2. Устройство по п. 1, о т л и -. ч а К) 1 е е с я тем, что механизм вертикального перемещения камеры для прессования состоит из смонтированных на основании рабочих цилиндров с вертикальными штоками, периодически контактирующими с камерой для удержания ее в нерабочем положении .

| название | год | авторы | номер документа |
|---|---|---|---|
| Паровоздушный манекен для влаж-HO-ТЕплОВОй ОбРАбОТКи шВЕйНыХ и ТРи-КОТАжНыХ издЕлий | 1979 |
|
SU800264A1 |
| Комбинированное устройство для окончательной влажно-тепловой обработки швейных изделий | 1988 |
|
SU1606555A1 |
| ВИБРОМАНЕКЕН ДЛЯ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2032006C1 |
| Пресс для влажно-тепловой обработки деталей швейных изделий | 1979 |
|
SU931863A1 |
| Устройство для влажно-тепловой обработки | 1987 |
|
SU1463826A1 |
| СПОСОБ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ГОТОВЫХ ШВЕЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2218849C2 |
| Устройство для влажно-тепловойОбРАбОТКи ОдЕжды | 1979 |
|
SU827650A1 |
| Устройство для влажно-тепловой обработки брюк | 1982 |
|
SU1082885A1 |
| Виброманекен | 1988 |
|
SU1719496A1 |
| Пресс для формования и дублирования деталей одежды | 1984 |
|
SU1283268A1 |

,1. УСТРОЙСТВО ДЛЯ ВЛАЖНОТЕПЛОВОЙ ОБРАБОТКИ.. ШВЕПНЫХ ИЗДЕЛИЙ, содержавшее смонтированные . на основании перфорированную опору для изделия, соединенную с источниками о6р,абатывакя)щх агентов, камеру преса сования верхней части плечевого изделия с перфорированной гладильной стенкой, связанную с паропроводом и приводом, и блок управления, отличающееся тем, что, с целью улучшения качества обработки, камера для прессования свободно расположена на перфорированной опоре и имеет кожух, установленный с зазором относительно наружной поверхности камеры, соовшаюиимся с паропроводом и конденсатосборником, а привод камеры для прессования включает механизм ее вертикального перемещения для вывода ее из рабочего положения, при этом перфорированная. опора имеет вибропривод.. .$( а vl 4 СО
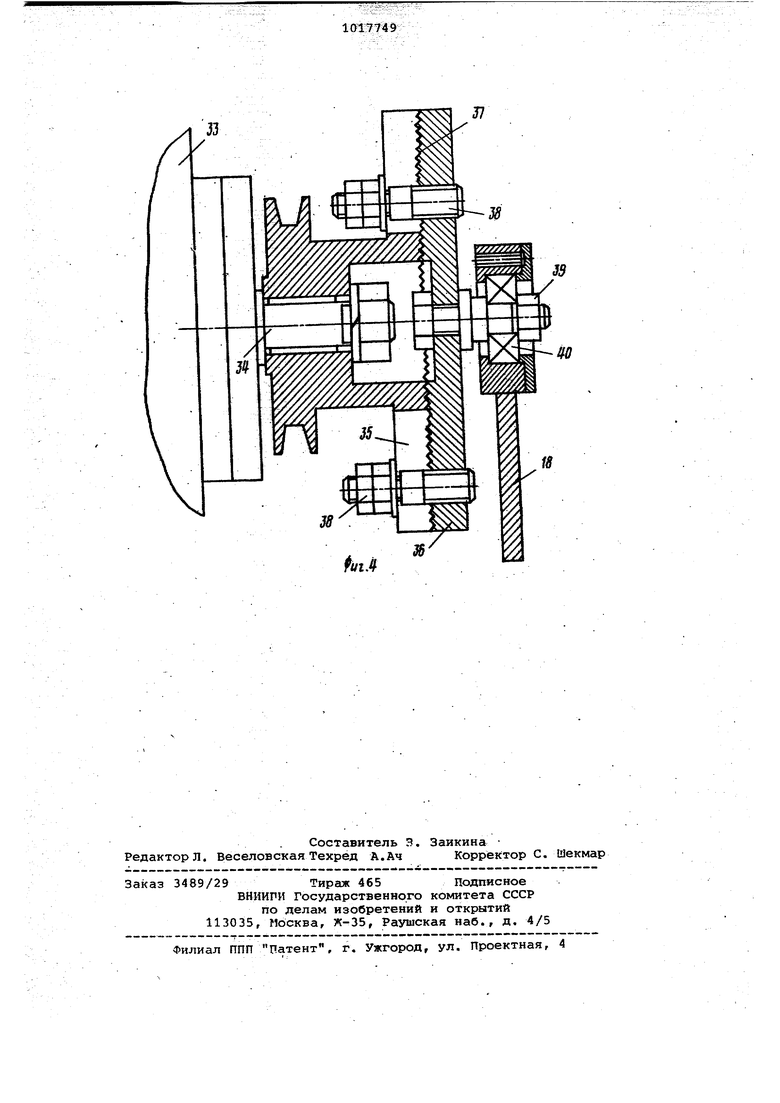
Изобретение относится к швейной промышленности и может быть использ вано для прессования швейных издели в частности для влажно-тепловой обр ботки плечевых швейных изделий, например пальто, пиджаков, а также изделий, изготовленных из текстильных материалов псшьтовой и костюмной группы. Известно устройство для влажнотепловой обработки швейных изделий, содержащее смонтированную на основан перфорированную опору дЛя изделия, соединенную с источниками обрабатывающих агентов и с виброприводом tl При обработке на данном устройст ве изделие подвергается действию ра бочих сред толькоизнутри. Такая фо ма подачи рабочих сред при влажнотепловой обработке пальто не достигает необходигюго эффекта, поскольк пальто - это пакет тканей, состоящи из пальтовой ткани, прокладки и подкладки. Причем, составляющие пакета различны и по толщине и по своему волокнистому составу: подкладка шелковая, прокладка - льняная, а пальтовая ткань - шерсть-лавсановая эти ткани требуют различных температурных режимов обработки. При подаче рабочих сред только изнутри для достижения необходимого эффекта требуется увеличить силу деформации температуру и время их воздействия, что не гарантирует качество и целост ность изделия. . Известно устройство для влажнотепловой обработки швейных изделий, содержащее смонтированные на основан перфорированную опору для изделия, соединенную с источниками обрабатыва ющих агентов, камеру прессования верхней части плечевого изделия с перфорированной гладильной стенкой, связанную с паропроводом и приводом и блок управления Недостатком этого устройства является отсутствие деформирующих сил что также не обеспечивает достижение качественной влажно-тепловой обработки швейного изделия особенно пал то. Целью изо бретения является улучшение качества обработки. Цель достигается тем, что в устройстве для влажно-тепловой обработки швейных изделий, содержащем смонтированные на основании перфорированную опору для изделия, соединенную с источниками обрабатывающих агентов, камеру прессования верхней части плечевого изделия с перфорированной гладильной стенкой, связанную с паропроводом и приводом, и блок управления, камера для прессования свободно расположена на перфорированной опоре и имеет кожух, установленный с зазором относительно наружной поверхности камеры, сообщающимся с паропроводом и конденсатосборником, а привод камеры для прессования включает механизм ее вертикального перемещения для вывода ее из рабочего положения, причем перфорированная опора имеет вибропривод. Механизм вертикального перемещения камеры для прессования состоит из смонтированных на основании рабочих цилиндров с вертикальными штоками, периодически контактирукмими с камерой для удерживания ее в нерабочем положении. На фиг. 1 представлено устройство. Общий вид , на фиг. 2 - разрез А-А на фиг. 1/ на фиг.З - схема вибропривода i на «фиг. 4 - узел виброгенёратора. Устройство состоит из основания 1, на котором смонтированы перфорированная опора 2 для изделия, соединенная с источниками рабочих сред, камера 3 для прессования верхней части плечевого изделия (не показано) с перфорированной гладильной стенкой 4, имеющая кожух 5, который установлен с зазором и образует с внешней поверхностью камеры 3 обогреваемую камеру б, которая посредством пдтрубков 7, 8 и 9 соединена с источником пара, а посредством патрубков 10 и 11 с конденсатосборником. Камера 3 соединена с источником пара патрубком 12 и свободно расположена на опоре 2, которая выполнена в виде манекена, имеющего жесткую газопроницаемую оболочку, в.