Изобретение относится к устройствам для разгрузочно-погрузочных работ, а именно для разгрузки штучных изделий на поддонах из сушильных вагонеток, и может найти применение в составе автоматических линий но нроизводству строительных материалов, например шлакоблоков, стеновой керамики и т. п.
Известна механизированная линия разгрузки кирпича из сушильных вагонеток, содержащая поворотный круг, устройство для приема и укладки изделий на средство транспортирования, сталкиватель, средства транспортирования, устройства для разделения, толкатели, средства автоматизации 1.
Однако данной линии присуша недостаточная для современных предприятий производительность.
Известна также установка для садки керамических изделий на печные вагонетки, содержаш,ая разгружатель сушильных вагонеток с поворотным устройством, устройство для вертикального перемеш.ения поддонов, средство транспортирования, состояшее из приемного и передаточных конвейеров, разгрузчик поддонов, устройство для возврата поддонов, комплектуюшее устройство и группировщик изделий с устройством для передачи изделий на комплектующее устройство 2.
Недостатками известной установки являются сложность технологического процесса разгрузочных работ и ограниченная производительность.
Цель изобретения - упрош,ение технологического процесса и повышение производительности.
Поставленная цель достигается тем, что в автоматической линии для разгрузки бетонных элементов на поддонах из сушильных вагонеток, содержашей разгружатель сушильных вагонеток с поворотным устройством, устройство для вертикального перемеш.