4 СО 00 4 4 О
Изобретение относится к технологии приборостроения, в частности к устройствам управления станками для шпифования рабочей поверхности магнитных головок.
Цепью изобретения янпяется повышение производительности процесса Ш1И- фования рабочей поверхности магнитной головки за счет управления вдк- лом шлифования.
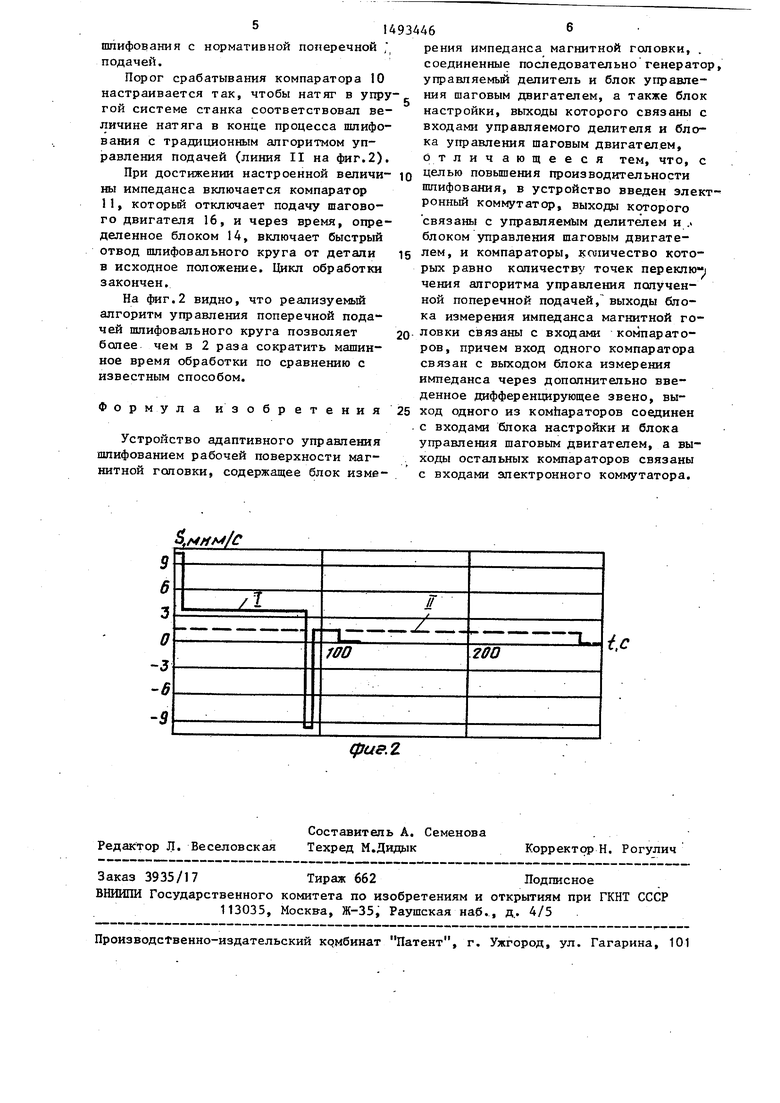
На фиг.1 показана структурная схема устройства; на фиг. 2 - граф-як закона управления поперечной подачей шлифовального круга.
Устройство состоит из блока 1 измерения импеданса магнитной головки (импедансометра), включающего генера15 Когда шлифовальный круг начинает обрабатывать рабочую поверхность магнитной головки 7, ее импеданс уменьшается, вызывая уменьшение напряжения на выходе импедансометра 1. Поэтому
тор 2 синусоидальных колебаний ( кГц) йастроечный потенциометр 3, промежу-г 2о на выходе дифференцирующего звена точный усилитель 4, выпрямитель 5 и12 появляется сигнал, который вызываусилитель 6. Обрабатываемая магнитная гсотовка 7 подключается к иммпедансо- метру, как показано на фиг.1. Таким образом при шлифовании рабочей поверхности магнитной гсшовки 7 нащэя- женне на выходе усиЛитепя 6 будет изменяться от соответствуетцего
25
ет срабатывание компаратора переключение коммутатора 13 в соответ« ствии с новой комбинацией сигналов на выходе пороговых элементов. Коммутатор 13 изменяет коэффициент деления управляемого делителя 18, и скорость подачи уменьшается до 7 имп/с (3,5 мкм/с).
необработанной головке,.до ц( соответствукяцего импедансу головки, равному сопротивлению настроечного потенциометра 3.
К выходу импедансометра 1 подключены четыре компаратора: 8, 9, 10 и 11, - причем компаратор 8 подключен через дифференцирующее звено 12. Выходы компараторов 8, 9 и 10 подключены к электронному коммутатору 13,. выход компаратора 11 - к 14 настройки выхаживания (шлифова;ние без подачи) и к блоку 15 управле)гая шаговым двигателем 16, В устройство входит также генератор 17 и управляемый делитель 18. Выход блока 14 подключен к управляющему делителю 18 и бл оку 15.
Устройство работает следуюшям образом.
