| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обрезки сильфонов | 1987 |
|
SU1532205A1 |
| Устройство для ротационной обработки полых изделий | 1980 |
|
SU863082A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| Гидравлический расширитель | 1973 |
|
SU526699A1 |
| ГИДРОСТАТИЧЕСКИЙ ПРИВОД | 2010 |
|
RU2553618C2 |
| КОМПЕНСАТОР ДЛЯ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ | 1998 |
|
RU2208194C2 |
| Устройство для отсоса и индикации утечки рабочей среды,преимущественно для сильфонных вентилей | 1979 |
|
SU918629A1 |
| Устройство для резки труб | 1988 |
|
SU1676758A1 |
| ДВОЙНОЕ СИЛЬФОННОЕ УПЛОТНЕНИЕ ШТОКОВ | 2015 |
|
RU2586233C1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
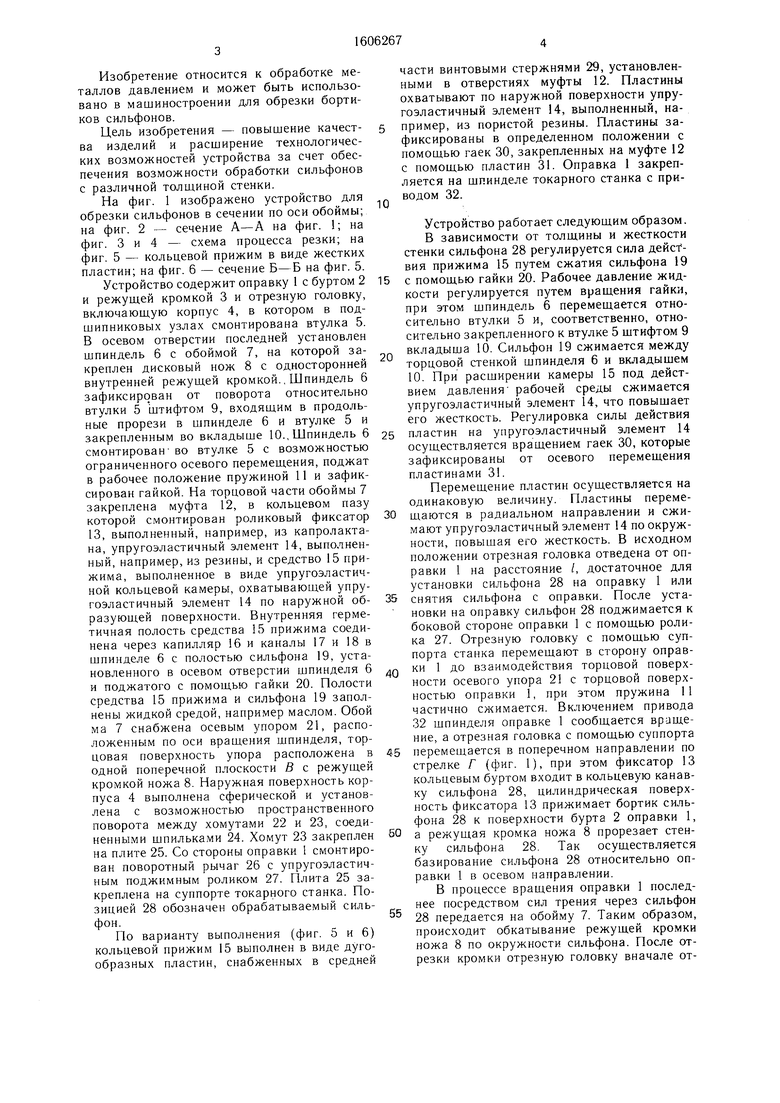
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для обрезки бортиков сильфонов. Цель изобретения - повышение качества изделий и расширение технологических возможностей устройства за счет обработки сильфонов с различной толщиной стенки. При установке сильфона 28 на оправку 1 начинается регулировка рабочего давления жидкости с помощью гайки. При этом шпиндель 