Известно приспособление для раскрытия шва и расправления трубчатых швейных изделий с обращенными внутрь кромками продольного шва, выполненное в виде тонкой стальной линейки, вводимой вручную внутрь стаченного с изнанки и вывернутого налицо трубчатого изделия.
Предлагаемоеприспособление
обеспечивает раскрывание шва в процессе ввода в изделие линейки, что повышает производительность труда ;; качество изделия.
Для этого передний край линейки снабжен клиновидными губками, имеющими приподнятые кверху концы и образующие Т-образный паз для ввода в него кромок шва в нераскрытом виде и вывода их в раскрытом.
К линейке под губками прикреплена клиновидная пластинка, а на ее верхней части имеются две пружинящие планки, образующие продольную щель для прохода раскрытого щва и приподнятые над линейкой на толщину обрабатываемого изделия, причем передние концы планок выполнены в виде усиков.
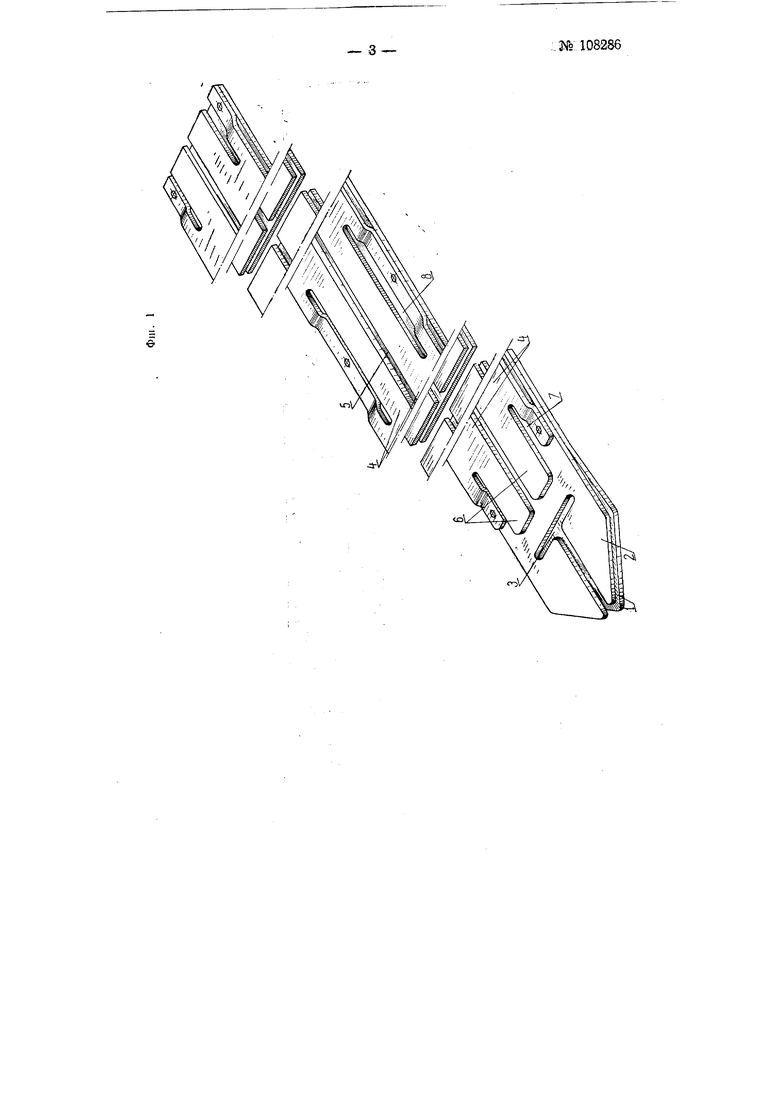
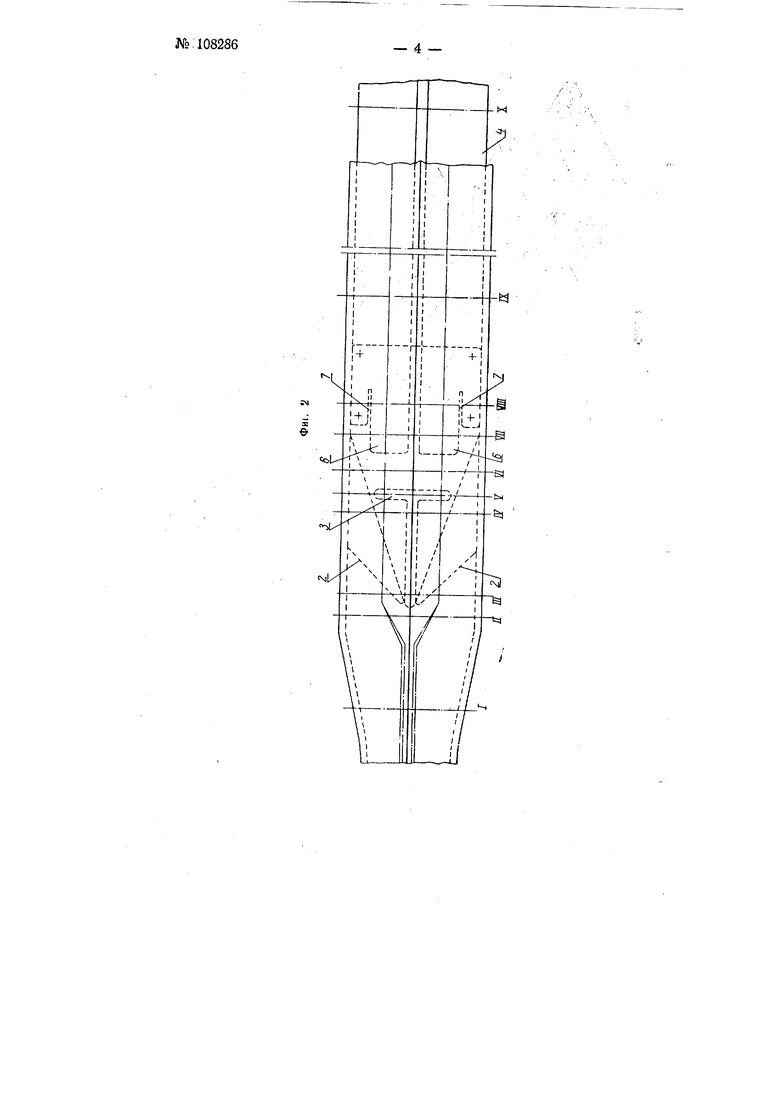
На фиг. 1 изображен общий вид приспособления; на фиг. 2 - вид в плане приспособления с заправленным на нем трубчатым щвейным изделием с обозначением позициями I, II, III, IV, V, VI, Vn, VIП, IX, X стадий технологического процесса раскрытия шва и расправления изделия; иа фиг. 3 - последовательность выполнения технологического процесса раскрывания шва и расправления изделия.
