1
(21)4461б10/29-Ь5
(22)15.07.88
(46) 23.11.90. Бюл. № 43
(71)Всесоюзный государственный проектно- конструкторский институт «Гипромонтажин- дустрия
(72)С. Ф. Моисеев, А. Б. Фонтанов, В. Н. Федотов и А. Н. Москаленко
(53)678.056(088.8)
(56)Авторское свидетельство СССР № 564199, кл. В 61 J 1/00, 1976.
(54)ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОКРАСКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ
(57)Изобретение относится к устройствам нанесения лакокрасочных материалов и может быть использовано на заводах по изготовлению металлоконструкций. Цель - повышение производительности линии, упрощение конструкции и уменьшение габаритов за счет автоматического перехода транспортных тележек с одного пути на параллельный. Для этого линия снабжена поперечными путями с приводными тяговыми органами и зацепами, образующими с продольными путями прямоугольный замкнутый контур. На пересечении путей установлены поворотные круги. Количество кругов равно количеству колес технологических тележек. Поворотные круги установлены с возможностью поворота и возвратно-поступательного перемещения в вертикальной плоскости. Продольные транспортные пути выполнены с уклоном, равным величине возвратно-поступательного перемещения поворотных кругов. Тележки оборудованы с одной боковой стороны петлей, а с другой - крюком, и в зависимости от технологического положения взаимодействуют либо с зацепом поперечного тягового органа, либо с зацепом продольного тягового органа, либо между собой. 2 з.п. ф-лы, 7 ил.
(О
С/)

Изобретение относится к устройствам нанесения лакокрасочных материалов и может быть использовано на заводах по изготовлению металлоконструкций. Цель - повышение производительности линии, упрощение конструкции и уменьшение габаритов за счет автоматического перехода транспортных тележек с одного пути на параллельный. Для этого линия снабжена поперечными путями с приводными