ения поддонов, средство транспортирования, состояшее из приемного и передаточного конвейеров, разгрузчик поддонов, устройство для возврата поддонов, комплектующее устройство и группировшик с устройством для передачи бетонных элементов на комплектующее устройство, разгружатель сушильных вагонеток выполнен в виде рамы, установленной на рельсовых путях эстакады, двух кинематически связанных между собой тележек с направляющими и двух кареток с ярусами вилочных эле.ментов, при этом каретки установлены в направляющих тележек с возможностью вертикального перемещения, а тележки установлень на раме с возможностью их противонаправленного возвратно-поступательного перемещения, кинематическая связь тележек выполнена IB виде ходовых винтов, кинематически связанных с тележками, между собой и с общим приводом, при это.м ходовые винты имеют встречные винтовые нарезки, приемный конвейер средства транспортирования снабжен подпружиненной
секций, расположенной в зоне устройства для вертикального перемещения поддонов, группировщик снабжен упорами, один из которых установлен на стороне группировщика, примыкающей к комплектующему устройству, а другой - на рабочей поверхности группировщика в месте, соответствующем промежутку между рядами бетонных элементов.
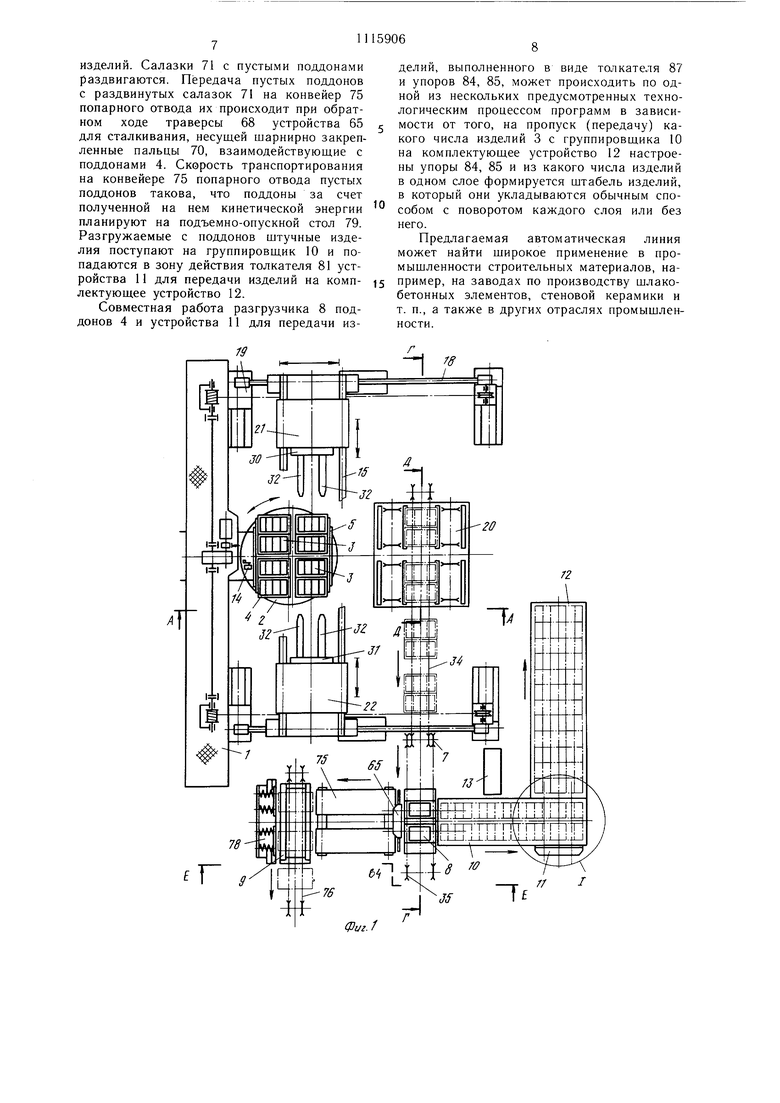
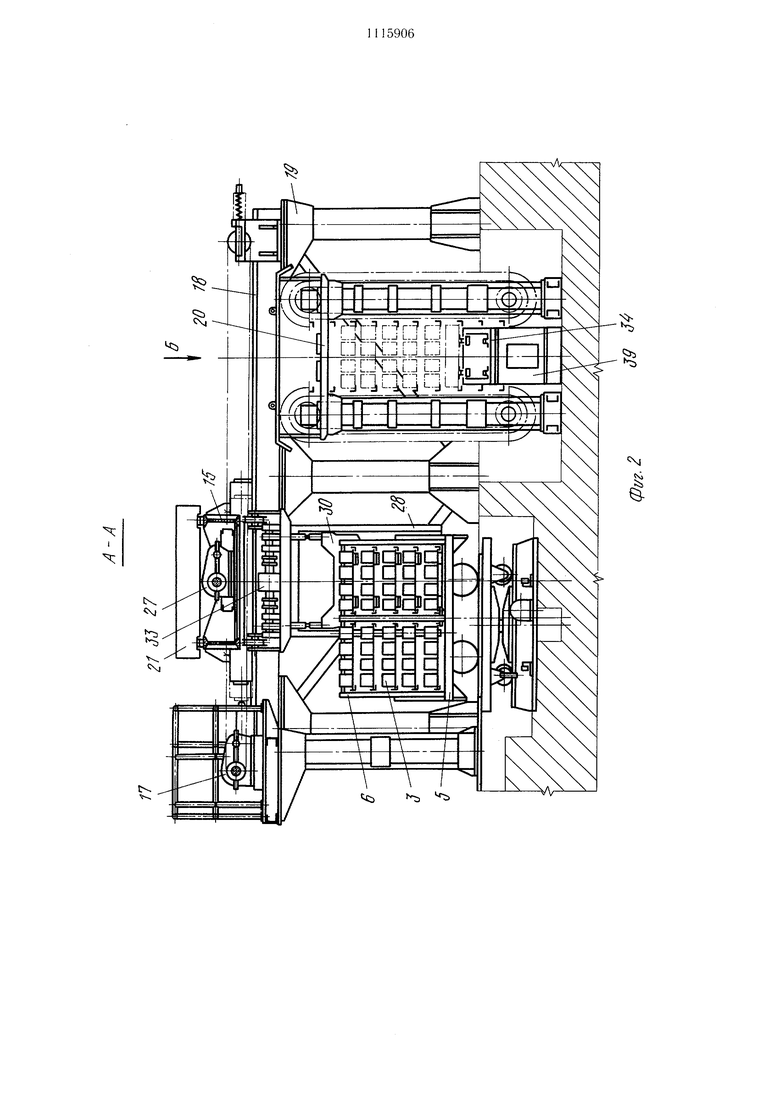
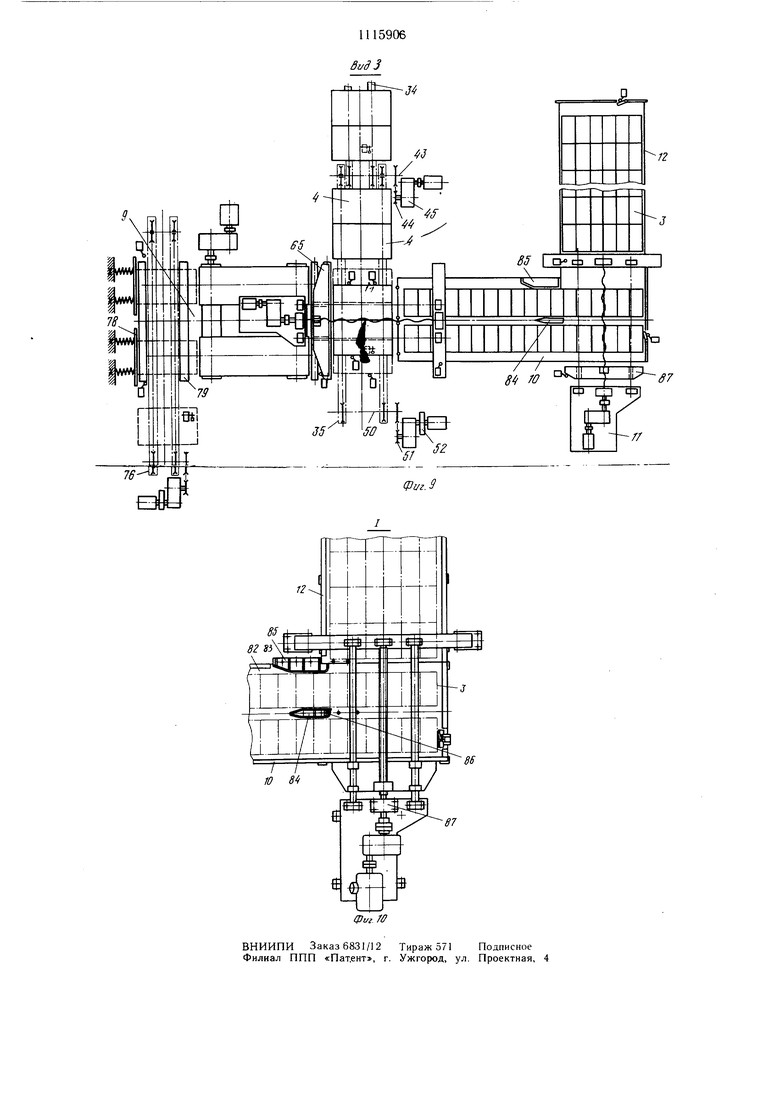
На фиг. 1 показана предлагаемая автоматическая линия, вид в плане; на фиг. 2 -
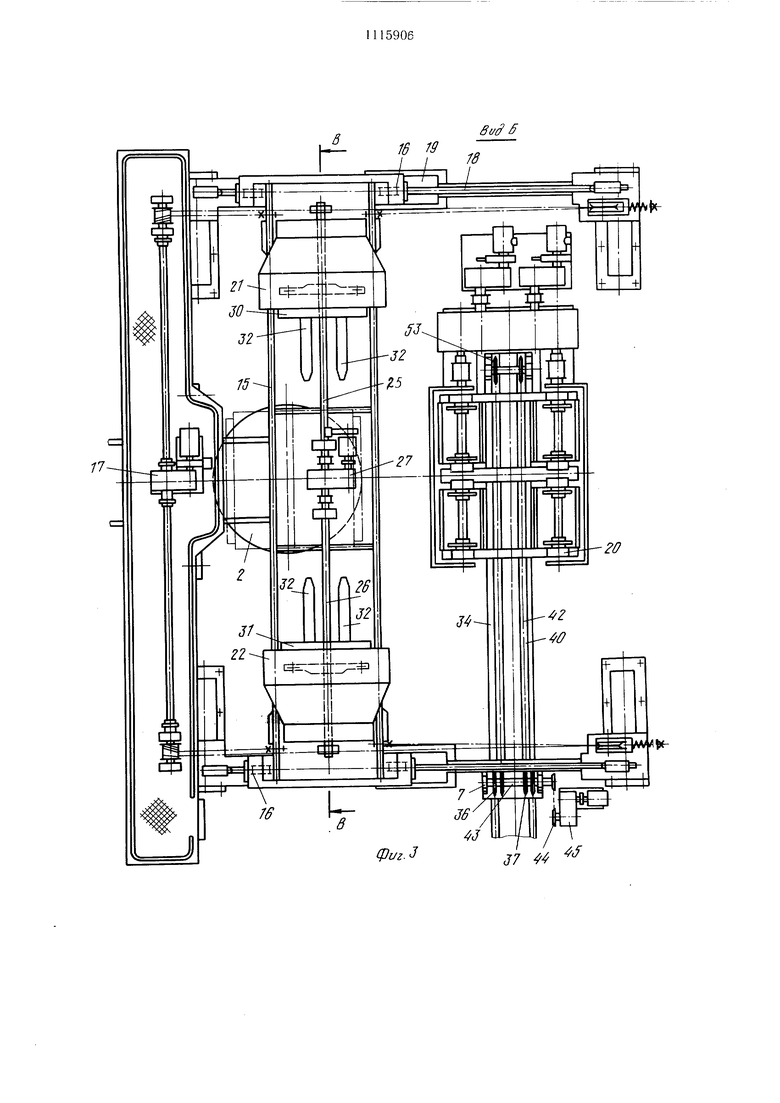
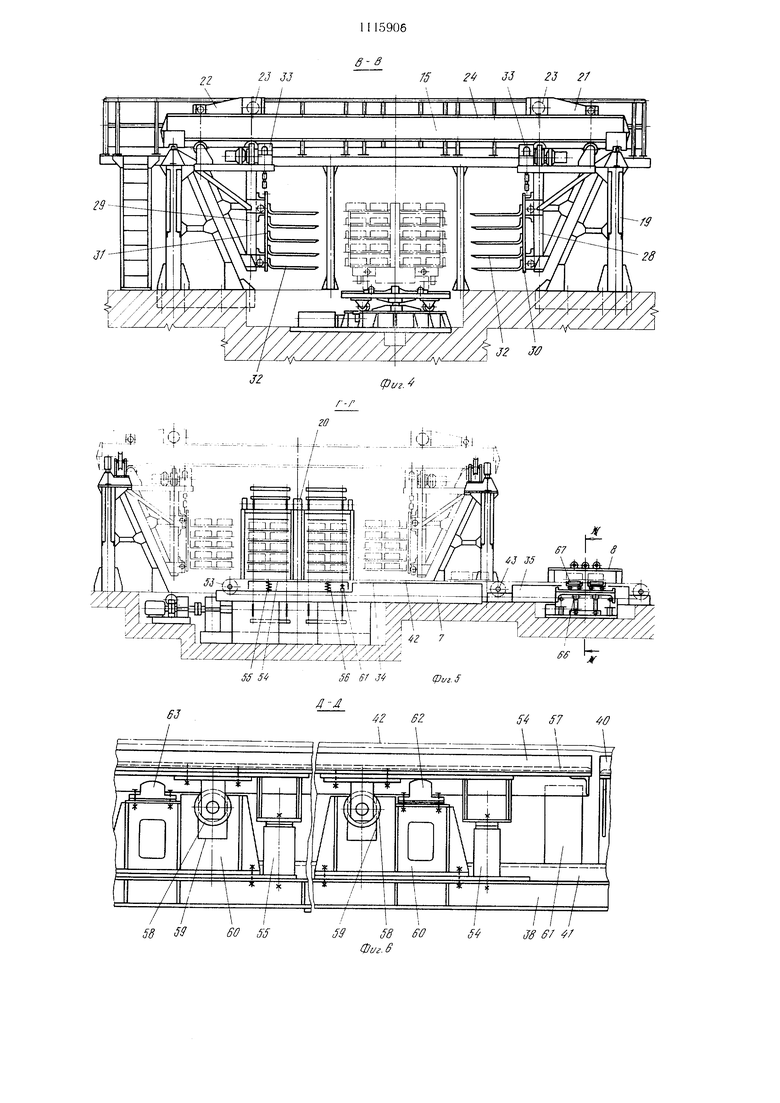
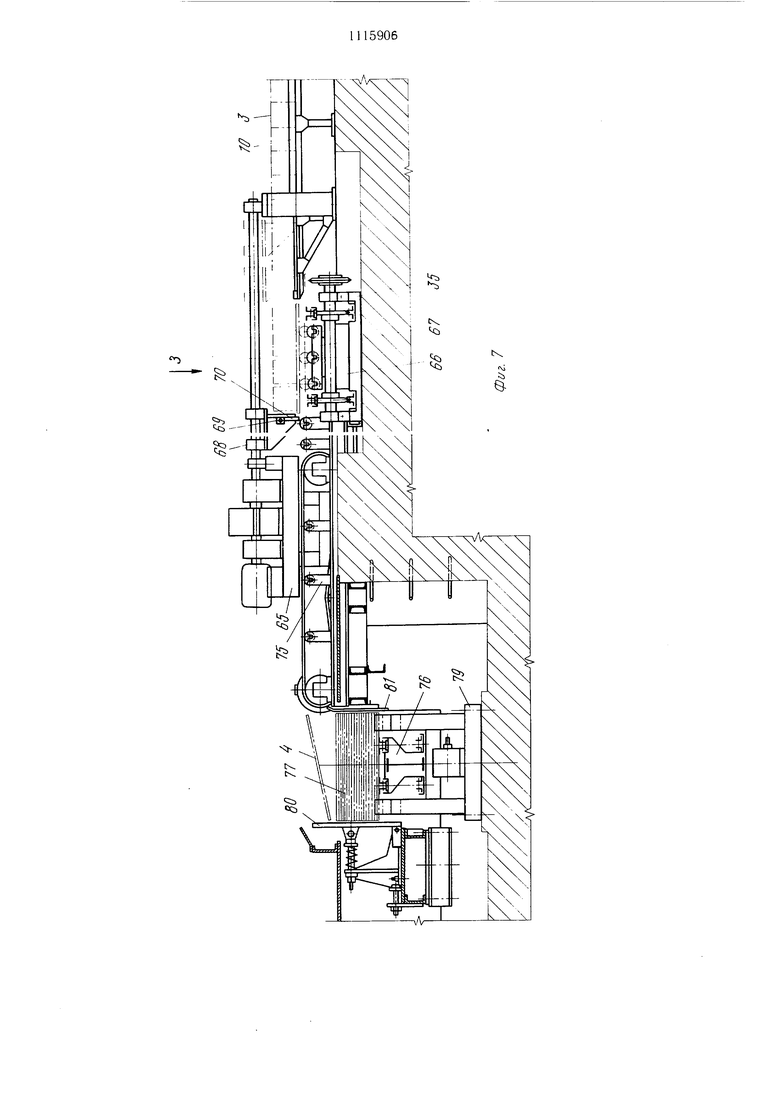
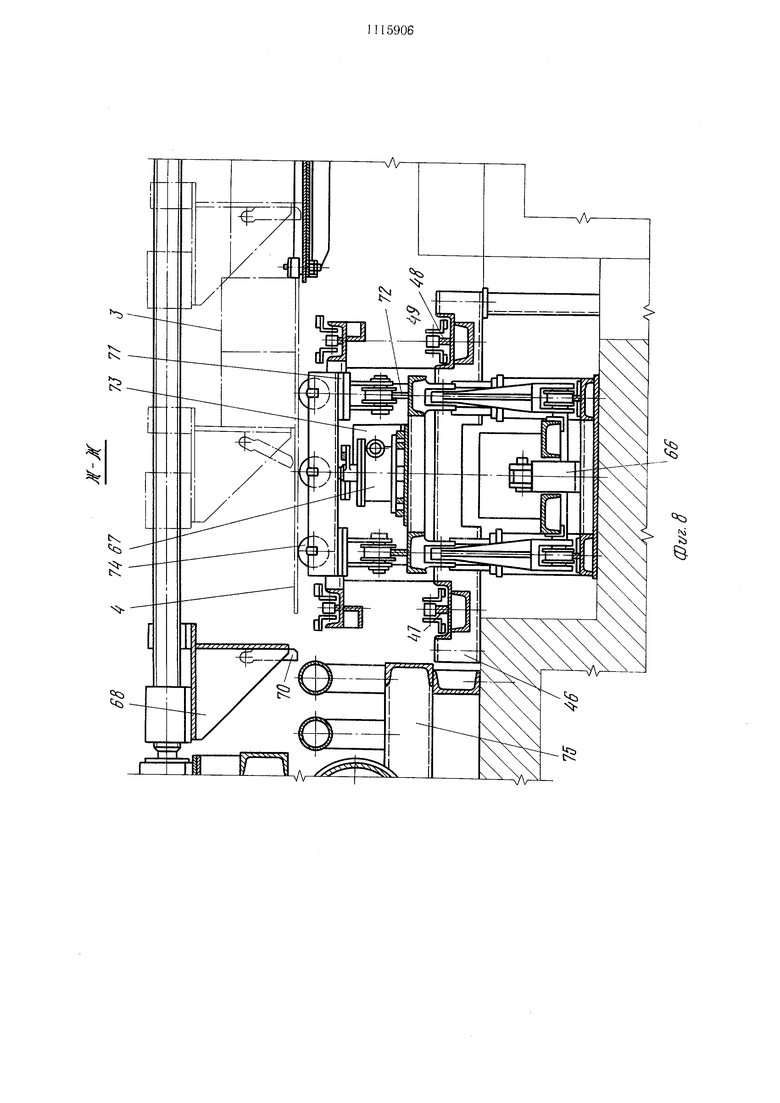
разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2 (без бетонных элементов на поддонах); на фиг. 4 - разрез В - В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7 разрез Е-Е на фиг. 1; на фиг. 8 - разрез Ж-Ж на фиг. 5; на фиг. 9 - вид 3 на фиг. 7; на фиг. 10 - узел I на фиг. 1. Автоматическая линия состоит из разгружателя 1, поворотного устройства 2, на которое подается загруженная штучными изделиями 3, преимущественно бетонными элемента.ми, на поддонах 4 сушильная вагонетка 5 с многоэтажной двухрядной этажерской б, средства транспортирования 7, разгрузчика 8 поддона 4, с одной стороны которого установлено устройство 9 для воз0 врата пустых поддонов 4, а с другой стороны последовательно установлены группировщик 10 штучных изделий с устройством 11 для передачи изделий на комплектующее устройство 12.
Для обеспечения автоматического режима работы линия содержит средства автоматизации 13, для включения которых предусмотрен выключатель 14.
