Изобретение относится к литейному производству и может быть использовано при изготовлении отливок с поясками тсиииовидяой формы на поверхности методом центробежного литья.
Цель изобретения - повьпиение качества отливок с пояскам; клиновидной остроугольной формы и из сплавов с повышенной склонностью к трещино- образованию.
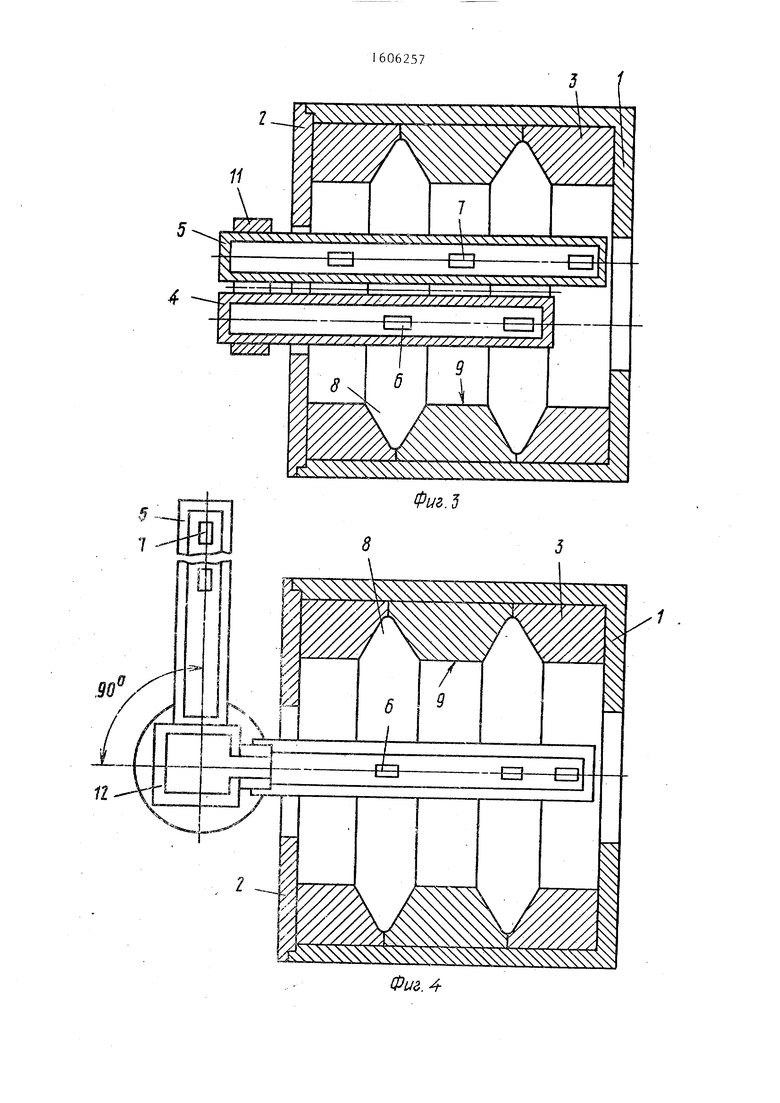
На фиг,1-3 показано устройство для центробежного литья с параллельно установленными заливочными желобами, общий видр на фиг,4-7 - то же.
с установкой желобов под углом друг к другу на общей вертикальной оси; на фиг.8 - разрез А-А на фиг.2; на фиг.9 - разрез Б-Б на фиг.2; на фиг,10 - устройство для центробежно- . литья с одним желобом, обвини вид.
Устройство для центробежного литья состоит из формы 1, установлен- ной горизонтально и имеющей крышку 2, футеровку 3 и средства подачи металла в форму 1 , выполненЕ№1е в виде желобов 4; и 5, имеющих сливные отверстия 6 и 7 соответственно. Сливные отверстия 6 в рабочем положении
желоба 4 расположены против вершин впадин 8 футеровки 3 формы 1, а слиные отверстия 7 желоба 5 - против выступов 9 футеровки 3„,
Впадины 8 имеют клиновидную остругольную форму в поперечном сечении Футеровка 3 .может быть выполнена цельной или сборной из различных материалов. Вершины впадин целесооб1 -а но вьшолнять по радиусу. Форма 1 снабжена приводом вращения вокруг горизонтальной оси (не показан). Желоба 4 и 5 могут быть расположены параллельно друг другу или на общей оси 10 под углом 90- один относительно другого.