тяговыми органами и зацепами, образующими с продольными путями прямоугольный замкнутый контур. На пересечении путей установлены поворотные круги. Количество кругов равно количеству колес технологических тележек. Поворотные круги установлены с возможностью поворота и возвратно-поступательного перемещения в вертикальной плоскости. Продольные транспортные пути выполнены с уклоном, равным величине возвратно-поступательного перемещения поворотных кругов. Тележки оборудованы с одной боковой стороны петлей, а с другой крюком и в зависимости от технологического положения взаимодействуют либо с зацепом поперечного тягового органа, либо с зацепом продольного тягового органа, либо между собой. 2 з.п.ф-лы, 7 ил.
Изобретение относится к устройствам для нанесения лакокрасочных материалов на поверхность изделия с последующей сущкой и может быть использовано на заводах по изготовлению металлоконструкций.
Цель изобретения - повышение производительности линии, упрощение конструкции и уменьшение габаритов за счет автоматического перехода транспортных тележек с одного пути на параллельный.
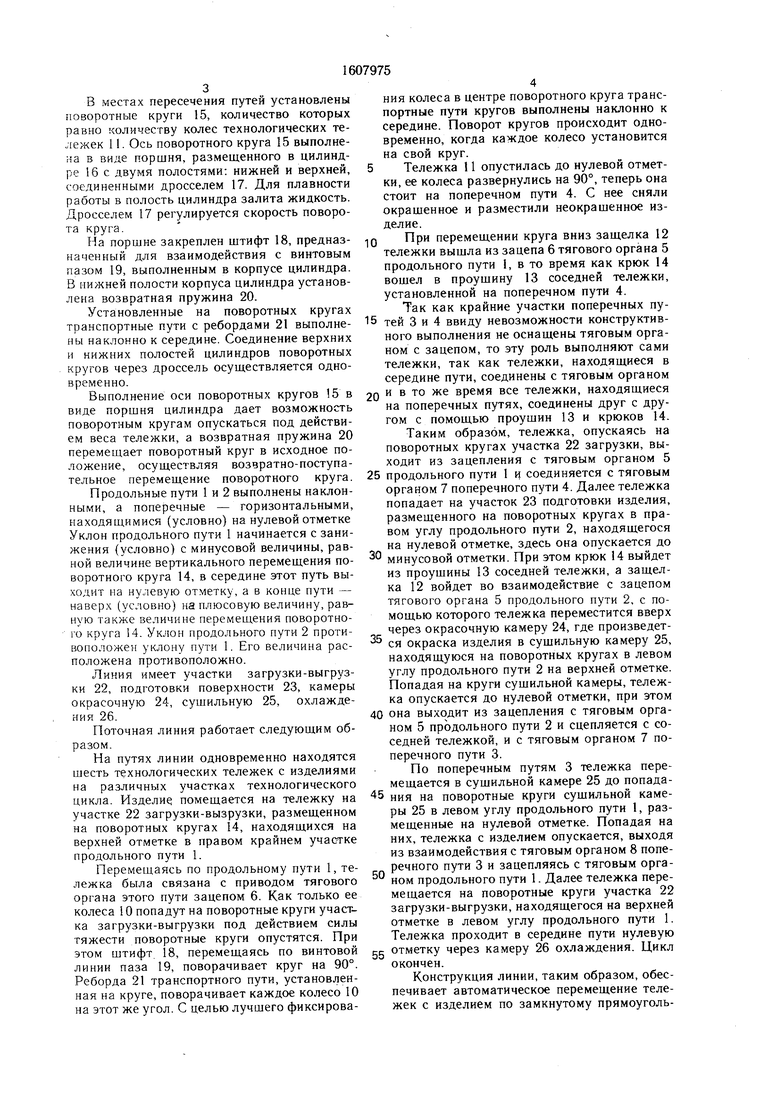
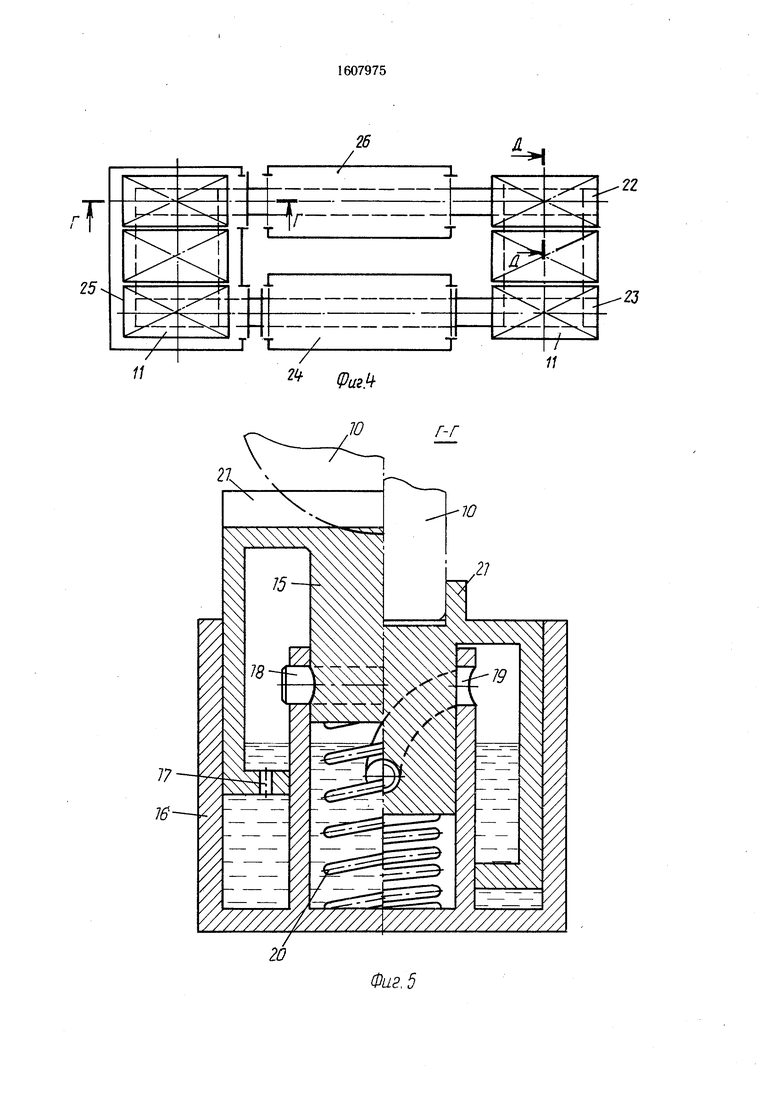
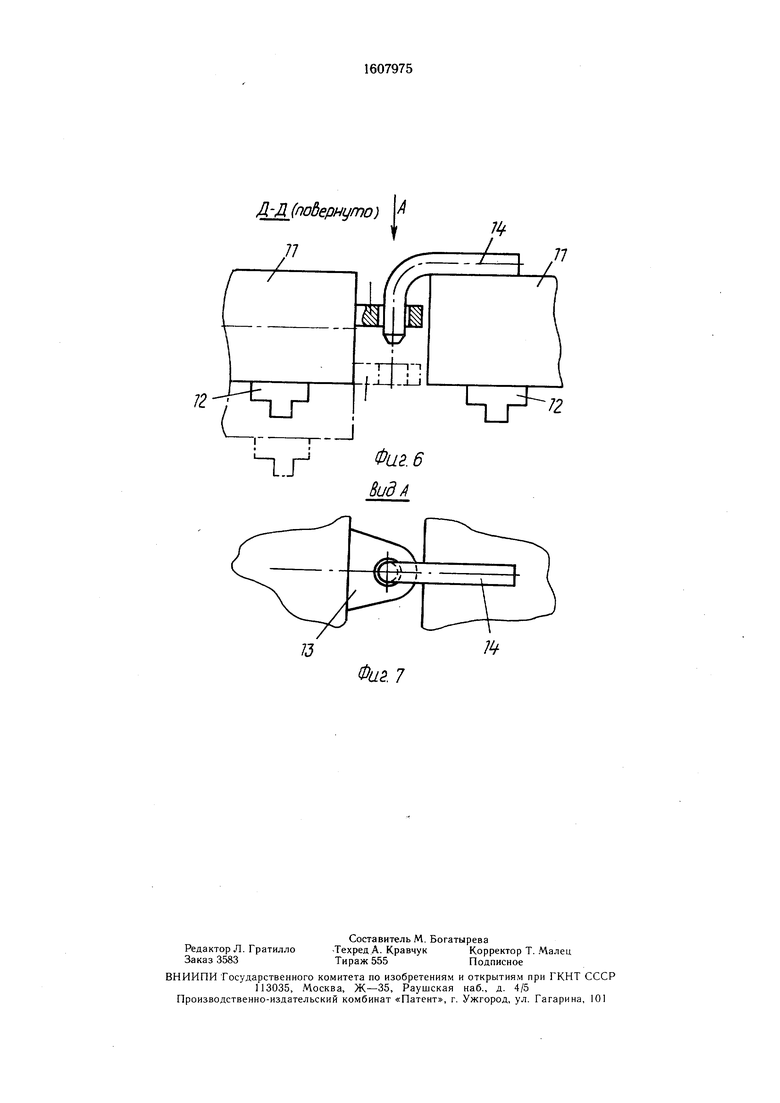
На фиг. 1 изображена линия без технологических тележек, вид сверху; на фиг. 2 - разрез Б-Б на фиг. 1; на фиг. 3 - разрез В-В на фиг. 1; на фиг. 4 - линия с технологическими тележками, вид сверху; на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 - разрез Д-Д на фиг. 4; на фиг. 7 - вид А на фиг. 6.
Поточная линия для окраски крупногабаритных изделий состоит из двух параллельных продольных путей 1 и 2 и двух параллельных поперечных путей 3 и 4, образующих прямоугольный замкнутый контур.
Каждый продольный путь снабжен гибким тяговым органом 5 с зацепом 6, каждый поперечный путь - тяговым органом 7 с зацепом 8. Тяговые органы перемещаются по замкнутой линии с помощью приводов 9.