Разгружатель 1 содержит раму 15 на ходовых колесах 16, выполненную в виде
0 моста и имеющую возможность возвратнопоступательного горизонтального перемещения от привода 17 по рельсовому пути 18, закрепленному на эстакаде 19. Устройство для вертикального перемещения 20 поддонов с изделиями служит для приема их от разгружателя 1 и передачи средству транспортирования 7. На раме 15 разгружателя 1 установлены с возможностью противонаправленного возвратно-поступательного перемещения и кинематически связан0 ные между собой две тележки 21, 22 на кат ках 23, для которых смонтированы рельсы 24. Кинематическая связь тележек 21, 22 выполнена в виде ходовых винтов 25, 26, связанных с обеи.ми тележками 21, 22 и между собой и имеющих встречные вин5 товые нарезки. Обе винтовые передачи снабжены одним общим приводом 27. На тележках 21, 22 неподвижно закреплены направляющие 28, 29, в которых установлены с возможностью вертикального перемещения две каретки 30, 31. На каретках 30, 31 жестко закреплены в несколько ярусов вилочные элементы 32, предназначенные для съема и передачи поддонов с изделиями из сушильной вагонетки 5 в устройство 20 для вертикального перемещения поддонов. Перемещение кареток осуществляется от привода 33. По оси устройства 20 для вертикального перемещения поддонов установлено средство транспортирования 7, выполненное из двух конвейеров - приемного 34 и передаточного 35, установленных последовательно в одну линию, при этом ведомые звездочки 36 передаточного конвейера 35 посажены на ведущем валу 37 приемного конвейера 34 с возможностью независимого вращения. Приемный конвейер 34 имеет стационарную раму 38, которая одной своей половиной установлена на опорах 39, а другой - на фундаменте. Рама Зй выполнена с направляющими 40, 41, в которых размещены тяговые органы 42. Приводной вал 43 через цепную передачу 44 связан с приводом 45. Передаточный конвейер 35 содержит раму 46, в направляющих 47, 48 которой размещены тяговые органы 49. Приводной вал 50 через цепную передачу 51 связан с приводом 52. Приемный конвейер 34 на примыкающем к его ведомым звездочкам 53 участке снабжен подпружиненной секцией 54, предназначенной для поглощения динамических усилий при укладке поддонов с ИЗДЕЛИЯМИ на приемный конвейер 34. Секция 54 посредством упругих элементов, например пружин сжатия 55, 56, подпружинена в направлении снизу вверх, снабжена направляющими 57 для несущих ветвей тяговых органов 42 конвейера 34 и направляется при помощи профилированных роликов 58 в пазах 59 стоек 60. Для обеспечения гарантированного срабатывания конечного выключателя 61 пружины 56 установлены с усилиями, меньшими чем у пружин 55, и отрегулированы таким образом, что правый конец подпружиненной секции 54, если на нем находится хотя бы половина одного поддона с изделиями, лежит на башмаках 62 и конечный выключатель 61 нажат. При наибольшей нагрузке подпружиненная секция 54 не касается башмаков 63, в результате чего под нагрузкой всегда обеспечивается срабатывание конечного выключателя 61. Разгрузчик 8 поддонов установлен в конце передаточного конвейера 35, который снабжен стационарным упором 64. Разгрузчик 8 поддонов имеет устройство 65 для сталкивания изделий 3 с поддонов 4 на установленный с одной стороны группировщик 10, а поддонов 4 - на установленное с другой стороны устройство 9 для возврата. Разгрузчик 8 имеет также подъемный стол 66 и устройство 67 для раздвигания поддонов. Устройство 65 для сталкивания изделий с поддонов выполнено в виде траверсы 68, несущей шарнирно закрепленные при помощи осей 69 пальцы 70 для взаимодействия с поддонами 4 при обратном ходе траверсы 68. Пальцы 70 установлены на траверсе 68 с возможностью отклонения от вертикали в сторону, противоположную направлению сталкивания изделий. На подъемном столе 66 разгрузчика 8 расположено устройство 67 для. раздвигания поддонов, выполненное в виде двух салазок 71, которые кинематически связаны между собой и установлены на направляющих 72 с возможностью противонаправленного возвратно-поступательного перемещения от одного привода 73. Верхние поверхности салазок 71 выполнены в виде рольгангов 74. Устройство 9 для возврата пустых поддонов выполнено в виде двух перпендикулярно расположенных конвейеров 75, 76, второй из которых - отводящий пакеты 77 поддонов 4 - смонтирован ниже уровня конвейера 75, выполняющего отвод пары пустых поддонов из зоны действия разгрузчика 8 поддонов к устройству для их пакетирования 78. Устройство для пакетирования 78 выполнено в виде подъемно-опускного стола 79, подпружиненных щитов 80 и стационарного щита 81. Подпружиненные щиты 80 предназначены для поглощения кинетической энергии движущихся поддонов. Группировщик 10 щтучных изделий выполнен в виде приемной площадки 82, смонтированной на станине 83. Группировщик 10 снабжен устройством 11 для передачи штучных изделий на комплектующее устройство 12 одновременно по два ряда по заданной программе. Группировщик 10 снабжен также упорами 84 и 85. При этом упор 85 установлен на краю станины 83 группировщика 10, примыкающем к комплектующему устройству 12, а упор 84 - на рабочей поверхности группировщика 10 в месте, соответствующем промежутку между рядами изделий. Поверхность 86 упора 84 в направлении рабочего хода толкателя 87 устройства 11 для передачи изделий выполнена наклонной в виде скоса, обеспечивающего исключение возможности наталкивания изделий первого ряда на удерживаемые упором 85 изделия второго ряда в процессе передачи их на комплектующее устройство 12. Устройство 12 для комплектования изделий выполнено аналогично группировщику 10. Автоматическая линия работает следующим образом.
