератора с включенной на выходе батареей конденсаторов, несущая форму с полостью вакууми- рования и тигель с расплавом, часть поворотного рычага выполнена в виде шар- нирно подвижной в вертикальной и горизонтальной плоскостях траверсы, причем на шарнир в горизонтальной плоскости установлена упругая связь в виде пружинного демпфера для компенсации отклонения ее силой начального тангенциального ускорения, а полость формы выполнена из профилированных трубок, соединенных через канал вала центрифуги с вакуумсистемой. 2 с,п. ф-лы, 1 ил. 00 кэ со
| Устройство для индукционной плавки металла и последующего центробежного литья в защитной атмосфере | 1983 |
|
SU1419798A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