На путях установлены колесами 10 шесть технологических тележек 11 с изделиями. Снизу каждой технологической тележки 11 установлена защелка 12, предназначенная для взаимодействия с зацепами 6 или 8 тяговых органов 5 или 7. С одной из боковых сторон каждой тележки закреплена проушина 13, а с другой - крюк 14.
05
О
;о
СП
В местах пересечения путей установлены поворотные круги 15, количество которых равно количеству колес технологических теежек 11. Ось поворотного круга 15 выполнена в виде поршня, размещенного в цилиндре 6 с двумя полостями: нижней и верхней, соединенными дросселем 17. Для плавности работы в полость цилиндра залита жидкость. Дросселем 17 регулируется скорость поворота круга.
На поршне закреплен штифт 18, предназначенный для взаимодействия с винтовым пазом 19, выполненным в корпусе цилиндра. В нижней полости корпуса цилиндра установлена возвратная пружина 20.
Установленные на поворотных кругах транспортные пути с ребордами 21 выполнены наклонно к середине. Соединение верхних и нижних полостей цилиндров поворотных кругов через дроссель осуществляется одновременно.
Выполнение оси поворотных кругов 15 в виде поршня цилиндра дает возможность поворотным кругам опускаться под действием веса тележки, а возвратная пружина 20 перемещает поворотный круг в исходное положение, осуществляя возвратно-поступательное перемещение поворотного круга. Продольные пути 1 и 2 выполнены наклонными, а поперечные - горизонтальными, находящимися (условно) на нулевой отметке Уклон продольного пути 1 начинается с занижения (условно) с минусовой величины, равной величине вертикального перемещения поворотного круга 14, Б середине этот путь выходит на нулевую отметку, а в конце пути - наверх (условно) на плюсовую величину, равную также величине перемещения поворотного круга 4. Уклон продольного пути 2 противоположен уклону пути 1. Его величина расположена противоположно.