6 перемещается относительно втулки 5 и относительно прикрепленного к втулке 5 штифтом 9 вкладыша 10. Сильфон 19 сжимается между торцовой стенкой шпинделя 6 и вкладышем 10. При расширении камеры 15 под действием давления рабочей среды сжимается упругоэластичный элемент 14, что повышает его жесткость и позволяет регулировать усилие прижима в зависимости от толщины стенки обрабатываемого сильфона. 2 з.п. ф-лы, 6 ил.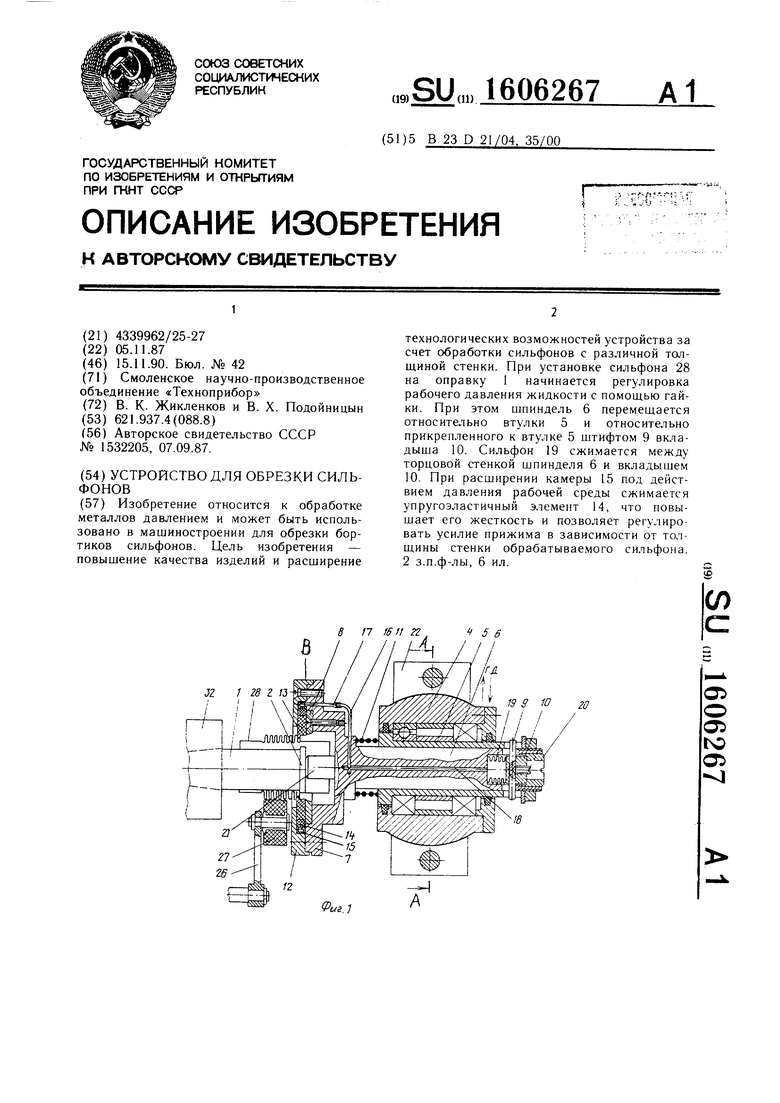
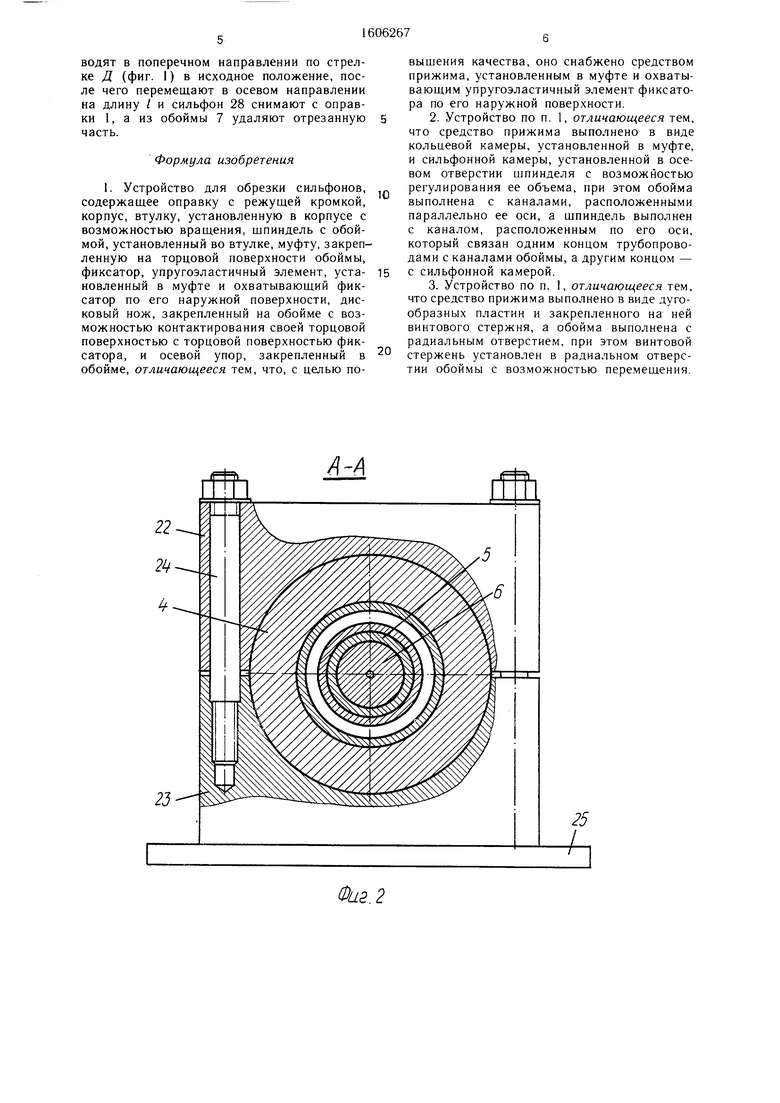
Фаз. 2
7J
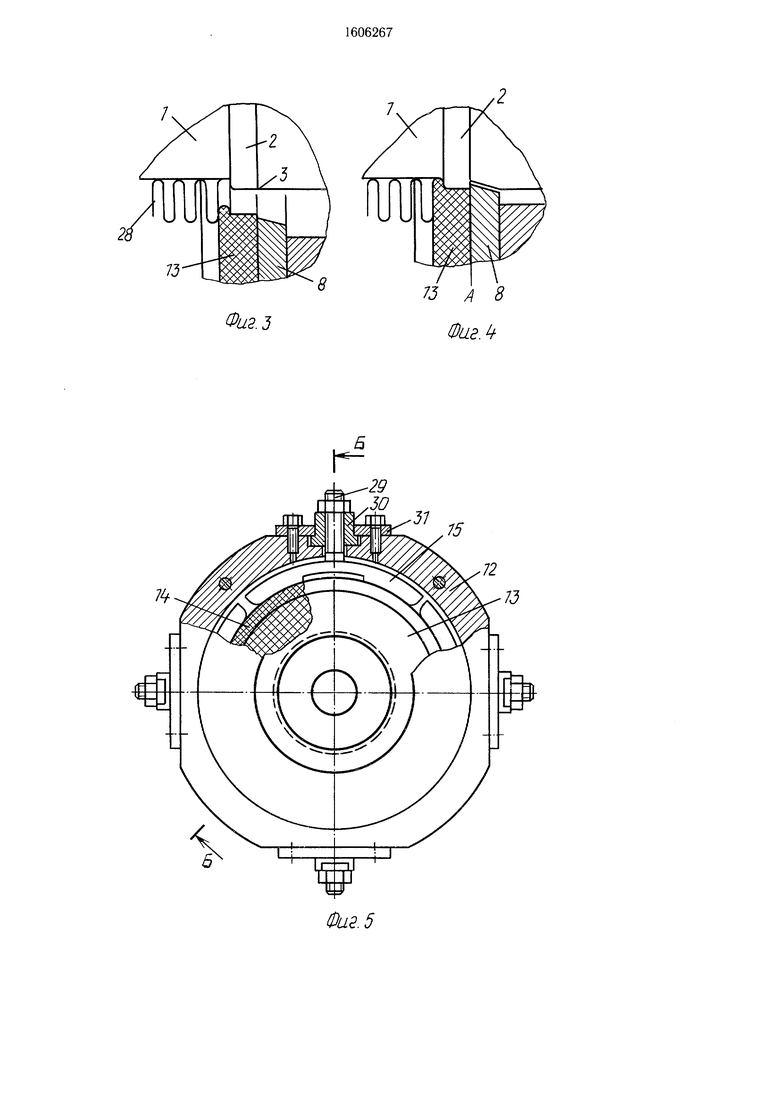
Фи2.