ыполненную из металлокерамики, а к нижней части 2 крепится мешковина, закрывакяцая рабочие органы машины. Опора 2 установлена на раме 13, состоящей из двух вертикальных штанг 14, скрепленных горизонтальными планка,ми 15 и 16. К планке 16 крепится горизонтальный рычаг 17, опора которого смонтирована на основании 1, а рычаг связан вертикальным рычагом 18 с виброприводом 19. На станине 1 установлен паровой клапан 20,на кото ром смонтированы при помощи траверсы 21 направляющие 22, обеспечивающие строго вертикальное перемещение штанг 14. На основании 1 расположены источ ники рабочих Ьред; подогреватель воздуха 23 и средство для термической фиксации формы изделия - вакуум ,турбина 24. На верхней части paN« 13 крепится стойка 25, на которой располагают, опору 2 для изделия. Прессующая камера 3 имеет механи ее вертикального перемещения для вывода из рабочего положения, состо ящий из установленных на основании 1 рабочих цилиндров 26 со штоками 2 имеющих упоры 28 для периодического контактирования с кронштейнами 29 прессукяпей камеры 3, а цилиндры 26 содержат порщни 30 и патрубки 31 для подачи сжатого воздуха, переклю чающие клапаны 32 для управления по дачи воздуха и электромеханические тормозные элементы В. Вибропривод 19 состоит из двигателя 33, к оси 34 которого крепятся Пластины 35 и 36, имектаие систему выступов 37 для зацепления пластин. Между собой пластины 35 и 36 скрепл ны болтами 38. . Взаимное перемещение пластин 35 и 36 перемещает ось 34 и ось рычага 18, последний закреплен на оси 39 при помощи шарикоподшипника 40 и крепится резьбовым соединением, чем обеспечивается необходимый эксцентр ситет и таким образом, задается амплитуда вибрации, сообщаемая изделию. Частота вибрации изменяется с изменением числа оборотов двигателя 33. Возможны и другие варианты конструкции вибропривода. Устройство содержит блок управления 41. Устройство работает следующим образом. В исходном положении, когда подъемные штоки 27 с .помощью электромеханических тормозных элементов Б зафиксированы в крайнем верхнем положении, на жесткую оболочку 2 надевают мвейное изделие, например пальто. Включают электромагнит (не показан тормозного элемента Б, освобождают подъемные штоки 27, которые под действием воздуха, поступающего в цилиндры 26, перемещаются вниз и опускают прессующую камеру 3 на обрабатываемое изделие, после чего штоки еще продолжают движение вниз на 10 - 12 NW до контакта с конечными выключателями, обеспечивая при этом свободное колебательное движение в вертикальном направлении прессующей камеры 3; под действием сил, вызванных вибрацией изделия и жесткой опоры 2 манекена. После этого из блока автоматики 41 поступает команда на подачу паровоздушной смеси на пропаривание швейного изделия изнутри через перфорацию жесткой газопроницаемой опоры 2 виброманекена. Длительность процесса пропаривания до 15 с. По истечении Оказанного времени поступает команда на подачу паровоздушной смеси на пропаривание изделия снаружи через перфорированную внутренннио стенку 4 прессующей камеры 3. Длительность процесса пропаривания до 15 с. После этого блок автоматики 41 выдаёт команду на проду- вание швейного изделия окружающим воздухом изнутри в течение 20 с. Процесс влажно-тепловой обработки закончен.. 17 Ш .З