Сушильная ваг()1етка 5 при накатывании ее на новоротное уетройство 2 взаимодействует с конеч1Н)1м выключа лем 14 и включает средства автоматизанин 13. Тележки 21, 22 разгружателя 1 начинают сближаться между собой, двигаясь к сун ильиой вагонетке 5 с двух нротивоноложных сторон, нри этом ви.лочные элементы 32 кареток 30, 31 входят в нространства смежных этажей вагонетки. Подается команда на иеремещение обеих кареток 30, 31с вилочными элементами 32 вверх, при котором все поддоны с изделиями первой половины вагонетки отрываются от полок этажерки 6. Подается команда на перемещение кареток 30, 31, установленных в направляющих тележек 21, 22, на наибольшее взанмное расстояние. Тележки 21, 22, придя в крайние положения, останавливаются. Подаются две команды: первая - на включение привода 17 передвижения рамы 15 в направлении к устройству 20: вторая - на включение привода поворотного устройства 2 для разворота сущильной вагонетки на угол 180°. Рама 15 останавливается по оси устройства 20 вертикального перемещения поддонов. Подается команда на включение привода 27 передвижения тележек 21, 22, ко торые начинают сближаться между собой, двигаясь ES направлении к устройству 20. Вилочные элементы 32 кареток 30, 31 вводят в зону устройства 20 одновременно с двух сторон все этажи ноддонов с изделиями. Подается также команда на включение привода 33 вертикального перемещения кареток 30, 31 на опускание. Вилочные элементы 32 освобождаются от поддонов 4 с изделиями, которые ложатся на полки устройства 20 для вертикального перемещения поддонов. Подается команда на включение привода 27 передвижения тележек 21, 22 на обратный ход. Тележки 21, 22 останавливаются, рама 15 возвращается в исходное положение и разгружатель I готов к разгрузке второй половины сушильной вагонетки. Разгрузка второй половины сущильной вагонетки производится в той же последовательности.
Параллельно с выполнением операций по разгрузке сущильной вагонетки устройство 20 для вертикального перемещения поддонов выполняет укладку поддонов с изделиями на подпружиненную секцию 54 приемного конвейера 34. Если оба конвейера - приемный 34 и передающий 35 - средства транспортирования 7 свободны от поддонов 4, то подается команда на включение обоих конвейеров 34, 35, которые передают две пары поддонов из приемной зоны конвейеров 34 - под устройство 20 - в зону действия разгрузчика 8 поддонов.
Первая пара поддонов, дойдя до стационарного упора 64 на передаточном конвейере 35, нажимает на конечный выключатель, по команде от которого отключаются привода 45, 52 конвейеров 34, 35, а устройство 20 включается и на приемную подпружиненную секцию 54 конвейера 34 укладывается второй этаж (очередные две пары поддонов). После этого включается привод 45 приемного конвейера 34 для транснортировки поддонов к передаточному конвейеру 35, но при каждой такой транспортировке остановка приемного конвейера 34 осуществляется от конечного выключателя, установленного перед его приводным валом 43.
Каждый раз передаточный конвейер 35,
5 если на нем нет поддонов, работает синхронно с приемным конвейеро.м 34, а если на нем есть поддоны, то приемный конвейер 34 останавливается, когда каждая пара поддонов будет транспортирована им к его приводному валу 43. При этом все пары
0 поддонов из двух смежных этажей будут располагаться на одинаковых расстояниях друг от друга, причем первые две пары - на передаточном конвейере, а вторые две пары - на приемном конвейере.
5После каждой укладки этажа (двух
пар) поддонов 4 с изделиями 3 на приемную зону конвейера 34 подпружиненная секция 54 проседает и от действия массы поддонов 4 с изделиями 3 нажимает на путевой конечный выключатель 61, которым блоки0 руется включение устройства 20 для вертикального перемещения на опускание. При включении в работу приемного конвейера 34 этаж поддонов 4 с изделиями 3 транспортируется к передаточно.му конвейеру 35, подпружиненная секция 54 под действием
усилий пружин 55, 56 поднимается и освобождает путевой конечный выключатель 61, от которого дается разрещение на включение устройства 20 для вертикального перемещения.