Линия имеет участки загрузки-выгрузки 22, подготовки поверхности 23, камеры окрасочную 24, сушильную 25, охлаждения 26.
Поточная линия работает следующим образом.
На путях линии одновременно находятся шесть технологических тележек с изделиями на различных участках технологического цикла. Изделие помещается на тележку на участке 22 загрузки-вызрузки, размещенном на поворотных кругах 14, находящихся на верхней отметке в правом крайнем участке продольного пути 1.
Перемещаясь по продольному пути 1, тележка была связана с приводом тягового органа этого пути зацепом 6. Как только ее колеса 10 попадут на поворотные круги участка загрузки-выгрузки под действием силы тяжести поворотные круги опустятся. При этом штифт 18, перемещаясь по винтовой линии паза 19, поворачивает круг на 90°. Реборда 21 транспортного пути, установленная на круге, поворачивает каждое колесо 10 на этот же угол. С целью лучшего фиксирования колеса в центре поворотного круга транспортные пути кругов выполнены наклонно к середине. Поворот кругов происходит одновременно, когда каждое колесо установится на свой круг.
Тележка 11 опустилась до нулевой отметки, ее колеса развернулись на 90°, теперь она стоит на поперечном пути 4. С нее сняли окрашенное и разместили неокрашенное изделие.
При перемещении круга вниз защелка 12 тележки вышла из зацепа б тягового органа 5 продольного пути 1, в то время как крюк 14 вошел в проушину 13 соседней тележки, установленной на поперечном пути 4.
Так как крайние участки поперечных пу- тей 3 и 4 ввиду невозможности конструктивного выполнения не оснащены тяговым органом с зацепом, то эту роль выполняют сами тележки, так как тележки, находящиеся в середине пути, соединены с тяговым органом 0 и в то же время все тележки, находящиеся на поперечных путях, соединены друг с другом с помощью проушин 13 и крюков 14. Таким образом, тележка, опускаясь на поворотных кругах участка 22 загрузки, выходит из зацепления с тяговым органом 5 5 продольного пути 1 и соединяется с тяговым органом 7 поперечного пути 4. Далее тележка попадает на участок 23 подготовки изделия, размещенного на поворотных кругах в правом углу продольного пути 2, находящегося на нулевой отметке, здесь она опускается до 0 минусовой отметки. При этом крюк 14 выйдет из проушины 13 соседней тележки, а защелка 12 войдет во взаимодействие с зацепом тягового органа 5 продольного пути 2, с помощью которого тележка переместится вверх через окрасочную камеру 24, где произведет- 5 ся окраска изделия в сушильную камеру 25, находящуюся на поворотных кругах в левом углу продольного пути 2 на верхней отметке. Попадая на круги сущильной камеры, тележка опускается до нулевой отметки, при этом 0 она выходит из зацепления с тяговым органом 5 продольного пути 2 и сцепляется с соседней тележкой, и с тяговым органом 7 поперечного пути 3.
По поперечным путям 3 тележка перемещается в сущильной камере 25 до попада- 5 ния на поворотные круги сушильной камеры 25 в левом углу продольного пути 1, размещенные на нулевой отметке. Попадая на них, тележка с изделием опускается, выходя из взаимодействия с тяговым органом 8 поперечного пути 3 и зацепляясь с тяговым орга- ° ном продольного пути 1. Далее тележка перемещается на поворотные круги участка 22 загрузки-выгрузки, находящегося на верхней отметке в левом углу продольного пути 1. Тележка проходит в середине пути нулевую gg отметку через камеру 26 охлаждения. Цикл окончен.
Конструкция линии, таким образом, обеспечивает автоматическое перемещение тележек с изделием по замкнутому прямоугольному контуру, что значительно повышает производительность линии, упрощает конструкцию линии, уменьшает габариты.
Формула изобретения
Фиг. 1
1
ния путей поворотными кругами, оси которых установлены с возможностью одновременного поворота и возвратно-поступательного перемещения в вертикальной плоскости, причем количество поворотных кругов равно количеству колес технологических тележек, продольные параллельные транспортные пути выполнены с уклоном, равным величине возвратно-поступательного перемещения поворотных кругов, а тележки в зависимости от технологического положения установлены на одном из путей с возможностью взаимодействия либо с зацепом поперечного тягового органа, либо с зацепом продольного тягового органа, либо между собой.
в
Т
5
6-6
иг.2
Фиг.д
/
гТ
г
I I Г
25L L
т:
Т/
//
/
2 to.f
25
Р
22
I х.
Т
-2J
11
Г-Г
Фаг. 5
Д-Д Мернито) V
12
Фаз. 7