в первом случае (фиг.1-3) желоба 4 и 5 могут быть выполнены с общей стенкой либо установлены с зазором один относител:ьно другого но связан- HbiivHi жесткой связью - опорой 11 Хфиг.З).
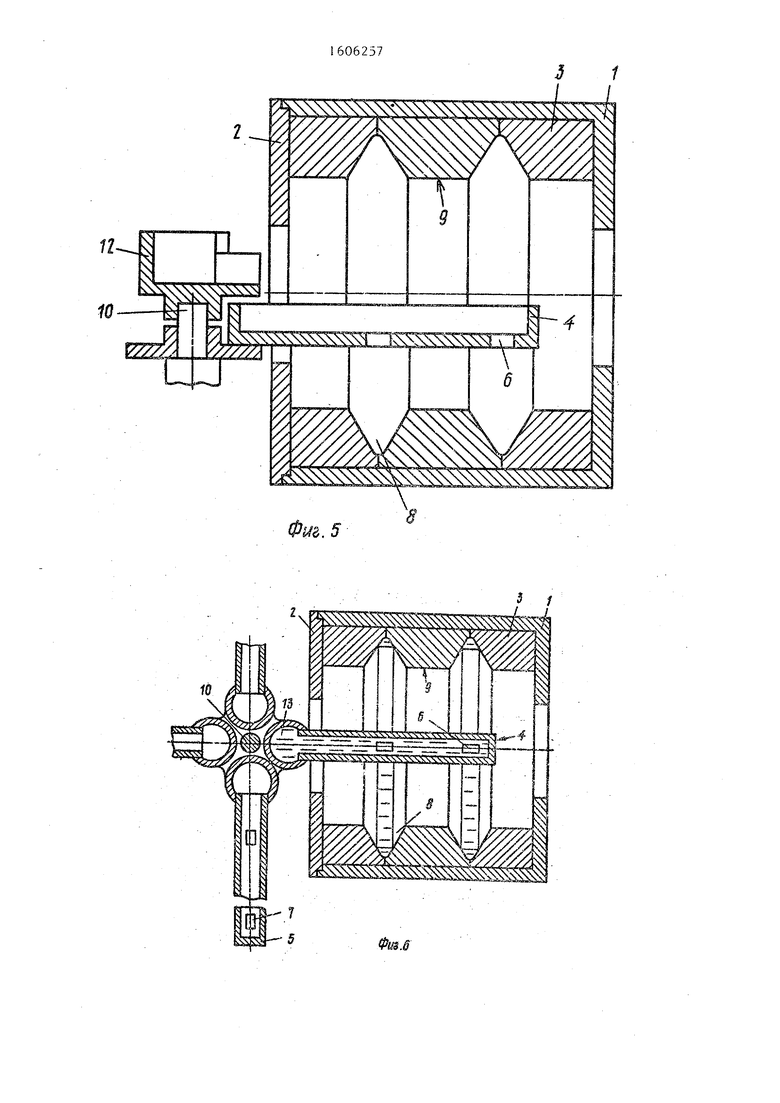
Согласно варианту, показанному на фиг„4-7, желоба 4 и 5 снабжены
либо общей заливочной чашей 12 (фиг,5)5 установленной неподвижно относительно оси 10, либо каждый из желобов имеет собственную чашу 13 (фиг.б и 7), поворачивающуюся вместе со своим желобом 4 или 5 вок- руг оси 10„
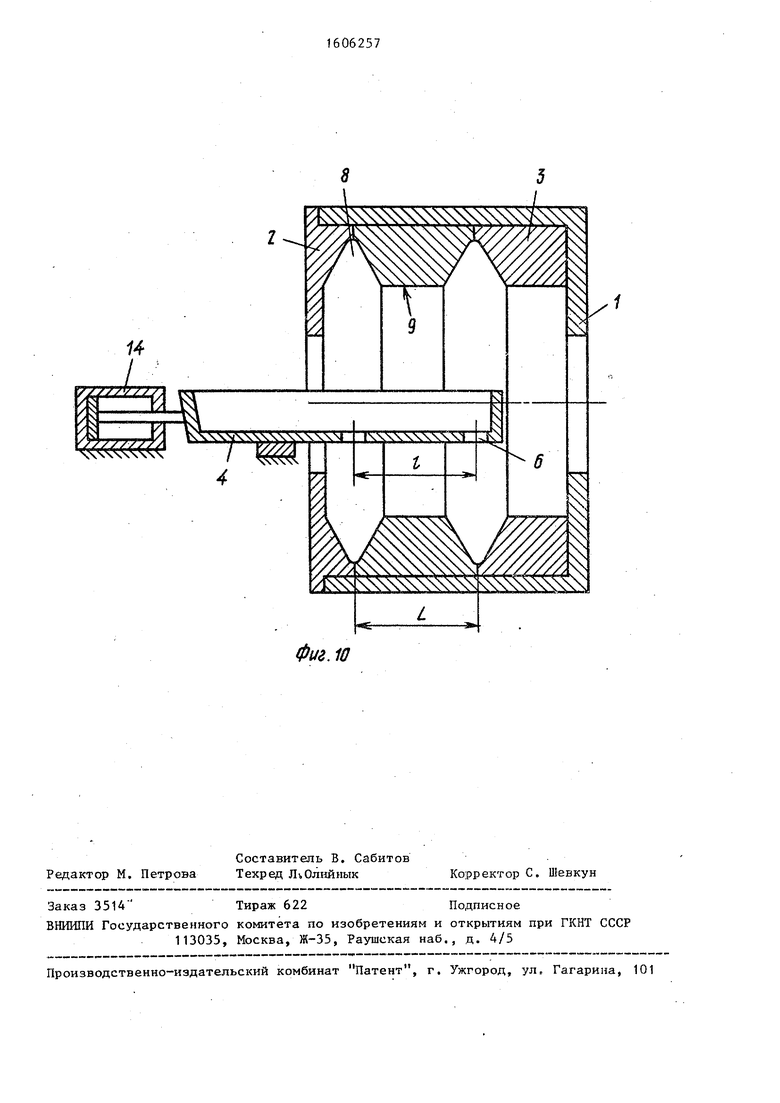
Устройство для центробежного литья может иметь также один желоб 4 со сливными отверстиями 6. В этом случае желоб 4 снабжен приводом 14 его перемещения на расстояние, равно половине шага отверстий 6, т;е, О 51 при этом 1 L ,
Устройство для центробежного литья работает .следующим образом,
. Расплав сначала подается в желоб 4 и из сливных отверстий б поступает одновременно во все впадины 8 футеровки 3 формы 1, вращающейся с определенной скоростью вокруг своей оси. После заполнения впадин 8 на высоту равную 0, их глубины прекращают подачу расплава в желоб 4 и расплав подают в желоб 5, через отверстия 7 которого форма -1 заполня- ется при попадании расплава на высту- пы 9о После заполнения.формы 1 и кристаллизашда; расплава отливку вынимают из формы 1.
Особенности работы устройства
.цля центробежного литья согласно раз- личньм вариантам исполнения заключаются только в том, что расплав в
желоба 4 и 5 подают либо из одной заливочной чаши 13, либо в каждый из желобов расплав поступает из своей (автономной) чаши (не показаны). В устройствах на фиг.4-7 внутрь формы 1 сначала вводят желоба 4 со сливными отверстиями б, располагаемыми против вериин впадин 8, а после их заполнения желоб 4 выводится из формы 1 и на его место устанавливают желоб .5 со сливными отверстиями, располагаемыми против выступов 9 футеровки 3 формы 1.
Согласно фиг.10 после заполнения впадин 8 расплавом желоб 4 смещаетс вдоль оси формы 1 до совпадения сли ньк отверстий б с выступами 9 футе- poBKii 3.
Способ центробежного литья осу- ществляют следующим образом.