1
Фи2.5
15
72
73
1
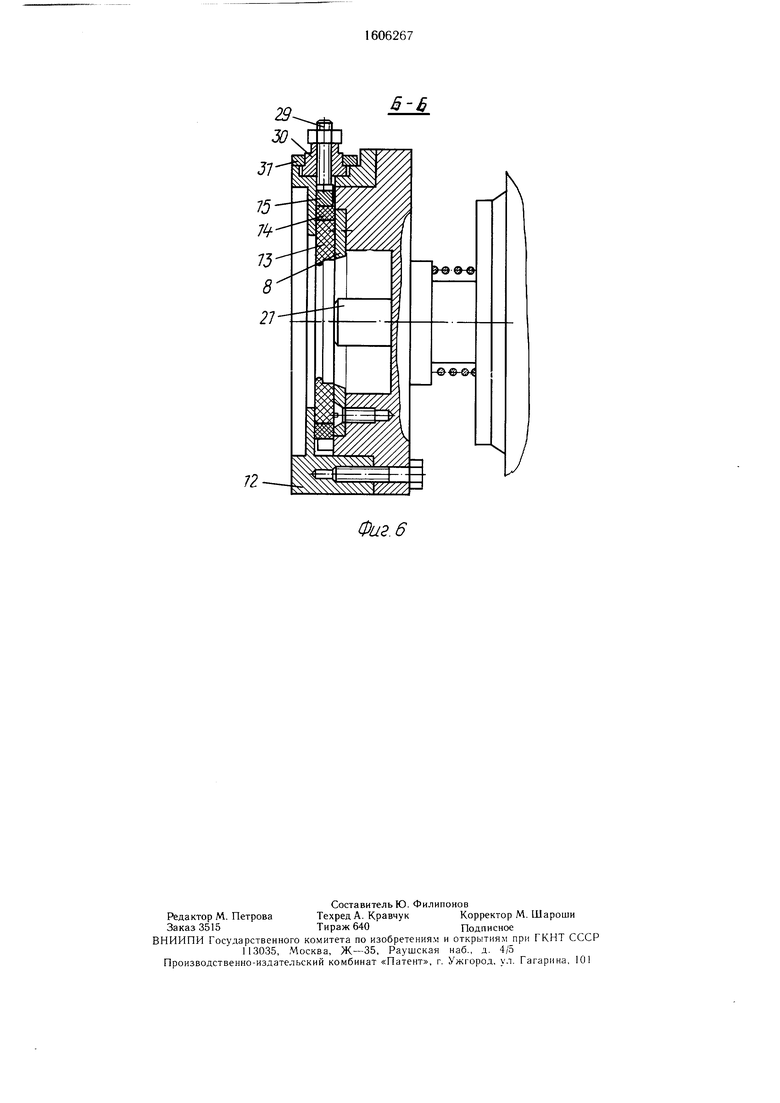
Фи2.6
| Устройство для обрезки сильфонов | 1987 |
|
SU1532205A1 |