Настроечным потенциометром 3 устанавливают требуемое значение импеданса обрабатываемой магнитной головки 7. Головка 7 устанавливается на станок и автоматически подключается к импедансометру Г. Включается ци{сл шлифования. На выходе всех четырех компараторов BV 9, 10 и 11 присутствует напряжение, соответствующее логической единице. В результате такой комбинации вхаддатх сигнатов
электронное коммутирующее устройство 13 определяет коэффициент деления управляемого делителя 18 и направление двигателя 16, с выхода делителя 18 импульсы с частотой 20 имп/с (1 имп 0,5 мкм) поступают на блок 15, где подаются на шину, соответствующую вращению двигателя 16, на под- вод круга к детали. Осуществляется быстрый подвод шлифовального круга в соответствии с алгоритмом, график которого показан на фиг.2 линией I.
Когда шлифовальный круг начинает обрабатывать рабочую поверхность магнитной головки 7, ее импеданс уменьшается, вызывая уменьшение напряжения на выходе импедансометра 1. Поэтому
на выходе дифференцирующего звена 12 появляется сигнал, который вызыва25
ет срабатывание компаратора переключение коммутатора 13 в соответствии с новой комбинацией сигналов на выходе пороговых элементов. Коммутатор 13 изменяет коэффициент деления управляемого делителя 18, и скорость подачи уменьшается до 7 имп/с (3,5 мкм/с).
30 Величина этой подачи превышает финятую при шлифовании подачу линия II, фиг.2) в 2 раза,поэтому к окончанию процесса шлифования в упругой системе станка возникают значи35 тельные упругие деформации. Для снятия деформаций-В момент времени, когда напряжение на выходе импедансометра уменьшится до напряжения срабатывания компаратора 9, происходит
40 переключение устройства 13. В результате управляемый делитель 18 переключается на частоту 20 имп/с, а блок 15 подает эти импульсы на шину, соответствующую реверсивному вращению
45 шагового двигателя 16. Происходит быстрый отвод круга в соответствии с линией I на фиг.2, что приводит к разгрузке системы станка и уменьшению натяга. Однако процесс шлифоваgg ния продолжается, и в момент, когда импеданс, а следовательно, и напряжение на выходе импедансометра 1 уменьшается до величины срабатывания компаратора 10, происходит переключение
55 устройства 13, Управляемый делитель le вьщает частоту 3 имп/с (1,5 мкм/с) а блок 15 подключает эти импульсы на шину прямого вращения двигателя 16. Выполняется заключительная стадия
тпифоЕ1ания с нормативной поперечной подачей.
Порог срабатывания компаратора 0 настраивается так, чтобы натяг в упру гой системе станка соответствовал величине натяга в конце процесса шлифования с традиционным алгоритмом управления подачей (линия II на фиг.2).
рения импеданса магнитной головки, . соединенные последовательно генератор, управляемый делитель и блок управления шаговым двигателем, а также блок настройки, выходы которого связаны с входами управляемого делителя и блока управления шаговым двигателем. Отличающееся тем, что, с
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления подачей шлифовального станка | 1980 |
|
SU888075A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Устройство для управления подачей шлифовального станка | 1974 |
|
SU554527A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Автомат для шлифования винтовых канавок | 1985 |
|
SU1713778A1 |
| Устройство для автоматической стабилизации скорости шлифования | 1982 |
|
SU1046077A1 |
| Самонастраивающаяся система управления поперечной подачей | 1980 |
|
SU931434A1 |
| Устройство для управления внутришлифовальным станком | 1983 |
|
SU1104004A1 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
Изобретение относится к технологии приборостроения ,в частности, к устройствам управления станками для шлифования рабочей поверхности магнитных головок. Цель изобретения - повышение производительности процесса шлифования за счет управления в цикле и реализации оптимального алгоритма управления поперечной подачей шлифовального круга. Устройство содержит блок 1 измерения импеданса магнитной головки и блок 15 управления шаговым двигателем 16 подачи на врезание с управляемым делителем. Электронный коммутатор 13 связан с управляемым делителем и имеет компараторы, входы которых подключены к блоку 1 измерения импеданса магнитной головки, причем один компаратор подключен через дифференцирующее звено. 2 ил.
При достижении настроенной вепичи- ю повьшения производительности
шпифования, в устройство введен эле ронный коммутатор, выходы которого связаны с управляемым делителем и .« блоком управления шаговым двигатены импеданса включается компаратор 11, который отключает подачу шагового двигателя 16, и через время, определенное блоком 14, включает быстрый отвод шлифовального круга от детали в исходное положение. Цикл обработки закончен.
На фиг.2 видно, что реализуемый алгоритм управления поперечной подачей шлифовального круга позволяет более чем в 2 раза сократить машинное время обработки по сравнению с известным способом.
Фор м у ла изобретения
Устройство адаптивного управления шлифованием рабочей поверхности магнитной головки, содержащее блок изме,
повьшения производительности
шпифования, в устройство введен элект- ронный коммутатор, выходы которого связаны с управляемым делителем и .« блоком управления шаговым двигателем, и компараторы, количество которых равно количеству точек переклю-j чения алгоритма управления полученной поперечной подачей, выходы блока измерения импеданса магнитной головки связаны с входами компараторов, причем вход одного компаратора связан с выходом блока измерения импеданса через дополнительно введенное дифференцирующее звено, выход одного из комЬараторов соединен с входами блока настройки и блока управления шаговым двигателем, а выходы остальных компараторов связаны с входами электронного коммутатора.
фиг. 2.
| Авторское свидетельство СССР 1207368, кп | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