После сборки формы 1, имеющей кольцевые выступы 9 .и впадины 8 ю-1И- новидной формы на внз тренней поверхности, ее приводят во вращение и специальным заливочным устройством производят многоструйную подачу жидк го расплава в полость формы 1, при этом сначала расплав подают во все впадины 8 формы 1 до заполнения им OH - Is-O их глубины, а- затем осуществляют подачу расплава на все выступы 9,
По окончании заливки продолжают вращение формы 1 до полной кристаллизации расплава, после чего вращение прекращают и производят удаление.
Данные по качеству отлива, получаемые предлагаемым способом, и сравнительные данные при производстве отливок иньм способом, приведены в таблице.
При изготовлении отливок по перименту 1 имеют место дефекты двутс
видов; со стороны периферийной зоны, т.е„ со стороны остроугольных клиновидных поясков5 - радиально направленные трещины длиной 18-30 мм и шириной до 2 мм, и с внутренней стороны в местах падения струй - усадочные раковины с наличием в прилегающих к раковинам зонах небольших трещин длиной до 20 мм,
.Отливки по эксперименту 2 имеют трещины в радиальном направле-нии на всю толшину стенок„
В отливках по экспериментам 3-5 образовываются радиально направленные трещины со стороны периферийной зоны остроугольных клиновидных поясков следующих размеров: по эксперименту 3 длина трещин 14-22 мм, ширина до 1,5мм; по эксперименту 4 длина трешдн 10-16 мм, ширина до 0,8 мм; по эксперименту 5 длина трещин до 8 мм, причем трещины бьши волосовидной формы.
Устойчивое получение отливок без наличия трещин имеет место в экспериментах 6-9, когда величина h, т,е, величина высоты первоначального заполнения полостей впадин подачей в них струй расплава износостойкого чугуна, составляет 0,4-1,0 высоты Н впадин.
Формула изобретет ия
1 о Способ центробежного литья отливок с поясками на внешней поверхности, включающий заливку расплава во вращающуюся форму, имеющую кольцевые выступы и впадины, путем подачи расп- лава на выступы и последующую кристаллизацию расплава, отличаю- щ и и с я теМ; что, с целью повышения качества отливок с поясками клино0
5
0
5
0
видной остроугольной формы и из сплавов с повышенной склонностью к трепц - нообразованию, перед подачей на высту пы расплав подают в вершины впадин до заполнения им 0,4-1,0 их глубины.