0Любая пара поддонов 4 с изде тиями 3,
придя в зону работы разгрузчика 8 и остановивщись у стационарного упора 64 конвейера 35, нажимает на рычаг путевого конечного выключателя, по команде от которого отключаются привода 45, 52 конвейеров 34, 35. Одновременно от него же подается команда на включение в работу подъемного стола 96 разгрузчика 8 поддонов, в результате чего пара совместно транспортированных поддонов с изделиями поднимаQ ется до высоты разгрузки (разделения поддонов 4 от изделий 3), при этом каждый поддон располагается на своей салазке 71 устройства 67 для их раздвигания.
Подается команда на включение устройства 65 для сталкивания, а также дается
5 разрещение на включение устройства 20 для вертикального перемещения поддонов. Изделия 3 траверсой 68 передвигаются на приемную площадку 82 группировщика 10
изделий. Салазки 71 с пустыми поддонами раздвигаются. Передача пустых поддонов с раздвинутых салазок 71 на конвейер 75 попарного отвода их происходит при обратном ходе траверсы 68 устройства 65 для сталкивания, несущей шарнирно закрепленные пальцы 70, взаимодействующие с поддонами 4. Скорость транспортирования на конвейере 75 попарного отвода пустых поддонов такова, что поддоны за счет полученной на нем кинетической энергии планируют на подъемно-опускной стол 79. Разгружаемые с поддонов щтучные изделия поступают на группировщик 10 и попадаются в зону действия толкателя 81 устройства 11 для передачи изделий на комплектующее устройство 12.
Совместная работа разгрузчика 8 поддонов 4 и устройства 11 для передачи из19
делий, выполненного в виде толкателя 87 и упоров 84, 85, может происходить по одной из нескольких предусмотренных технологическим процессом программ в зависимости от того, на пропуск (передачу) какого числа изделий 3 с группировщика 10 на комплектующее устройство 12 настроены упоры 84, 85 и из какого чиста изделий в одном слое формируется щтабель изделий, в который они укладываются обычным способом с поворотом каждого слоя или без него.
Предлагаемая автоматическая линия может найти широкое применение в промышленности строительных материалов, например, на заводах по производству шлакобетонных элементов, стеновой керамики и т. п., а также в других отраслях промышленности.
// /
T
V.f
1
Ч ff J7 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ПЕЧНЫЕ ВАГОНЕТКИ | 1973 |
|
SU404633A1 |
| Поточная линия сушки керамических изделий | 1979 |
|
SU856817A1 |
| Установка для съема кирпича с полочной вагонетки и укладки его на печную вагонетку | 1978 |
|
SU753648A1 |
| Установка для укладки кирпича напЕчНыЕ ВАгОНЕТКи | 1978 |
|
SU804452A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Поточная линия для производства керамических изделий | 1981 |
|
SU986797A1 |
| Поточная линия для изготовления кирпича | 1977 |
|
SU707805A1 |
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
| Автоматическая поточная линия для производства керамических изделий | 1975 |
|
SU596450A1 |
1. АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ РАЗГРУЗКИ БЕТОННЫХ ЭЛЕМЕНТОВ НА ПОДДОНАХ ИЗ СУШИЛЬНЫХ ВАГОНЕТОК, содержащая разгружатель сушильных вагонеток с поворотным устройством, устройство для вертикального перемеш.ения поддонов, средство транспорти.. рования, состояш,ее из приемного и передаточного конвейеров, разгрузчик поддонов, устройство для возврата поддонов, комплектующее устройство и группировщик с устройством для передачи бетонных элементов на комплектующее устройство, отличающаяся тем, что, и с целью упрощения технологического процесса и повышения производительности, разгружатель сушильных вагонеток выполнен в виде рамы, установленной на рельсовых путях эстакады, двух кинематически связанных между собой тележек с направляющими и двух кареток с ярусами вилочных элементов, при этом каретки установлены в направляющих тележек с возможностью вертикального перемещения, а тележки установлены на раме с возможностью их противонаправленного возвратно-поступательного перемещения. 2.Линия по п. 1, отличающаяся тем, что кинематическая связь тележек выполнена в виде ходовых винтов, кинематически связанных с тележками, между собой и с обшим приводом, при этом ходовые винты имеют встречные винтовые нарезки. с 3.Линия по п. 1, отличающаяся тем, что приемный конвейер средства транспортисл рования снабжен подпружиненной секцией, расположенной в зоне устройства для вертикального перемещения поддонов. 4.Линия по п. 1, отличающаяся тем, что группировщик снабжен упорами, один из которых установлен на стороне группировщика, примыкающей к комплектующему устройству, а другой - на рабочей поверхности группировщика в месте, соответсд ствующем промежутку между рядами бе тонных элементов.
. 58 59 i I I J8 fff /
4i
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Перетицкий Г | |||
| К | |||
| и др | |||
| Комплексная механизация производства глиняного кирпича | |||
| Минск, 1971 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТАНОВКА ДЛЯ САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ПЕЧНЫЕ ВАГОНЕТКИ | 0 |
|
SU404633A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