Приспособление представляет собой стальную линейку с основанием в виде клиновидной пластинки /.
В передней части линейки над пластинкой / укреплены клиновидные губки 2 с приподнятыми кверху на 2-4 мм концами, образующие Т-образный паз 3.
Сверху к пластинке / прикреплены две приподнятые над ней пружинящие планки 4, расположенные одна от другой на расстоянии примерно 2-5 мм, в соответствии с толщиной обрабатываемого изделия. Между планками 4 имеется продольная щель о, а передние концы плэг нок выполнены в виде (уступов) усиков б, образующих с краями планок короткие пазы 7.
В средней части планок 4 находятся прорези 8. Раскрытне шва и расправление трубчатого щвейного изделия, например, пояса к женскому пальто, осуществляется следующим образом.
После стачиваний щва его не разутюживают, а пояс выворачивают с изнанки нал1що, после чего передний конец пояса закрепляют посредством залсима на рабочем место щвом кверху (П031ЩИЯ/, операция а), затем щов вручную слегка раскрывают (позиция II, операция б).
Свободный конец пояса заправляют в приспособление таким образом, чтобы щов изделия в месте стачки входил в Т-образный паз 3, а срезы щва располага.чись между клиновидным концом основания / и губками 2 (позиция III и IV, операции в и г).
В то время, как линейку вводят в полость пояса, срезы ujea выходят через поперечную часть Т-образного паза (позиция Г, операция д) на верх линейкп (позиция VI, операция е) и попадают под усики 6 (позиции VII-VIH, операцииэ/с, з) пружиняи1;их пластин 4. Затем, натянув слегка пояс, вводят линейку в его полость по всей длине (позиция IX, операция и). Позицией X показана линейка без пояса (операция к).
Т-образный паз 3 и щель обеспечивают расположение шва по средней линии пояса.
Расправление щва при вводе линейки в полость пояса обеспечивается соответствующим взаимным )асположением пластинки 1 и Т-образного паза 3 с губками 2.
Пояс с введенной в него линейкой обрабатывают на гладильном прессе, причем проутюжка предварительно расправленного линейкой щва и окончательная зазтюжка краев пояса по всему периметру осуществляется одновременно.
После обработки на гладильном .прессе линейка извлекается из пояса.
Для обеспечения стабильной ширины пояса по всей длине, независимо от величины припуска на щов, стачивание его производят на мащине с применением рубильника.
Предмет изобретения
1.Приспособление для раскрытия щва и расправления трубчатых щвейных изделий с обращенными внутрь кромками продольного щва, выиолненное в виде тонкой стальной линейки, вводимой вручную внутрь стаченного с изнанки и вывернутого налицо трзбчатого изделия, отлич а ю щ е е с я тем, что, с целью обеспечения раскрывания щва в процессе ввода в изделие линейки, передний край последней снабжен клиновидными губками, имеющими приподнятые кверху концы и образующими Т-образный паз для входа в него кромок щва в нераскрытом виде и выхода их в раскрытом.
2.Форма выполнения приспособ .тения по п. 1, отличающаяся тем, что, с целью обеспечения предварительного раскрывания шва, к линейке под губками прикреплена клиновидная пластинка.
3.Форма выполнения приспособления по п. 1, отличающаяся тем, что, с целью расположения раскрываемого щва посреди изделия и удержания его в раскрытом виде,. к линейке сверху прикреплены две пружииящие планки, образующие продольиую щель для прохода раскрытого щва и приподнятые над линейкой на толщину ткани обрабатываемого изделия.
4.Форма выполнения приспособления по п. 3, отличающаяся тем, что для обеспечения захватывания и направления в щель между планками раскрытого шва, выходящего из Т-образного паза линейкн, передрше концы планок вынолнены в виде усиков.
(4j|/
t-l

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения качества конструкции плечевых швейных изделий и устройство для его осуществления | 1980 |
|
SU884671A2 |
| Ручной пресс для загибания и приутюживания краев деталей одежды | 1954 |
|
SU100565A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛИЕНЩ^ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА:лт:пт«о-тшш'1РС«АН | 1971 |
|
SU309877A1 |
| Жгутоформирующий орган машины для сшивания сетных полотен | 1981 |
|
SU1318620A1 |
| Пишущая машина | 1934 |
|
SU43012A1 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1989 |
|
SU1698138A1 |
| Полуавтомат для обработки поясов швейных изделий | 1969 |
|
SU289769A1 |
| Способ изготовления контейнера из полимерных материалов и устройство для его осуществления | 1983 |
|
SU1174282A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ И | 1972 |
|
SU328688A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ | 1969 |
|
SU239103A1 |