2. Устройство для центробежного литья отливок с поясками на внешней поверхности, содержащее горизонталь-- ную форму с футеровкой, имеющей кольцевые выступы и впадины, заливочный желоб со сливными отверстиями вдоль образующей желоба, расположенными в рабочем положении против выступов формы, и привод перемещения желоба относительно формы, о.т л и ч а ю - щ е е с я тем, что, с целью повышения качества отливок с поясками клиновидной остроугольной формы и из сплавов с повьшенной склонностью к трешинообразованию, оно снабжено дополнительно по крайней мере одним заливочным желобом со сливными отверстиями вдоль образующей желоба, расположенными в рабочем положении против вершин впадин футеровки, при этом желобы з становлены параллельно друг другу или на общей вертикальной оси под углом друг к другу с возможностью поворота относительно нее.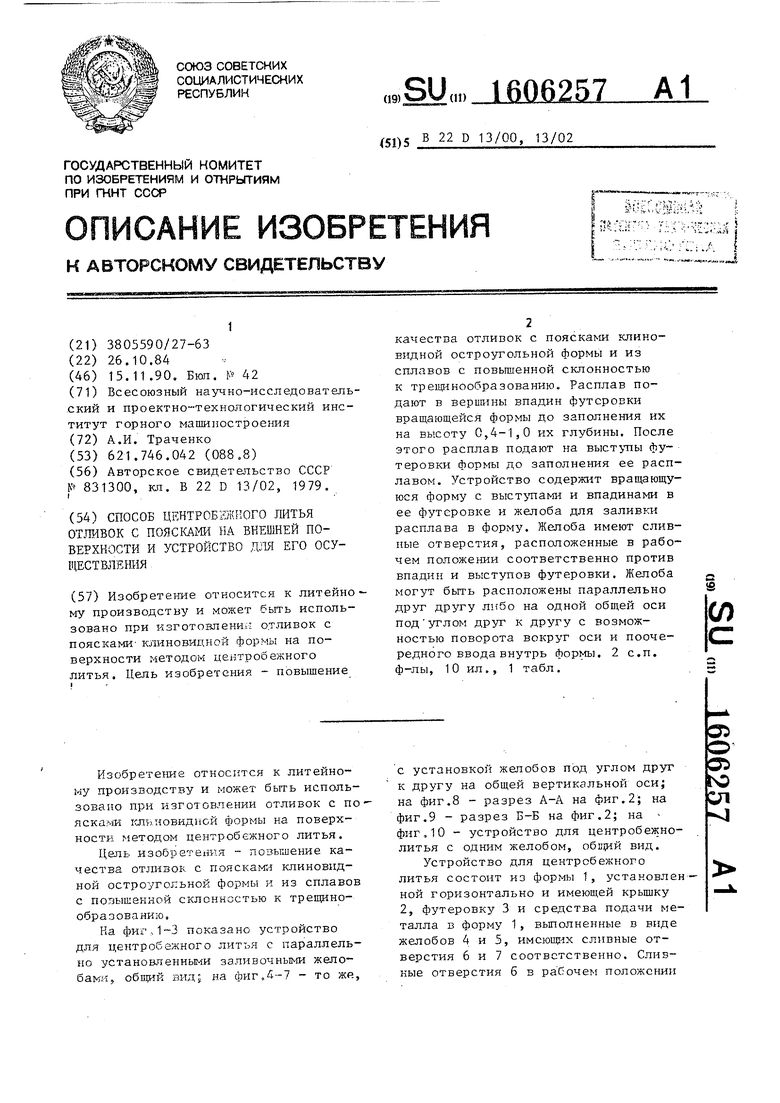
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежного литья отливок с поясками на внешней поверхности | 1984 |
|
SU1606258A1 |
| Устройство для центробежного литья отливок с поясками на внешней поверхности | 1984 |
|
SU1606259A1 |
| Устройство для центробежного литья отливок с поясками на внешней поверхности | 1984 |
|
SU1606260A1 |
| Заливочное устройство для центробежнолитейных машин | 1980 |
|
SU865506A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Центробежная горизонтальная установка | 1979 |
|
SU831300A1 |
| Заливочное приспособление для центробежного литья полых заготовок | 1980 |
|
SU910341A1 |
| Центробежная форма для продольной подпитки отливок | 1981 |
|
SU959913A1 |
| Заливочное устройство для центробежных машин | 1978 |
|
SU780953A1 |
| Заливочное устройство для центробежных машин | 1987 |
|
SU1470440A1 |

Изобретение относится к литейному производству и может быть использовано при изготовлении отливок с поясками клиновидной формы на поверхности методом центробежного литья. Целью изобретения является повышение качества отливок с поясками клиновидной остроугольной формы и из сплавов с повышенной склонностью к трещинообразованию. Расплав подают в вершины впадин футеровки вращающейся формы до заполнения их на высоту 0,4-1,0 их глубины. После этого расплав подают на выступы футеровки формы до заполнения ее расплавом. Устройство содержит вращающуюся форму с выступами и впадинами в ее футеровке и желоба для заливки расплава в форму. Желоба имеют сливные отверстия, расположенные в рабочем положении соответственно против впадин и выступов футеровки. Желоба могут быть расположены параллельно друг другу либо на одной общей оси под углом друг к другу с возможностью поворота вокруг оси и поочередного ввода внутрь формы. 2 с.п. ф-лы, 10 ил., 1 табл.
Подача струй тольк
.во впадины Подача струй только на выстзт1Ь
футеровки
Первоначальная
подача струй в
верпины впадинJ а
затем подача
на футзров,-
кк
10
10
100
10 10 10 10 10 10 10 10
10 2
1 1 о о о о
100 20 10 10
о о о о
п
Фиг. 4
S f
Ф м:В-Б
Фиг. W
| Центробежная горизонтальная установка | 1979 |
|
SU831300A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
